


某型平麵磨床液(yè)壓係統的改造
2016-8-18 來源:三峽大學機械與動力學院 作者:吳正佳 段方立 鄧(dèng)少華
摘要: 針對老舊平麵磨床的備件更換困難以及磨床出現的能耗點過多等問題, 采用較為簡單(dān)的方式對液(yè)壓係統進行改造, 減(jiǎn)少能耗泄漏(lòu)和提高備件的可替換性; 同時使用液(yè)壓係統仿真軟件AMEsim 對改造後的(de)係統進行動態仿真(zhēn), 模擬液(yè)壓係統(tǒng)在工作狀態下的壓力(lì)特性曲(qǔ)線及速度曲線(xiàn), 發現液壓係統運行(háng)平穩。
關鍵詞: 平麵磨床; 液壓係統; 改造; 動態仿真
由(yóu)於設備的更新換代, 同型號(hào)的液壓元件及相關(guān)備件早(zǎo)已無處采購, 這就對設備的維護造成了一(yī)定的困難, 另外原液壓係統也存在一定的設計缺陷, 如能量的損失等。勢必選用同類型或者具有同等功能的液壓元件來對原液壓係統進(jìn)行同等功能的改造。但改造過程不(bú)是簡單地用新的液壓元件對原有液壓元件進行簡單替換(huàn), 讓其(qí)滿足基本的功能原(yuán)理, 還必須考慮整個係統的動態特性。因此有(yǒu)必要對(duì)新(xīn)改(gǎi)造的液(yè)壓係統進行動態特性仿真(zhēn), 使其具有比較穩(wěn)定的動態特性,能夠(gòu)更加有效地運(yùn)轉(zhuǎn), 從(cóng)而實(shí)現更好地為企業服務。
1、某型平麵磨(mó)床液壓係統的(de)工作原理
圖1 所示為某型平麵磨床(chuáng)液壓(yā)係統的原理(lǐ)圖。該係統由穩壓閥(fá)、葉片式雙(shuāng)向變量(liàng)油泵、定量油泵、開停閥、液壓缸、濾油器、定量泵溢流閥(fá)、壓力表開關、先導閥、調整器、換向閥、潤滑(huá)油分油器、操縱閥和電磁閥等14 個主要(yào)元件構成(chéng)。磨床的液壓(yā)傳動(dòng)采用基於葉片式雙向變量油泵的閉式液壓係統, 係統中的穩壓閥由濾油器、單向閥、安全閥3 個元件組合(hé); 葉片式雙向(xiàng)變量油泵、定量油泵、換向閥合並於同一機(jī)構(gòu)中。
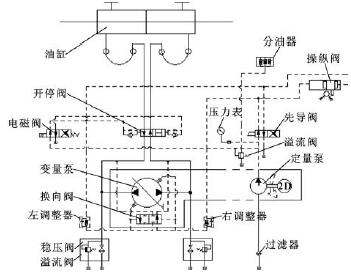
圖1 原(yuán)液壓係統圖
1.1 工作(zuò)台右行
磨床啟動時(shí), 開停閥處於左位, 工作台右行, 先導閥(fá)位(wèi)於左位。在運行過程中係統中的液壓油運行情況如(rú)下: 液壓油在定量油泵的作用下, 經(jīng)過過(guò)濾器和定量油泵到達先導閥, 進而到達調整器, 此時液壓油會有3 種流向, 如下: (1) 流經換向閥右端, 推動換向閥閥芯左移, 為油液換向(xiàng)做準備; (2) 經過換向閥, 達到油缸(gāng)右腔; (3) 油液到達變量泵上(shàng)端的(de)變量活塞, 推動(dòng)變量泵活塞改變(biàn)方向。同時換向(xiàng)閥左端油和變量泵下端活塞(sāi)出口油經過左調整節流(liú)閥和先導閥回到油池。這(zhè)時變量泵壓油腔的(de)液壓油經開停閥到達油缸左腔, 推動工作台右行; 油缸右腔的液壓油經過開停閥回到(dào)變量泵的吸入腔, 形成閉式回路。
在(zài)機械部分, 工作台上左端的碰撞(zhuàng)塊撞擊手柄(bǐng)立柱上的套環, 帶動撥叉(chā)機構使先導閥閥芯右移, 為工作台的換向運動作準備。
1.2 工作台左行
