


水輪機大型轉輪工地加(jiā)工
2018-1-15 來源:哈爾濱電機廠有限責任公司 作者:楊旭
摘要:轉輪是水輪的機的核心(xīn),大型轉輪的加工因其尺寸較(jiào)大,受(shòu)運輸條件(jiàn)的限製(zhì),往往需要在工地現(xiàn)場完(wán)成加工(gōng)製造(zào)過程,文中探討了(le)如何在工地(dì)完成轉輪加工(gōng)製造過程。
關鍵詞:轉輪(lún):工地加工(gōng):車削:鏜削
0 引言(yán)
轉輪作為水(shuǐ)輪機核心部件(jiàn),在20世紀70年代以前,其加(jiā)工(gōng)製造(zào)隻能在製造廠完成。但是隨著單機大容量機組的陸續上馬,受運(yùn)輸條件的限製,使其成為大型轉輪加工的瓶頸。為解決這一問題,轉輪的工地加(jiā)工逐漸成(chéng)為目前行業內的一種(zhǒng)常用且通行的解決辦法,本(běn)文將就大型(xíng)轉輪工地(dì)製造進行探討。
1 、Jjnz設(shè)備的解決(jué)
常規轉輪的加工,在製造廠內主要由大型(xíng)立車和數控鏜床協作完成,但是一般丁地的廠房條件(jiàn)和環境都比較簡陋,自然無法和製造廠相比(bǐ),將加工廠內的(de)金(jīn)屬加工設(shè)備運往工地完成(chéng)轉輪的工地加工,成本無疑(yí)會大大增(zēng)加,且無法實現(xiàn)。
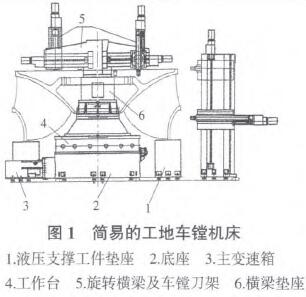
那麽製(zhì)造一(yī)種簡易可行的工地(dì)車鏜機床,是完成轉輪工(gōng)地加工的一種可行方案,如圖l所示(shì)。
該設備由可旋轉底座、液壓支撐墊(diàn)座、旋(xuán)轉(zhuǎn)刀架、立柱車刀架幾個部分組成(chéng),其中旋轉刀架兩端一(yī)端為(wéi)車刀架、一端為具有鏜削功能的鏜刀架組成(chéng),徑向(xiàng)方向具有一定(dìng)的移動距離,分別完成(chéng)轉輪平(píng)麵車削工序和轉輪上平麵的把合孔的鏜削工宇,右側的立柱刀架可軸向(xiàng)方向移動,主要用以完成轉輪上、下兩端外圓周的加工。
1.1 車床部分加工參數
夾(jiá)盤最大承載量為360 t;橫(héng)梁旋轉刀架最大加工(gōng)直徑為3800 ram;橫梁旋轉刀架最小加工直徑為1500 mm;車刀架在(zài)旋轉橫梁導軌行程為1 150 mm;刀架滑枕垂直行程為450 mm;車刀架水平徑向總行程為1000 mm;刀夾垂直手動調整行程(不含刀具伸(shēn)長調整(zhěng))為40 mm;刀架沿立柱導軌垂直行程為3200 mm;刀架滑枕沿滑座(zuò)水平行程為500mm。
1.2 鏜床(chuáng)部分參數
鏜刀架加工範圍為1500~3800 mm;鏜刀架在旋轉橫(héng)梁導軌(guǐ)的行程為1 150 ram;鏜杆(gǎn)的垂直行程為650 mm。從上述設備(bèi)參數可以看出,其可以完成大型轉輪車序和鏜序等(děng)工序加工。
2、轉輪的加工(gōng)
2.1轉(zhuǎn)輪的劃檢
在(zài)製造廠內,會有專(zhuān)用的轉輪劃檢平台,平台的剛性和水平都需要達到專業的要求,但工地加工轉輪,無法達到和製造廠內相同的條件,可將機床的液壓支撐墊座作(zuò)為轉輪的簡易劃檢平台,並通過支撐墊座液壓設(shè)備對轉輪進行調平,作為轉輪的簡單的劃檢(jiǎn)平台。
另外,可通過車床的回轉的中心柱,作為(wéi)轉輪的(de)間接(jiē)劃檢的(de)基準,劃檢轉輪圓(yuán)周方向的加工餘量。從而解決(jué)了工地製造轉輪沒有(yǒu)專用劃檢平(píng)台的問題。

2.2轉輪(lún)的車削加工
