


摘要: 根據萬能龍門導軌磨床(chuáng)實現高效高精密自動化加工的需要,研究(jiū)開發了一種砂(shā)輪自修整係統(tǒng)。在建立砂輪及(jí)其修整參數化(huà)模型的基礎上,依據萬能龍門導軌磨床磨削過程(chéng)推導了實現砂輪自動修(xiū)整(zhěng)的(de)運動軌跡表達(dá)式。在VC + + 環(huán)境中通過對ini 文件的讀寫操作實現對(duì)砂輪參數、係統配置參數動態記錄和讀取,實現砂(shā)輪全自動修整和磨床的高度自動化加(jiā)工。
0 引言
在磨(mó)削過程中,砂輪的磨損經(jīng)過了磨耗磨損(sǔn)、磨粒磨損、脫落磨損三個周期後,砂輪表麵的磨粒會磨鈍、磨粒與磨粒(lì)之間間隙被切屑堵塞、磨粒(lì)脫落不均勻等,為了得到好的表麵光潔度和型麵需要對(duì)砂輪進行修整。傳統磨削加工中對砂輪進行修整大部分是通過手工進行,砂輪修整需要重新進行找正、加工。砂輪修整精度、自動化程度和生產效率都較低,對操作者的技(jì)能水平依賴性較高,實現(xiàn)砂輪自動修整(zhěng)是實現磨削高效、高精密自動(dòng)化加(jiā)工的關(guān)鍵 。根據(jù)某企業開發砂輪自動檢測、自動修整、全自動化(huà)加工的(de)高效高精密(mì)龍(lóng)門萬能導軌磨床的需要,研究了(le)一種砂輪自修整係(xì)統。通過參數化建(jiàn)模方法(fǎ),根據萬能龍門導軌磨床的磨削工藝建立了周邊磨頭和萬能磨頭自(zì)動化修整的模型,推導出周邊磨頭修整器和萬能磨頭修整器修(xiū)整軌跡的參數化表達式,可滿足萬能龍門導軌磨床自動測量→ 自動整修(xiū)砂輪→ 自動(dòng)粗磨→ 自動整修砂輪→自動(dòng)精磨→自(zì)動整修(xiū)砂輪→……可定製的循環自動化磨削加(jiā)工工藝。
1 、周邊磨頭自動修(xiū)整
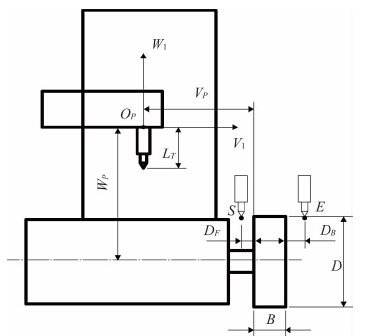
圖1 周邊磨頭修整器示意圖
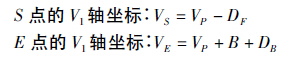
如圖1 所示為周邊磨頭及(jí)其修整器,周(zhōu)邊磨頭修整器采用兩個軸分別控(kòng)製(zhì)砂輪徑(jìng)向和(hé)軸向運動實現(xiàn)砂輪的自(zì)修整(zhěng)。V1軸作水平運動控製周邊磨頭修整器軸(zhóu)向運(yùn)動,W1軸(zhóu)作豎直運動控製周邊砂(shā)輪的修磨量。假定P 點為砂輪修整器的參考點,Vp 表示修整器參考點與砂(shā)輪左(zuǒ)端麵的距離,Wp 表示修整器參考點與(yǔ)砂輪旋轉(zhuǎn)軸線的距(jù)離。