工作台左行, 由於撥叉機構(gòu)的動(dòng)作, 先導閥在右位。同樣。由定量油泵出來的(de)液壓油經過先導閥到達左調整器也有3 種流向, 如下: (1) 液壓油經過換向閥左端, 推動(dòng)閥芯右移, 為液壓油的再次換向作準備; (2) 經換向閥到達油缸左腔; (3) 油液到達變量泵下端的變量活塞, 推動變量泵活塞改變流油方向。同時經過換向閥(fá)右端的(de)液壓油和變量泵上端(duān)活塞的液壓油經過右調整(zhěng)節流閥, 再經過先導(dǎo)閥回到油池(chí)。這時主路的(de)變量泵右腔的(de)液壓油經過開(kāi)停閥回到(dào)油缸右腔, 推動(dòng)工作台左行; 同時油缸左腔液壓油經過開停閥到達變量泵(bèng)吸入腔, 形成閉式回路。
1.3 工作台停車
開停閥處(chù)於右位, 使得油缸的左(zuǒ)右腔、變量(liàng)泵的左右腔互(hù)通, 工作台停止(zhǐ)移動, 此時可以手動搖動工作台(當(dāng)工作台單向運動到極限位置時, 形成(chéng)此種狀況)。變量泵壓(yā)油腔出來的油(yóu)液壓力(lì)超過安全壓力後, 經過穩壓閥的溢流閥流進油箱。
2、能耗(hào)與不足分析
通過對原液(yè)壓係統的原理進行分析, 得到原液壓(yā)係統存在如下不足之處:
(1) 為確保變量(liàng)泵和換向閥可靠地換(huàn)向, 定量泵的油壓(yā)必須(xū)調至0.3~0.5 MPa, 工作過程中, 定量泵的油除補充係統外, 其餘的經(jīng)溢流閥流回油池。
(2) 由於定量泵和變量泵同軸聯動, 隻要油泵不停止轉動, 定量泵的負載則為溢流閥的調整壓力。
(3) 回油過程中穩壓閥組件中溢流閥的壓力較高, 引起能(néng)量損失。
(4) 由於采用閉式回路的液壓係統, 係統散熱性較差, 影響係統的(de)傳動性能。
3、主要參數及泵的選擇
3.1 主要(yào)參數
為確保改造後液(yè)壓係統的性能, 盡量保留原來的(de)參數設計(jì)。
工作台的運行速度2.5~20 m/ min, 變量泵的流量65 L/ min, 壓力1.5 MPa, 定量泵的流(liú)量10L/ min, 壓力0.2~0.5 MPa, 電機功率2.2 kW, 轉(zhuǎn)速1 000 r/ min。
3.2 泵的選擇
對比原閉式(shì)液壓係統, 新的液壓係統采用開式液壓係(xì)統設計, 故流量及壓(yā)力在設計上選用的參考係數較大。根據液(yè)壓設計手冊, 齒輪泵的額定壓力為係統安全閥(fá)開啟(qǐ)壓力的(de).1~ 1.5 倍。參照原液壓係統的主要設計參數, 根據公式得到新的電機功率:
Q =C·p·q
式中: Q 為電機功(gōng)率; p 為(wéi)泵的輸出壓力; q 為泵的輸出流量; C 為選擇可靠係數(C =1.1~1.5)。
根據新計算結果, 選擇外齧合齒輪泵CB.B, 其額定壓力2.5 MPa, 排量75 L/ min, 額定轉速1 450r/ min。根據原液壓係統(tǒng)的設計, 新液壓係統的主要參數參照原係統。
4、液壓係統的改造
通過對原液壓(yā)係統的分析, 為盡(jìn)最大可能避(bì)免原液壓係統出現的能量損失和最小改變原係統的液壓元件, 新的(de)液壓係統保留了先(xiān)導閥, 同時(shí)對原電磁閥和液動換向閥做了改造(zào), 新添了製動閥和調速閥, 工作台的換向衝擊(jī)及行程精度采用單向節流閥控製。新設計的開式液壓係統的原理圖如(rú)圖2 所示。
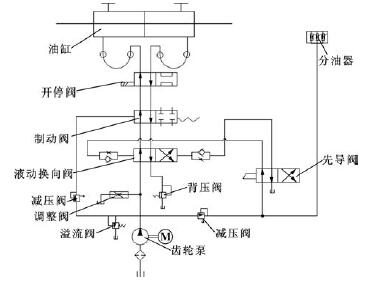
圖2 改造後的液壓係統圖
說明(míng): 新的液壓(yā)係統采(cǎi)用的開停閥可以采用電磁閥手動控製, 製動閥也可以使用(yòng)標(biāo)準的二位四通電磁閥改造而成。
5、新液壓(yā)係統動態仿真分析
根據新設計的液壓係統的工作原理, 忽(hū)略次要的影(yǐng)響因素, 最大可(kě)能(néng)地建立與實際(jì)係統等效的動態仿真(zhēn)模型, 模型圖如圖3 所示。

