


摘 要:針對T6216 鏜床原先采用的繼電器—接觸器(qì)控製係統電氣元件較(jiào)多、電路複雜、可靠性差、電氣(qì)故障頻繁等缺(quē)點,提(tí)出了采用可(kě)編程控製器(PLC)對鏜床電氣控製(zhì)係統進行改造(zào),給出了改(gǎi)造後控(kòng)製(zhì)係統的硬件組成和軟件設計(jì)。說明了用(yòng)PLC控製取代繼電器—接觸器控製,能根據PLC運行狀態指示燈及時發現故障點,快速排除故障(zhàng),使操作維護方便,從而降低設備(bèi)故障率,提高(gāo)設備(bèi)利(lì)用率。
0 引言
鏜床是冷加工中使用比(bǐ)較普遍的(de)設備,主要用於加工精度、光潔度要(yào)求較(jiào)高的孔及各孔間的距離要求較為精確(què)的零件,如一(yī)些箱體零件,屬於精密機床。該鏜床原控製電路為繼電器控製,觸點多、線路複雜(zá)、故障多,操作人員維修任務較大。在工業控製領域,繼電器係統曾被廣泛使用並占主導地位,具有(yǒu)結構簡單、易學易懂(dǒng)、價(jià)格便宜的(de)優點,但其控(kòng)製過程是由硬件接線方式實現的,如果某一個繼電器損壞,甚至僅僅是一對觸點接觸不良,就可能造成(chéng)係統癱(tān)瘓(huàn),而往(wǎng)往故(gù)障排查(chá)難度又較大,需(xū)要花(huā)費很長時間。如果產品更新(xīn)換代,則需要改變整個(gè)控製係統,並且(qiě)設計施工(gōng)周期長。可見,繼電器(qì)控製係統存在著可(kě)靠性低、適應性差的缺點。而對鏜床(chuáng)的控製,要求電氣控製(zhì)抗幹擾能力強,運行可靠,且控製方式簡化,以提高機床(chuáng)的電氣使用壽命。針對這種情況,我們用PLC改造鏜床繼電器(qì)控製電路,克服了以上缺點,降低了設備故障率,提高了設備使用效率,運行效果非常好。
1、改造方案的確定
(1)原鏜床的工藝加(jiā)工方法不變。
(2)在保留主電路原有元件的基(jī)礎上,不改變原控製係統電氣操作方法。
(3)電氣控(kòng)製係統控製元件(包括按鈕(niǔ)、行程開關、熱繼電器、接觸器)作用(yòng)與原電氣線路相同。
(4)主軸和進給(gěi)仍采用直流調速(sù)不變。
(5)將原繼電(diàn)器控(kòng)製中的硬件接線改為PLC編程實現。
PLC以其可(kě)靠性高、邏輯控製功(gōng)能強、體積小、適應性強等(děng)優勢在工業測控領域廣泛運用,已大量替代由中間繼電器和時間繼電器等組成的傳統(tǒng)繼電器—接觸器控製係統。為此,決定采用PLC控製的形式對原控(kòng)製係統(tǒng)進行改造 。
2、PLC控製電路設計
2.1 PLC機型選擇(zé)及硬件電路設(shè)計
目(mù)前,世界(jiè)上有上百個廠家生(shēng)產可編程控製器(qì)產品,比較著名的PLC生(shēng)產廠家主要有美國的AB、通用(CE),日本的三菱(líng)(MITSUBISHI)、歐姆龍(OMRON),德國的西門子
(SIMENS),法國的TE,韓國的三星(SUMSUNG)、LS等。本(běn)設計選擇的是日本歐姆龍公司產品。歐姆龍係列PLC是一種(zhǒng)小型PLC,其許多功能(néng)達到了大、中(zhōng)型PLC的水平,而價格卻和小型PLC一樣,因此它一經推出(chū),即受到了廣泛關注。同時,該公司有多台歐姆龍係列PLC產品在使用,為本設計(jì)提供了很好的參考,也(yě)為(wéi)日後的維修維護和備品備件提供了方便。