DF表示砂(shā)輪(lún)修整(zhěng)器起始點與砂輪距離,DB表示砂輪修(xiū)整器退刀點與砂輪端麵(miàn)的距離,LT表示刀(dāo)具長度。D 表示砂(shā)輪直徑,B 表示砂輪寬度。根據周邊砂輪(lún)結構及修整過(guò)程中修整器相對砂輪的運動,以P 點(diǎn)為原點,建立周邊砂輪坐標係V1OPW1,可推導出周邊砂輪修整器修整砂輪的參數化坐標方程。
2、萬能磨頭自(zì)動修整
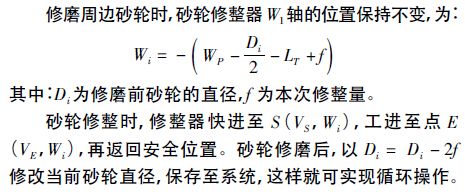
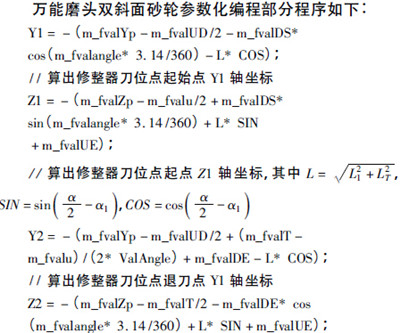
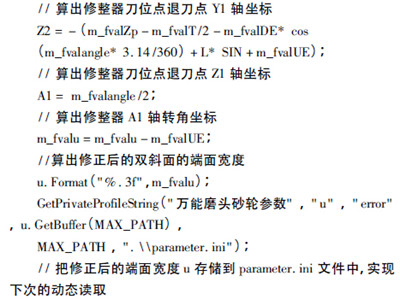
圖(tú)2 為萬能磨頭及其修整器 。萬能磨頭修整器采用四軸對進行砂輪修(xiū)整,可實現各種(zhǒng)傾角的砂輪的修(xiū)整。y1軸實現萬能磨頭修整器水平運動,z1軸實現萬能磨頭修整器豎直運動,A1萬能磨頭修(xiū)整器角度轉動,A2萬能磨頭修(xiū)整器角度轉(zhuǎn)動( 主要用途消除間隙) 。假設(shè)P 點為砂輪修整器的參考點,Yp表示參考點與砂(shā)輪旋轉軸線的距離,Zp表示修整器參考點與砂輪的距離。D 表示砂輪的外(wài)徑(jìng),B 表示砂輪寬度,u 表示斜麵砂輪的端麵寬度,表示V 型砂輪兩斜麵間的夾角。DS表示刀尖起始點與砂輪(lún)斜麵距離,DE表示刀尖退刀點與砂輪斜(xié)麵距離。L1表示刀位點到刀具軸線的距(jù)離(lí),LT表示刀尖點到修整器轉(zhuǎn)動軸軸線的距離。根據雙斜麵(miàn)砂輪的結構及修整過程中修整器相對(duì)砂輪(lún)的運動,以P 點為原點,建立萬能磨頭砂輪修整坐標。
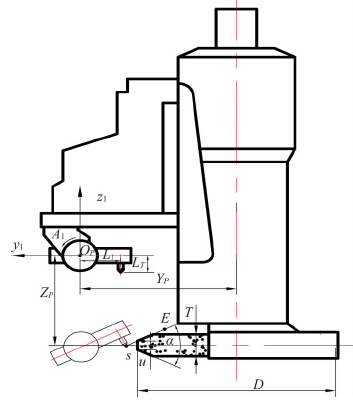
圖2 萬能磨頭砂輪修整器各軸之間參數
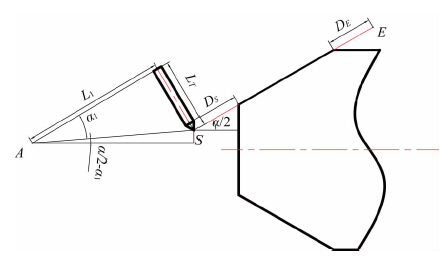
圖3 刀位點與砂輪刀具(jù)之間參數(shù)關係
係Y1OPZ1。圖3 為砂輪修整時刀位點A 與砂輪刀具之間的參數關係,由此可推導出萬能磨頭修整器修整砂輪的參數化坐標方程。在S 點時y1軸坐標為:

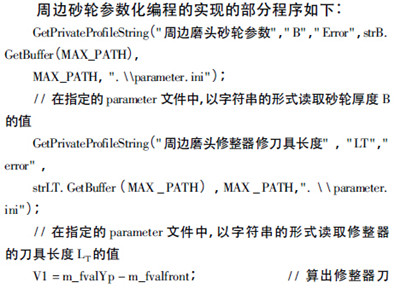
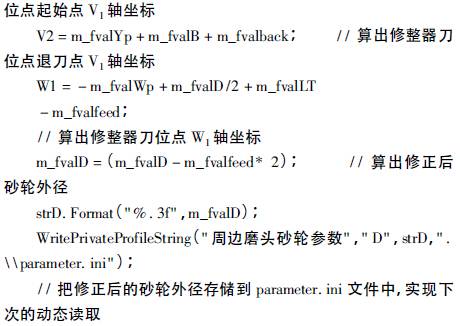
在VC + + 環境中通過對ini 文件的讀寫操作實現對砂輪參數、係統配置參數動(dòng)態記錄和(hé)讀取[5,6]。根據以上兩步提出的砂輪自動修整的運動軌跡表(biǎo)達式,動態計算出修(xiū)整器修整時的參數化坐標(biāo)。使(shǐ)用CstdioFile 類定義一個file 對象,調用其Open 函數打開NC 文件[7]。運用file 對象調用其WriteString 函數分別把字符(fú)串寫入到打開(kāi)的NC文件中就生成了砂輪的自修整程序。