圖3 液壓仿真係統簡圖
針對新的液壓係統的動態仿真, 本著簡化原模型、最大限度地獲取(qǔ)係統的仿(fǎng)真動態特性的目的, 在仿真模型的基礎下, 省去了開停閥, 同(tóng)時將液壓係統的傳動型號改變為電信號, 如先導閥和製動閥的位置轉(zhuǎn)換(huàn)信號改為模擬(nǐ)電信號(hào); 同時忽略了管路剛性和柔(róu)性的影響等。液(yè)壓係統(tǒng)的主要仿真參數見表1。
表1 液壓(yā)係統仿真的主要參數表
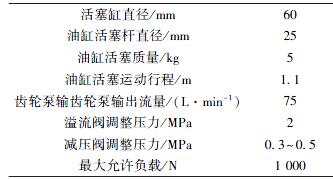
通(tōng)過對仿真係統(tǒng)的參數進行如(rú)上設置, 得到油缸活塞從啟動到平穩(wěn)運行過程中的壓力特性(xìng)曲(qǔ)線圖4 和速度曲線圖(tú)5。仿真(zhēn)過程(chéng)中的工作平台以最小運行速度來進行仿真, 見圖5。
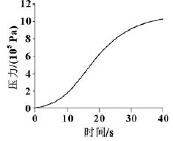
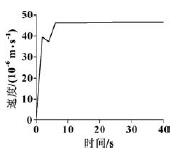
圖(tú)4 液壓缸有杆腔(qiāng)壓力曲線 圖5 活塞的運動速度圖(tú)
對改造後的係統用AMESim 做仿真(zhēn)分析, 液壓係統動態仿真的效果顯示: 液(yè)壓係統的運行過程中, 受力基本(běn)平穩。
6、結束(shù)語
該(gāi)係統采用節流調速, 缺點是速度越低, 能耗越大, 但考慮到液壓係統(tǒng)的實際工作情況: 磨床一般處於中、高速(sù)運(yùn)行, 功率小, 因此能耗不是很大; 同(tóng)時新改造的係統中使用的元件都較為簡單, 或者(zhě)間接改(gǎi)造, 較為容易(yì); 新(xīn)改造的(de)液壓係統使用液動換(huàn)向閥換向, 能夠減少衝擊。綜上所述: 采(cǎi)用調速閥、液動換向閥工作能夠滿足係統實際情(qíng)況的需求。
參考文獻:
[1] 屈武斌,佟慶雨.某新型液壓係統的故障(zhàng)分(fèn)析[J].液壓與氣動,2013(11):110-112.
[2] 丁少文,衛林葉.M642 型滾刀磨床(chuáng)液壓操縱係統(tǒng)的改進[J].液壓與氣動(dòng),2013(9):115-116.
[3] 楊曉紅.MM7132 型(xíng)平麵磨床液壓係統的改造[J].設備管理與維修,1996(6):20-21.
[4] 吳桃.磨床液壓係統的改造[J].考試周刊,2012(82):125.
[5] 許賢(xián)良,王傳禮.液壓傳動[M].北京:國防工業出版社,2006.
[6] 張利平,液(yè)壓控製(zhì)係統設計與使用[M].北京:化學工業出版社,2013.
[7] 丁右(yòu)青,周小鵬,液壓傳動與(yǔ)控製[M].重慶:重慶大學出版社,2010.
[8] 李遠慧,陳新元,朱學彪.礦料小車的液壓係統改進[J].機床與液壓,2013,41(7):132-133.
[9] 馮憲琴,崔培學.機床液壓係統的(de)優化設計與現(xiàn)代化改(gǎi)裝解決方案探索[J].機床與液壓,2013,41(7):150-151.
[10] 張盺,楊誌(zhì)東.銑床節能液壓係(xì)統設計[J].機床與液壓,2013,41(7):51-53.
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽(qì)車銷(xiāo)量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月(yuè) 基(jī)本型乘用車(轎車)產量(liàng)數(shù)據
博文選萃
| 更多