


深長孔提高鏜孔精度的操(cāo)作技巧(qiǎo)
2018-5-9 來源:中國中車株洲電力機車有限公司 作者:楊(yáng)和仲
【摘要】本文論(lùn)述(shù)了SS4機車構架牽引座的重(chóng)要(yào)性、加工的精(jīng)度要求及加工的難度,據此,經過詳細(xì)的工藝分析,找出了提高功效、適(shì)合的刀具、改進刀具角(jiǎo)度及改進刀具刃磨的(de)方法,解決了加工難,保(bǎo)證加工精度(dù)難的問題。
關鍵(jiàn)詞:薄板;群(qún)鑽;刀具
1. 概述(shù)
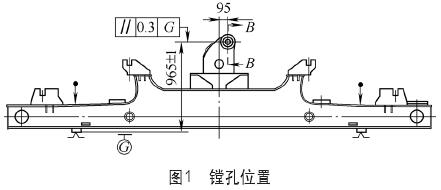
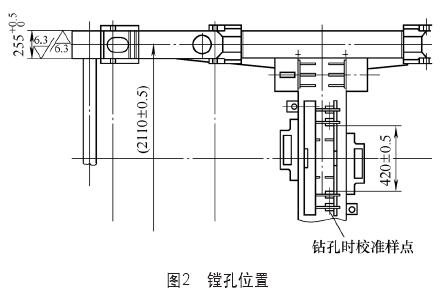
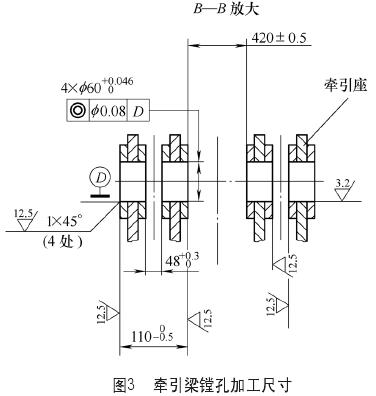
S S4機車構架牽引座是電力機車的主要部件(jiàn),牽引係統質量(liàng)的好與壞,可(kě)直接影響機車(chē)的牽引質量,機車構架牽引座是一(yī)關鍵部位,它的加(jiā)工難度大、尺寸要求(qiú)精(jīng)度高,工件(jiàn)裝(zhuāng)夾剛(gāng)性差;四個孔f60+0.048 +0m m孔的同軸誤差要求(qiú)為0.08m m。加工中總有孔鑽飄位移誤差較大的現(xiàn)象,表麵粗糙度值過高達不(bú)到(dào)圖樣要求,尺寸精度難以(yǐ)控製。如圖1~
圖3所示。
2. 牽引座鏜孔工藝分析
(1)構架屬於Q235A大型板料(liào)焊接結構。16m m板料上鑽孔,強度(dù)低、剛性差,板易產生變形。
(2)為達到圖樣技術要求,保證孔的同軸度要求,應一次將孔鑽(zuàn)通,鏜床主軸伸出過長,再加加長(zhǎng)鑽套,致使刀具剛性差,鏜削時軸向跳動,鑽頭強度差,難保證鑽頭的定心精度。
(3)鏜孔(kǒng)時,由於主軸,加長套軸向伸出過長,剛性差。產生振動,鑽削後(hòu)孔表麵有波紋。表麵(miàn)粗糙度值高。
3. 解決牽引(yǐn)座鏜孔的方法(fǎ)
構架屬於大型(xíng)板料焊接結構,用標準麻花(huā)鑽頭進行鑽削,定心不是很理想,容易(yì)出現飄移,經過對鑽頭切削力分析,在鑽削過程中,所有切削刃都(dōu)要承受軸向力FX,徑向力Fy及切向力Fz。徑(jìng)向力Fy對鑽孔質量影響很大,造成孔經的擴(kuò)大和孔口偏斜,影響鑽削力的因素是(shì)螺旋角、頂角、橫刃斜角、後角等。螺旋角越大,則切削刃的前角愈大,並改(gǎi)善(shàn)了排屑(xiè)情況,軸向力FX與扭矩(jǔ)M都顯著降低。但當螺旋角β>30°時,其影(yǐng)響減小。
標準麻花(huā)鑽在切削部分幾何形狀(zhuàng)上存在一些問題,沿主切削(xuē)刃各點前角值差別懸殊(由-30°~ +30°),橫刃上的前角竟達-54°~-60°,造成較大的軸向力(lì)和扭矩,使切削(xuē)條件惡化。棱邊近似為圓柱麵的一部分,副後角為零度,摩擦嚴重(chóng),在主、副切削刃相交處(chù),切削速度最大,散熱條件最差,劇烈(liè)的摩擦,使切削刃磨損很(hěn)快。兩條主切(qiē)削刃很長,切屑寬,各點切屑流出速度相差很大,切屑呈寬(kuān)螺卷狀,排屑不暢,切削液難於注入切削區。橫刃較長,其前、後角與主(zhǔ)切削(xuē)刃後角不能分別控製。
經過改進,修磨效果不好。後將麻花鑽改為(wéi)群(qún)鑽(zuàn)磨法,效果明顯改善,原因是群鑽綜合應用了鑽頭的改良措施,經過試(shì)驗證明,群鑽可以解決加工過程中出(chū)現的問題,群鑽(zuàn)切削部分的改進與效果如下:
