


摘要:通過對數控磨床伺(sì)服驅動係統的原理和特(tè)點的分(fèn)析,結合伺服驅動係統維(wéi)修中的具體實例,分析了產生故障的原因、診斷思路、維修方法及維修注意事項。
關鍵詞:數控(kòng)磨床 伺服驅動 故障(zhàng)診斷
O 引 言(yán)
數控機床是一種綜合運(yùn)用了計算機技術、自動控製技術、精密測量技術和機床設計技術等先進技術的典型機電一體化產品,其控製係統複雜,在運行中可能會產生(shēng)各種各樣(yàng)的故障。通過科學的方法、行之有效(xiào)的措施,迅速判別故障產生的(de)原(yuán)因,隨時解決出現(xiàn)的問(wèn)題,是保證數控機床安全(quán),可靠運行,提高(gāo)設備利用(yòng)率的關(guān)鍵所在,也是(shì)當前數控機床使用過程中亟待解決的問題之一(yī)。數控(kòng)磨(mó)床對加工精度的(de)要求要比一般的數(shù)控機床高,而伺服係統在數控磨床的加工精度(dù)方麵起著至關重要的作用。本文結合生產(chǎn)實踐中出現的伺服係統的故障(zhàng)並對其加以(yǐ)分析,探討數控磨床伺服(fú)係統的(de)故障診(zhěn)斷的方法與技巧。
1 、數控(kòng)磨床伺服(fú)係統(tǒng)的(de)工(gōng)作原理和特點
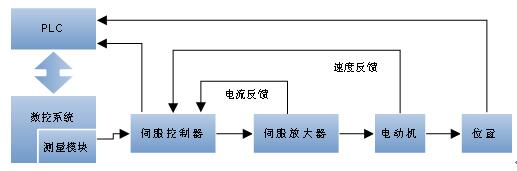
圖1 伺服係統控製框圖
數控(kòng)磨床的伺服係統基本構成如圖1所示。數控係統通(tōng)過測量模塊向伺服單元發出運動指令,伺服單元接收到來自數控(kòng)係(xì)統的指令信號後,經過電流、速度雙閉環(huán)控製(zhì)好,通過伺(sì)服(fú)放(fàng)大器控製伺服電動機的運行,同時位置反饋元件將位(wèi)置信號反(fǎn)饋到數(shù)控係統的(de)測量模塊,形成半閉環或者全閉環的位(wèi)置控製係統。PLC起(qǐ)運行監視作用,一方麵監視伺服係統(tǒng)中(zhōng)的(de)伺服電動機是否過熱,另一方麵監視(shì)行程是否在規定範圍內,是否到達(dá)幹涉區,如(rú)果出現異(yì)常,立即報(bào)警,並且停止伺服軸運行。
2 、數控磨床伺服係統故障(zhàng)診斷流程
根據伺服係統的構成,伺服係統的(de)故障(zhàng)可分為伺服控製單元的故障、位置反饋部分的故障、伺服電動機(jī)的故障和其它故障(zhàng)。圖2是診斷數控磨床伺服故障的流程圖。
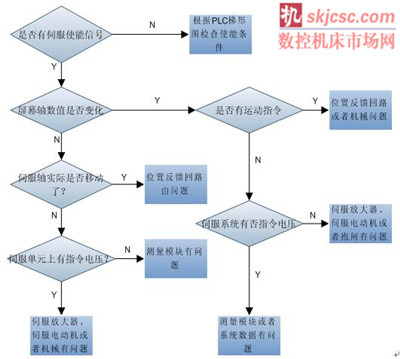
圖2 伺服故障診斷流程圖
3 、數控(kòng)磨床伺服係統故障(zhàng)診斷實(shí)例
3.1 實例1
故障現象:一台3MZ1412K機床(chuáng)報警指示紅燈閃爍,觸摸屏顯示Z軸驅動器故障,手動無動作。
故(gù)障(zhàng)分析:根據伺服係統工作原理Z軸驅動器報警(jǐng)可能是參數設置問題,伺服電機故障,控製線路(lù)短路或斷路,驅(qū)動器本身故障。
故障排除:通過(guò)驅動器操作麵板(bǎn)檢查驅動器報警代碼,不顯(xiǎn)示報警代碼,初步判(pàn)斷不是驅動器本身問題。檢查伺服參數,發現Z軸進給速度參數為零(líng)。按工藝(yì)標準(zhǔn)把參數設為規定值,按複位按鈕,故(gù)障排除。
3.2 實例2
故障現象:一(yī)台3MZ205B機床在(zài)移動X軸時,出現報警,指示X軸位移超出規定(dìng)的跟隨誤差,觀察X軸根本就沒有動。