(1)本控製係統有27個(gè)輸入開關量,分別為:主軸機械變速1ZK,占用4點(diǎn);主軸變速良(liáng)好時壓合1XK、2XK、3XK、4XK,占用4點;進給方向(主軸、徑向刀架、滑座、自動斷開)選擇2ZK,占用4點;手動、自動選擇3ZK,占用1點;限位開關,正向(xiàng)9XK、反向10XK,占用2點;主軸(zhóu)控(kòng)製,正(zhèng)向點動3AN、反向點動4AN、正轉5AN、反轉6AN、停止7AN,占(zhàn)用5點;進給控製(zhì),正向點動8AN、反(fǎn)向點動9AN、正轉10AN、反(fǎn)轉11AN、停止12AN,占用5點;油泵1AN、風機2AN,占用2點。
(2)本控製係統有23個輸出開關量,分別(bié)為:主軸和進給運(yùn)行控製,占用1點;主軸(zhóu)變速(sù)良好,占用1點;正反向給定控製,占用(yòng)1點;主軸製動電磁離(lí)合器9DL,占用1點;油泵接(jiē)觸器CJ1,占(zhàn)用1點;主軸速(sù)度給定、點動控製W1、W2、W5、W6,占用4點;進給速度給定、點動控製W3、W4、W7、W8,占用4點;滑座、主軸箱、徑向刀架、主軸移動(dòng)進給工作方向選擇電磁閥3DL~8DL,占用6點;徑向刀(dāo)架、滑座換檔變速電(diàn)磁閥1DF~4DF,占用4點。
(3)確定I/O點數是設計整個PLC控製係統首先需要解決的問題,決定著PLC機型的選擇,係統硬件部分的設計,也是(shì)係統軟件編寫的前提。分析T6216鏜床電氣控製要求可知,該係統共有27個輸入點、23個輸出點,因此,確定選用歐姆龍C60P-CDR-A PLC,該(gāi)型號PLC共有32個輸入點、28個輸出點,輸出類型為繼電器輸出 ,既能滿足控製要(yào)求,又能留有一定的餘量。PLC外部(bù)接線(xiàn)及輸入、輸出分(fèn)配如圖1所示。
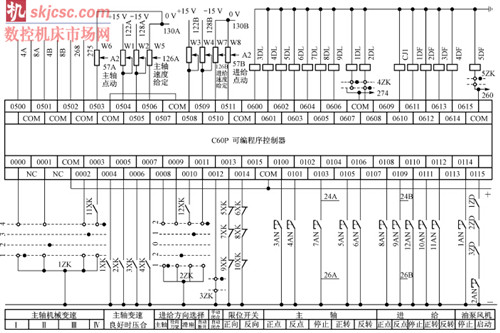
圖1 PLC外部(bù)接線圖(tú)
2.2 PLCC控製程序(xù)設計
2.2.1主軸機械變速(sù)控製PLC程序設計(jì)
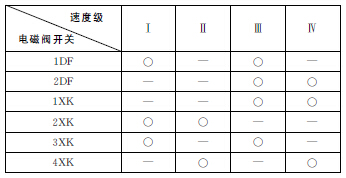
T6216鏜床主軸(zhóu)調速為直流調速,但為擴大(dà)調速範圍,同時采用4檔機械變速,用轉換開關1ZK 控製切換電磁閥(fá)1DF、2DF 來實現機(jī)械檔位變換。當換檔(dàng)到(dào)位時,1XK、2XK、3XK、4XK 行程開(kāi)關相應動作,表明(míng)換檔(dàng)到位 。主(zhǔ)軸機械變速表如表1 所示,其中,“○”表(biǎo)示元件已動作,“—”表示元件處於常態。例如,主軸選擇Ⅰ檔,轉動檔位選擇開關1ZK接通輸入繼電器0000,再由輸入繼電器接通輔助繼電(diàn)器1000,1000接通輔助繼電器1008,1008接通輸出繼電器0611,電磁閥1DF得電,實現換檔。由表(biǎo)1可知(zhī),換檔到位時(shí),換擋到位檢測開關2XK、3XK閉合(hé),接通輸入繼電器0005、0006,再由該輸入繼電器接通輔助繼(jì)電器(qì)1005、1006,1005、1006接通輔助繼電器1107,表明換檔到位,主(zhǔ)軸可以運行。輔助繼電器1204用於確保主軸停止2s後才能進行(háng)換檔。PLC共計需輸入8點(diǎn)、輸出2點,控製梯(tī)形圖如圖2所示。
