


【摘要(yào)】本(běn)文闡述了T68 鏜(táng)床電氣(qì)控製係統的工作原理,詳細說明了用PLC 對T68 鏜床電氣控製係統進行改造的(de)具體方法。
0 概述
T68 鏜床是一(yī)種通用性比較強的多用途機床, 主(zhǔ)要用於鑽孔,鏜孔、加工端麵、斜(xié)麵、成形麵的加工設備,它采用了繼電接觸器控製,專為(wéi)工業環境應用麵設計, 其顯著特點是(shì)可靠性高抗幹幹擾能力強,通用性廣等(děng)特點。將(jiāng)T68 鏜床繼電接觸控製係統控製部分改為PLC 控製可以提(tí)高(gāo)整個電氣控(kòng)製係統(tǒng)的工作性能(néng),減少維(wéi)護,維修等工作
量,以致於提高工作效(xiào)率和產品質量,減少無故障停機(jī)時間。
1、 T68 鏜床的控製要求及電氣控製線路分析
T68 鏜床共有兩台交流異步電動機, 分別為主電機和快速電機。主(zhǔ)電機首先帶動鏜軸或(huò)平旋盤做主運動,其次通過傳動機構帶動工作台,主(zhǔ)軸箱和(hé)鏜軸(zhóu)做進給運動。快速電機主要帶動帶動工作台,主軸(zhóu)箱和鏜軸做快速移動,用於在對刀或調整工件時提高工(gōng)作效率。T68 鏜床電(diàn)氣係統分為主電路,控製電路電路(lù)兩(liǎng)部(bù)分,繼電—接觸電(diàn)氣(qì)控製係(xì)統的工作原理如圖1 所示。
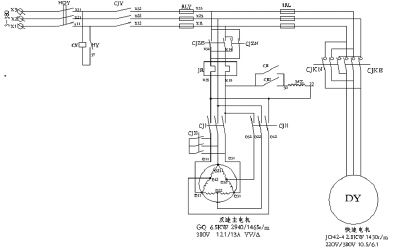
圖1
2 、電路分析
首先紐子開關HY 拔上,CTY 吸合(hé),這時指示燈EF 發(fā)光,控製電路有電,機床照明(míng)燈NL 亮。鏜軸旋轉電動機M1 為主動,分別(bié)有高速(sù),低速、點動、連續運動、正反轉(zhuǎn)、製動等動作(zuò),給運動為主電機經齒輪(lún),手柄等連接器件的傳遞實現工作台的前(qián)後, 左右及主軸箱的(de)上下運動(dòng)和鏜杆進(jìn)出,平旋(xuán)盤的運動。快速運動主(zhǔ)要由機械手柄拔(bá)動齒輪,連接器件來實現, 然後壓合行程開關XCKN 和XCKE 發出指令(lìng),吸合CJKE,CJKN 實現正反轉(zhuǎn)主運動電動機還配有熱繼(jì)電器JR 來保護電機的過載(zǎi), 所有線路(lù)共用熔斷(duàn)器RLY 實現(xiàn)短路或嚴重過載保護。快(kuài)速運動和控製回路用熔斷器1RL 來實現過載護,主運動點(diǎn)動都(dōu)是在低速成下運動,控製按紐AQZE,AQZN、AQZNE、AQZMN 的(de)其中一個發出指令,吸合CJZN,CJZE 和高低速(sù)接(jiē)觸器CJI 和CJII 來實(shí)現點動或連續運(yùn)動和正反轉運動。高低速成由機械手柄根據合適的位置壓合行程開關XCV,來接通分(fèn)斷電路中的CJI 和CJII 來實現高低速(sù)的轉換。
3 、T68 鏜床電氣控製係統(tǒng)的PLC 改造
3.1 硬件設計
改造時,主電(diàn)路及(jí)照明電路保持不變,將所有的(de)控製(zhì)按(àn)紐(niǔ),行程開關、限位開(kāi)關(guān)、接觸器(qì)接入PLC 輸入,輸出回路,具體(tǐ)的邏輯(jí)控(kòng)製由PLC 程序進行控(kòng)製, 隻需新增可編程控製器一台,24V 的開關電源一隻,容量(liàng)為50VA。
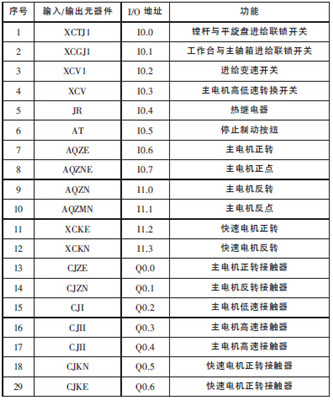
3.2 I/O 地址分配如下表所(suǒ)示
表1
3.3 、T68 鏜床的I/O 接線圖如圖2 所示
根據實際要求和控製特點, 選用SIEMENS S7-200 CPU224 型號的PLC
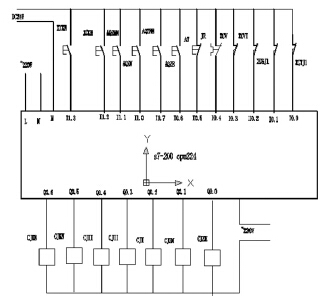
圖2
3.4 T68 鏜床PLC 程序設計
在(zài)PLC 程序(xù)設計中, 根據(jù)T68 鏜(táng)床的控製要求, 及各種聯鎖關係,設計該控製係統的PLC 控製程序,為了增強程序的可讀性,該程序有5 個控製支路:
支路1:是(shì)保證機械聯鎖,各手柄到位的控製。
支路2: 是(shì)通過高(gāo)低速機械手柄壓(yā)合行程開關XCV 來實(shí)現(xiàn)高低速轉換,及它(tā)們之間延時控製,聯鎖控製。
支(zhī)路3:是保證高低速開關壓合後,高低(dī)速接(jiē)觸器吸合後,才能吸合正反轉中繼。
支路4:是實(shí)現主電機正點、反點、正轉、反轉的控製。
支路5:是快速電機(jī)的正(zhèng)反(fǎn)轉控製。
4 、結束語
T68 鏜(táng)床是一(yī)種高效率通用性比較強的加工設備,在機械加工和機(jī)械(xiè)修理中得到廣泛的應用,T68 鏜床的操作是通過手柄,機械(xiè)、電緊密配合完(wán)成預(yù)定的操作,是機械電氣結構聯合動(dòng)作的(de)典(diǎn)型(xíng)控(kòng)製(zhì),是自動化程度高的組合機床。但在電氣修(xiū)理中故障(zhàng)是很難排除的,特別是在繼電器接觸(chù)器控製係統中,由於電氣控製線路觸點多,線路複雜、故障(zhàng)率高、檢(jiǎn)修周期(qī)短,嚴重地影(yǐng)響生產。本文所(suǒ)述方案是對原來的控製係統進行PLC 改造而成, 經實際模擬運行證(zhèng)明該(gāi)控(kòng)製係統控製(zhì)穩定(dìng)可靠,具有極高的可靠(kào)性和靈活(huó)性,更容(róng)易維修,而且能適應惡劣(liè)的控製(zhì)環境,取得了較好的生產效率。
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com

調查")
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車(chē)產量數據
- 2024年(nián)10月 軸(zhóu)承出(chū)口情況
- 2024年10月(yuè) 分地區金屬切削機床(chuáng)產量數(shù)據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型(xíng)乘(chéng)用車(轎車)產量數據