


摘要: 簡述MCW5312×50 龍門磨床結構特點(diǎn)及工作原理(lǐ),設計液壓係統,分(fèn)析了係(xì)統中(zhōng)主(zhǔ)要支路性能,對係統(tǒng)主要元件(液壓缸、油泵)進行了設計(jì)選型。該係統已經應用到實際工程中,取得了良好的效果。
0 引言
液壓(yā)係統是磨床的重要(yào)驅動結構, 隨著磨床加(jiā)工精度的越來越高,對液壓係統運(yùn)行的快速(sù)性、穩定性和精準性的要求也越來越高,MCW5312×50 龍門磨床是一種程控定梁式龍門平麵磨床, 應用非常廣泛,其工作台麵寬度1 250 mm,長度5 000 mm;加工工件尺寸寬1 400 mm,長(zhǎng)2 000~8 000 mm,高800 mm;龍門高度1 600 mm。本文對MCW5312×50 龍門磨床的液壓係統設計(jì)原(yuán)理簡要介紹。
1 、液壓係統設計
1.1 動作要求與(yǔ)主要技(jì)術參數
該磨床液壓係(xì)統需要完成的主要動作:工作台的運動,速度有快有慢,工作時慢,空(kōng)程快,不能出(chū)現低速“爬行”現象,控製溫升,運動(dòng)速度5~25 m/s;自動完成砂輪3 個(gè)麵的修整,轉台鬆開,砂輪平(píng)衡等主要動作。主要(yào)技術(shù)參數:
(1)台麵雙V110°導軌,重25 t,運(yùn)動精度達μm 級(jí);
(2)液壓平衡,需平衡重量1 400 kg;
(3)臥磨頭新型修整器,壓力5 MPa;
(4)立磨頭手動修整器,壓力5 MPa;
(5)插補修整器,壓(yā)力5 MPa;
(6)轉台鬆開,壓力9 MPa。
1.2 係統設計與分析
根據動作要求與技術參數,擬定的係統原理圖如圖1 所示,圖2 為砂輪修整的原理圖。
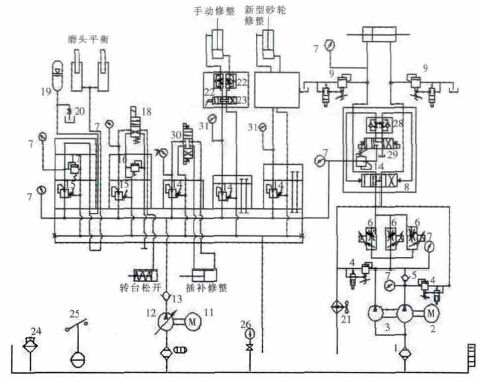
圖1 MCW5312×50 龍門磨床液壓係統原理圖
1、10. 吸油濾網2、11. 電機3. 雙聯泵4. 電磁溢流(liú)閥5、13. 管式單向閥6. 比例調(diào)速閥7、31. 壓力表(biǎo)8. 電液換向閥9. 電磁溢流閥(常閉)12. 變量葉片泵14、15. 疊(dié)加減壓閥16、17. 疊加溢流閥18、29、30.電磁換向閥19. 蓄能器20. 球閥(fá)21. 風冷卻(què)器22. 管式單向節流閥23. 手動換向閥24. 空(kōng)氣濾清器25. 液(yè)位報(bào)警器26. 溫度計27. 液位計
28. 疊加單向節流閥
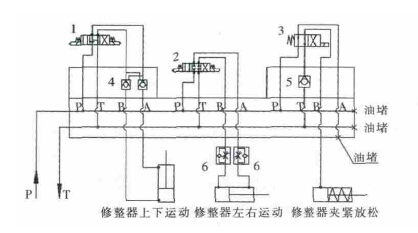
圖2 新(xīn)型砂輪修整(zhěng)器原(yuán)理圖
1、2、3. 電磁換向閥4. 疊加(jiā)液(yè)控單向閥5. 疊加單向閥6. 管式(shì)單向節流閥
主(zhǔ)液壓缸支路動作流程(chéng):吸油濾網→雙聯泵→電磁溢流閥(管式單向閥)比例調速閥→電液換(huàn)向(xiàng)閥(fá)→電磁溢流閥(fá)→液壓缸(gāng)→風冷卻器,電液換向閥通過導閥控製換向,導閥由疊加(jiā)單向節流閥、電磁溢流閥與疊加減壓閥組成。液(yè)壓缸進油與回油由電液換向閥控製,一邊進油,另一邊就回油。該支路采(cǎi)用了比例閥、電液閥、導閥與溢流閥聯合控製壓力與流量的(de)方式,其主要零部件功能如下:雙聯泵(bèng)在低壓大流量時雙泵同時供油,液壓缸運行速度快(kuài),高壓小流量時右側泵供油,液壓(yā)缸運行速度(dù)慢,額定流量(liàng)300 L/min,向比例調速閥供油,每個比例調速閥(fá)的流量90 L/min, 調整比例閥的電流即可(kě)調整比例閥供油的流量,實踐表明,在大流量時液壓缸的速度可達(dá)28 m/s, 滿足最高速度25m/s 的要求,小流量時(shí)可達(dá)3 m/s。