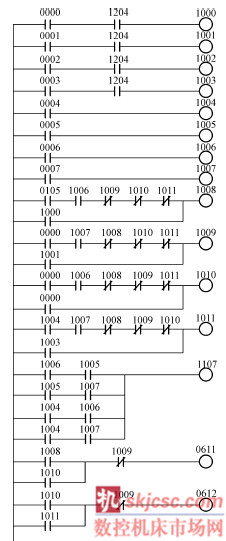
圖2 主軸機械變速控(kòng)製梯形圖
表1 主軸機械變速表
2.2.2主軸控製PLC程序設計
T6216鏜(táng)床主(zhǔ)軸控製可實現主軸電機的正轉、反轉、停止(zhǐ)、正向點動和反向點動等動作。當按(àn)下正(zhèng)轉按鈕5AN 時,輸入繼電器0105得(dé)電(diàn),通過輔(fǔ)助繼電器1110接通輸出繼電器0504,接通+15V電源(yuán),接通輸出(chū)繼電器0506,接通主軸直流電機速度給定,主軸按正向(xiàng)給定速度運行。當按下反轉按鈕6AN時,輸入繼電器0106得電,通過輔助繼電器1111接通輸出繼電器0505,接通-15V電源,接通輸出繼電器0506,接通主軸直流電機速度給定,主軸按反向(xiàng)給定速(sù)度運行。按下停止按(àn)鈕7AN,輸入繼電器0103接通,通過輔助繼電器1109斷開輸出繼電器0504或0505及0506,斷開主軸直流電機(jī)給定,主軸停止運轉。當按下正向點動按鈕3AN
時,輸入繼電器0100得電,通過輔助繼電器1105 接通輸(shū)出繼電器0504,接通(tōng)+15V 電源,接通輸(shū)出繼電器0503,接通主軸直(zhí)流電機速度點動給(gěi)定,主軸按正向點定速度運行。當(dāng)按下反向點動按鈕4AN 時,輸入(rù)繼電器0101得電,通過輔助繼電器1106接通輸出繼電器(qì)0505,接(jiē)通-15V 電(diàn)源(yuán),接通輸出(chū)繼電器0503,接通主軸直流電機速度點動給定,主軸按反向點(diǎn)定速度運行。PLC共計需輸入5點、輸出6點,控製梯形圖(tú)如圖3所示(shì)。
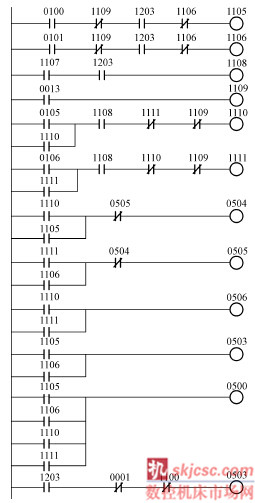
圖3 主軸控製梯形圖
2.2.3 進給方向選擇控製PLC程序設計
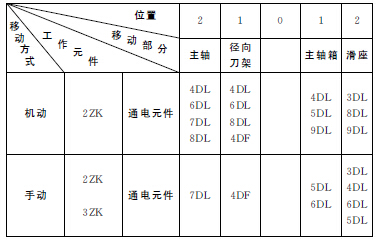
T6216鏜床有主軸、徑向刀架(jià)、主軸箱、滑座4個進給方向,可實現手動進給和自動進給,由自動轉換開關2ZK、3ZK控製(zhì)電磁閥4DF、5DF及4DL~9DL來實現(xiàn)進給方向的選擇。進給工作方向選(xuǎn)擇表如表2所示(shì)。例如,按表2選擇主軸機動進給方(fāng)向,轉換開(kāi)關3ZK斷開,輸入繼電器0012不能得電,進給工作在機(jī)動。轉動轉換開關2ZK,接通輸(shū)入繼電器(qì)0008,輔助(zhù)繼電器1012得電,輸出繼電器0601、0603、0604、0605得電,接通電磁閥4DL、6DL、7DL、8DL,進給工作在主軸進給方向。PLC共計(jì)需輸入6點、輸出9點,控製(zhì)梯形圖如圖4所示。
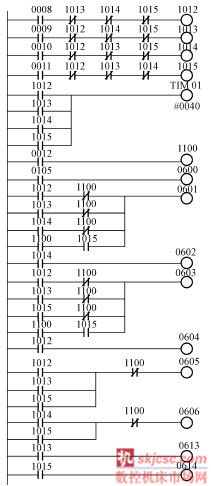
圖4 進給方向選擇控製梯形圖
表2 進給工作方向(xiàng)選擇(zé)表(biǎo)
2.2.4 進給運動控製PLC程序設(shè)計