①橫(héng)刃及其附近的主切削刃上的各段(duàn)前角都(dōu)有不同(tóng)程度的增大,圓弧刃(BC)平均增大10°;內刃(CD)平均增大25°,橫刃增大(dà)4°~6°,大大改善了(le)切削條件。
②圓弧(hú)刃不僅能起到良好的分(fèn)屑作用,由於它(tā)在工作時切出一個凸形環圈,切削(xuē)時能夠很好定心,鑽頭不易偏擺,增加了鑽削過程中鑽頭(tóu)定心的穩定(dìng)性。
③橫刃(rèn)縮短,前角增大,顯(xiǎn)著改善了心部的惡劣(liè)切削條件,可大大提高進(jìn)給(gěi)量,減小摩擦熱。為保證橫刃處一定的強度,應盡可能降低鑽尖高度h,適當增大內刃頂角。
④由於群鑽的切削刃鋒利,切削變(biàn)形小,加工鋼件時,與標準麻花鑽(zuàn)相比,其軸向力可降低35%~50%,扭矩可小(xiǎo)10%~30%,使用壽(shòu)命提高3~5倍,在保持同樣使用壽命情況下,生(shēng)產率(lǜ)可顯著(zhe)提高。此外,加工精度與表麵質量也有所改善。
群鑽是一種先進的麻(má)花鑽磨削方式,是早已(yǐ)得到(dào)了肯定的技術,由於其磨削難度較高,需操作者熟練掌握刃磨技術,如果解決了刃磨(mó)問題,必能獲得更廣泛應用。由於(yú)粗鏜時餘量的不均勻,致使精鏜時產(chǎn)生振動,加工表麵產生(shēng)波紋對孔質量的影響極大,造成如下問(wèn)題:①降低鏜削表麵的質量。②降低(dī)了刀具的使用壽命(mìng)。③降低了生產效率。④降低了鏜床的幾何精度和運動精度。
由於鏜孔的刀杆過長、剛性差,無法加裝輔助(zhù)支撐,故隻能在刀具上想辦法。對刀具切削力的分(fèn)析。一般情況(kuàng)下,主切削力(lì)FY最大,FY、FX小一些。隨著(zhe)刀具幾何參數、刃磨質量、磨損情況和切削用量的不同,FY、FX相對於(yú)FZ的比值在很大的範圍內(nèi)變化;FY=(0.15~0.7)FY;FX=(0.1~0.6)FZ。
鏜刀采用較大的前角、後角(jiǎo)和主偏角,以降低切削力和功率消耗,使(shǐ)切削輕快、減輕振動、減小摩擦、降低切削熱;大的負值刃傾角,刀尖位於主(zhǔ)切削刃的最低點,故刀尖部分強度較好,比較耐衝擊和振動,避免崩刃現象的發生,控製了切削流動的方向。在切(qiē)削用(yòng)量上采用低速(30~50r/min),小進給(0.1~0.18mm/r),可以使(shǐ)刀尖產生微量積(jī)削瘤,增(zēng)大前角,保護了刀尖,使切削更加輕快,保證工件得到較高的表麵質量。
4. 結語(yǔ)
改進後的效果,提高了工作效率。鑽孔(kǒng)基本無鑽飄的現象發生,鑽(zuàn)孔時間比原來的縮短1/3。由於改進了刀具(jù)角度,基本無振(zhèn)刀現象,表麵粗糙度值有所下降,尺寸精度達到了要求。加工一個構架牽引座時間,由原來的270min縮(suō)短為200min。
投稿箱:
如(rú)果(guǒ)您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果(guǒ)您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息
州金馬")
業界(jiè)視點
| 更多

行業數(shù)據
| 更多(duō)
- 2024年(nián)11月 金屬切削機床產量(liàng)數(shù)據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據(jù)
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據