因壓(yā)力波動較(jiào)大,在換向時會帶來衝擊,通過(guò)通(tōng)徑導閥推動電液換向閥(fá)閥芯換向,控製換(huàn)向(xiàng)速度(dù),解決了換向衝擊與運(yùn)行平穩問題,而導閥的先導壓力為2 MPa,不受係統影響,換向靈敏、泄油沒有背壓;電磁(cí)溢流閥在高速時(>10 m/s)閉合,低速(<10 m/s)打開,解決了低速“爬行”問題。研究表明,磨削8 m 長的龍門導軌磨(mó)床,床身上下(xià)溫度變化0.10℃,導軌凹凸變化量約80 μm, 反映到工件的直線度變化量在20~40 μm,必須對液壓油進行冷(lěng)卻,由(yóu)液壓缸回流的油液經過(guò)風冷卻器冷卻後重新回液壓缸,有效保證了油溫的溫升。
新型(xíng)砂輪修整器支路:吸油濾網→變量葉片泵(bèng)→管式單向(xiàng)閥→新型砂輪器修整(zhěng)原理圖→油箱。手動修整支路: 吸油濾網→變量葉片(piàn)泵→管式單向閥(fá)→疊加減壓閥→手動換向閥(左位)→管(guǎn)式單向(xiàng)節流閥→液壓缸上位→液壓缸下位(wèi)→手動換向閥(左位)→油箱。插補修整(zhěng)、轉台鬆開與磨(mó)頭平衡分(fèn)析方法相同(tóng),回路簡(jiǎn)單。
2 、液壓係統部分重要元件選型
2.1 主液壓(yā)缸的設計計算
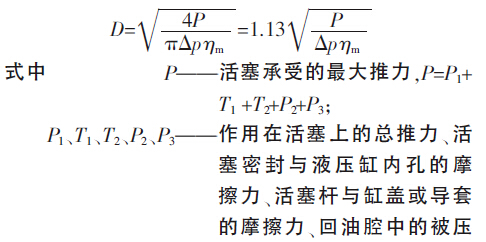
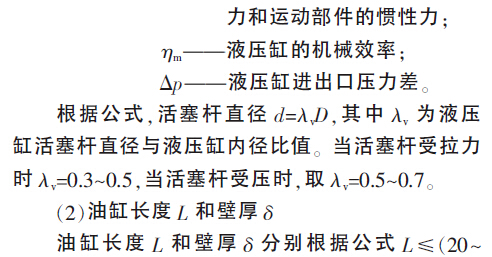
(1)液(yè)壓(yā)缸內徑D 及活塞杆直徑(jìng)設計計算(suàn)液壓缸的內徑D 由液壓缸所需的輸出的最大拉力或推力、液壓(yā)缸進出口壓差、油缸機械效率等來確(què)定,其公式(shì)為
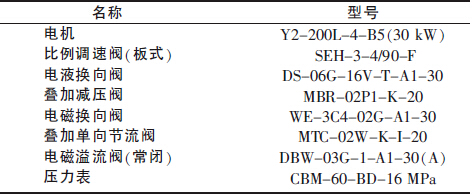
所以取pp=2.7 MPa,油泵(bèng)流量Qp≥K(ΣQ)≥1.2×35.7×10-4=428×10-5 m3/s。根據以上設計(jì)計算, 選用PVL23-75-136-F-1-R 雙聯葉片泵, 其主要技術(shù)指標為:額定壓力3.5 MPa,公稱排量300 L/min,額定驅動功率(lǜ)30 kW,主油路閥及(jí)其輔件見表1。
表1 主油路閥類元件及其它輔助元件選擇表
3 、結語
簡要介(jiè)紹了MCW5312*50 龍門磨床的工作性能,根據實(shí)際工況,在多次修(xiū)改的基礎上設計(jì)了液壓係統,解決了導軌“爬行”、溫升等問(wèn)題,對主要液壓支路及液壓(yā)件的功能進行了詳細的分析,隻要日常正常維護與保養,該液壓係統性能穩定,經過3~4 年的運行,沒(méi)有出現大(dà)故障,完全滿足生產。
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源(yuán)汽車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月(yuè) 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬(shǔ)切(qiē)削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能(néng)源汽車(chē)產量(liàng)數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據