T6216鏜床進給運動控製可以實現進給電機的正(zhèng)轉、反(fǎn)轉、停(tíng)止、正(zhèng)向點動和反向點動等動作 。當按下正轉按鈕10AN時(shí),輸入繼電器0111得電,通過輔助繼電器1200接通輸出繼電器0508,接通+15V 電源,接通輸出繼電(diàn)器0510,接通進給(gěi)直流電機(jī)速度給定,進(jìn)給按正向給(gěi)定(dìng)速度運行。當按下(xià)反轉按鈕11AN時(shí),輸入繼電器0112得(dé)電,通過輔(fǔ)助繼電器1201接通輸出繼電器0509,接通-15V電源,接通輸出繼(jì)電器(qì)0510,接通進給直流電(diàn)機速度給定,進給按反向給定速度運行。按下停止按鈕12AN,輸入繼電器0110接(jiē)通,通過(guò)輔助繼電器1115斷開輸出(chū)繼電器0508或0509及0510,斷開進給(gěi)直流(liú)電機給定(dìng),停止進給。當按下正向點動按鈕8AN 時,輸入繼電器0108得電,通(tōng)過輔助繼電器1113接通輸出繼電器0508,接通+15V 電源,接通輸出繼(jì)電器0510,接通進給(gěi)直流(liú)電機速度點動給定,進(jìn)給按正向點定速度運行。當按下反向點動按鈕9AN時,輸入繼電器0109得電,通過輔助繼電(diàn)器1114接(jiē)通輸(shū)出(chū)繼電器0509,接通-15V電源,接通輸出繼電器0510,接通進給直流電機速度點動(dòng)給(gěi)定,進給按反向點定速度運行。PLC共計需輸(shū)入5點、輸出5點,控製梯形圖如圖5所示。
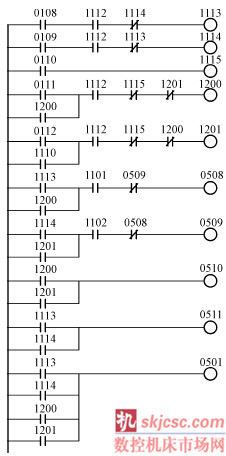
圖5 進給運動控製梯形圖
3 、結語
雖然PLC 一(yī)次性投資相對(duì)較(jiào)大,但 T6216鏜床原繼電器—接觸器控製係統經PLC改造後,無論在設備(bèi)安全性還是可靠性方麵和原有控製係統相比都有了顯著的(de)提高,大大降低了運行(háng)故障率,提高了設備運行的穩定性和(hé)效率,減(jiǎn)輕了(le)工(gōng)人的勞動強度,降低了日常維護成本(běn),並可避免因誤操(cāo)作而引起的事故出現。改造(zào)後設備經使用運行,結果表明效果非(fēi)常好,極大地提高(gāo)了(le)生產效(xiào)率。
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資(zī)訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
州金馬")
查")
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分(fèn)地區金屬切(qiē)削機床產(chǎn)量數據(jù)
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基(jī)本型乘(chéng)用(yòng)車(轎車(chē))產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分(fèn)地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況(kuàng)
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據