轉(zhuǎn)輪加工的車削設備包括懸(xuán)臂(bì)部分車刀架和立柱車刀架,可以分別完成對(duì)轉輪上平麵和外圓的(de)加(jiā)工,但是鑒於設備的結構剛性與傳統的機(jī)床尚(shàng)存一定差距,對轉輪進行車削加工時,需(xū)注意對車床懸臂水平(píng)的調整和測量,加工中也(yě)需要注意調(diào)整車刀的上刀量和轉速,通過實際加工實驗中得出(chū).機(jī)床的轉速在5 r/min,吃刀(dāo)量不超過3 mm為佳。
因為整個轉輪的加(jiā)工(gōng)過程在專(zhuān)用設備(bèi)上完成,是固(gù)定不動的(de),而懸臂刀架(jià)依靠與之連接的可旋轉底座旋轉完(wán)成對平麵的加工,轉輪的外圓(yuán)加工需要在固定的立(lì)柱車刀架上完成,兩種圓周加工(gōng)尺寸具有同(tóng)一D度要求,兩者(zhě)在(zài)加工過程中,需要(yào)由一個共同(tóng)的加工基準,來保證兩種車削的尺寸的一致性(xìng)。
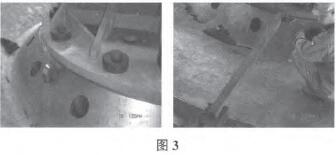
在實(shí)際的加(jiā)工中,可采用在轉輪上焊接基準塊的辦法解決了這一問題(tí),如圖3所示即使用懸臂車刀架加工轉輪內圓直徑和平麵時(shí),也對基準塊的平(píng)麵和圓周進行加工,而在(zài)加工轉輪外圓環段時,則將基準塊(kuài)作為加工的基準進行找正和調平,對外圓環段(duàn)進行加工,來保證轉輪(lún)所(suǒ)有直徑尺寸的同心度,經過實測(cè),同心度可保(bǎo)證臃(yōng)0.1 0 mm以內。
2.3 轉輪的鏜(táng)削加工(gōng)
轉輪的上平麵一般有若幹個聯軸孔(kǒng),作為轉輪與軸進行連接的把合孔,鏜削加工前,車序需加工完畢,以車序尺寸作為聯軸孔的鏜(táng)削的加工基(jī)準。
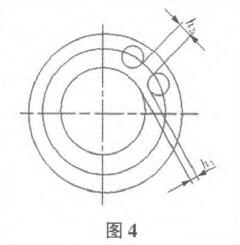
軸孔鏜序進行前,需(xū)對鏜(táng)刀杆(gǎn)進(jìn)行鎖定,避免加工時,軸孑L產生偏移。鏜削的進給(gěi)選擇(zé)0.4~0.5 mm/min,轉速120~140 r/min為佳(jiā),軸孔加工時,首先將每個軸(zhóu)孔進行粗鏜一端基準找正段,深度在(zài)10 mm即(jí)可,然後,測量h。、h:(見圖4),並根據各軸孑L直徑尺寸計(jì)算各孑L中心值偏差Ah。、Ah:,如不符(fú)合(hé)圖樣要求,需重新(xīn)檢(jiǎn)校各軸孔加工(gōng)量。
對各聯軸孔重新調整後(h。,h2值),根據各孔之間(jiān)的調整值,再將每個孔鏜重新鏜出找正段,複測^。、h:值,合格後,按找正段(duàn),加工各聯軸孔到圖樣尺(chǐ)寸。
3、結論
通過上述簡單有效的加工工具,基本(běn)可以滿足大直徑轉輪的工地加工,其性能雖然較傳(chuán)統機床(chuáng)仍具有(yǒu)一定差距,但其低廉的價格是普通機床無法可比的,且其具有很強的通用性,通過簡單的(de)改造(zào)也(yě)可以應用在更大尺寸的(de)轉輪的加(jiā)工上(shàng),在轉輪工地加工上前景(jǐng)廣泛。
投(tóu)稿箱:
如果您有機(jī)床行(háng)業、企業(yè)相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行(háng)業、企業(yè)相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
查")
行(háng)業數(shù)據
| 更多
- 2024年11月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據