故障分析:因為Z軸正常移動沒有問題,說明數控係統沒有問題,測量伺(sì)服係統上的指令信號,當X軸運動按鈕按下時,也有電壓指令信號,說明問題(tí)出在伺服係(xì)統上。因為Z軸運動沒有問題,可能問題出在(zài)X軸放大器或者X軸伺服電動機(jī)上。
故障排除: 首先采用互換法,將X軸的伺服放大器與Z軸的對換,問題轉移(yí)到Z軸上,說明(míng)X軸伺服(fú)放大器損壞。更換伺服放大器模塊,機(jī)床故障被排除。
3.3 實例3
故障現象(xiàng):一台MKA1332數控(kòng)外圓磨床(chuáng)X軸運(yùn)動中,出現伺服驅動故(gù)障報警。
故障分析:伺服驅動器故障報警除了可由伺服驅動放大器本身故障(zhàng)引(yǐn)起外,還可由數控係統、伺服電動機、編碼器引起,也可由機械部分引起。檢測手動時,有使能信號,X軸顯示運動並馬上報警;考慮伺服電動機的問題,檢測伺服電動機正常;懷(huái)疑是滾珠絲杠的(de)問題,鬆開X軸伺(sì)服電動機與滾珠絲杠(gàng)之間的(de)聯軸器,手動X軸,X軸不報警;判斷(duàn)是滾珠絲杠運動中(zhōng)阻力過大而造成的報警。
故障(zhàng)排除:拆(chāi)除滾珠絲杠並檢修(xiū),重新安裝,並對機床進行潤滑維護,機床(chuáng)故障排除(chú)。
4.結論
總結以上的典型故障分析及排除過程,首先要確定故障種類,是突發(fā)性故障還是漸發性故(gù)障;其次對設備的工作原理和結構(gòu)進行認(rèn)真(zhēn)、細致的分析,這是排除故障(zhàng)的重要環節;然(rán)後對引發故障的各種因素進行認真的分析和(hé)研究,確定引發故障的因素(sù);當(dāng)故障(zhàng)原因找到之後,應根據設備(bèi)的結構和工作原理、修複難度、修複費用等方麵來確定維修方案;在完成對設備的維修之後,應當立即試運行以檢驗故障是(shì)否(fǒu)排(pái)除;最後建立設備運行(háng)記錄,它(tā)是使用經驗的高度總結,有(yǒu)利於對故障現(xiàn)象(xiàng)做出迅速(sù)判斷。采用本文中提到的排除設備故障的基本過程,可較(jiào)大程度縮小檢查範圍,縮短設備故障的排除時間,提高(gāo)生產效(xiào)率。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
州金馬(mǎ)")
")
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年(nián)10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車(chē)產量數據
- 2028年8月 基本型乘用車(轎車(chē))產量數據(jù)
- 機械加工(gōng)過程圖示
- 判斷一台加工中(zhōng)心精度的幾(jǐ)種辦法
- 中走絲線切割機床的(de)發(fā)展趨勢
- 國產數控係(xì)統(tǒng)和數控機床何(hé)去何從?
- 中國的技術工人都去哪裏了?
- 機(jī)械(xiè)老(lǎo)板做(zuò)了十多年,為何還是小作坊?
- 機械行業(yè)最新自殺性營銷,害人害己!不(bú)倒閉才
- 製造業大逃(táo)亡
- 智能(néng)時代,少談(tán)點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛(fēi),要從(cóng)機床
- 一文搞懂數控車床加工刀具補償功(gōng)能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加工工藝的區別