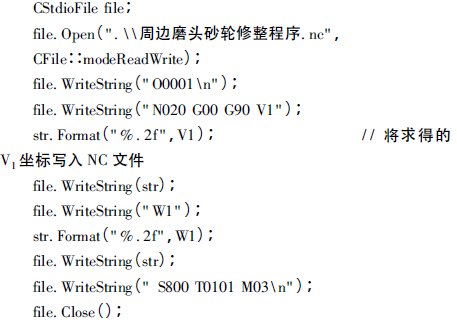
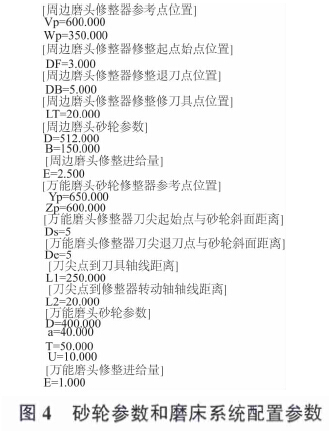
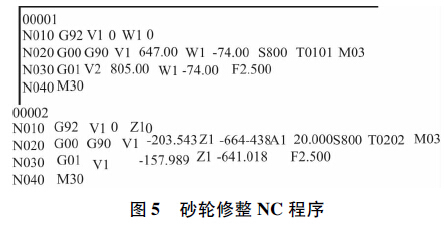
運行程序後,打開paramete. ini 文件可得到如圖4 所示的(de)砂輪(lún)參數和係(xì)統配置參數。參數化編程後,根據參數坐(zuò)標的計算求解,生成砂輪修整器的數控(kòng)NC 程序,如圖5 所示。
4 、結(jié)論
在建立砂輪及(jí)其修整參數化模型的基礎上,推導出實現砂輪自動修整的運動軌跡表達式。在Visual C + + 6. 0環境中通過對ini 文件的讀寫操作實現了(le)對導軌磨床的係統配置參數以及砂輪參數的動態讀取(qǔ)和記錄,並且運用CstdioFile 類對(duì)數控NC 文件的(de)讀寫(xiě)操作,自動生成砂輪全自動修整的數控(kòng)NC 程序,從而實現砂(shā)輪全自(zì)動修整和提高磨床的自動化加工水平。
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

牌調查")
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數(shù)據(jù)
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本(běn)型乘用車(chē)(轎車)產量(liàng)數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年(nián)11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽(qì)車銷(xiāo)量情況
- 2024年8月(yuè) 新能源汽車(chē)產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工中(zhōng)心精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機(jī)床何去(qù)何從?
- 中國的技術工人(rén)都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自(zì)殺(shā)性(xìng)營銷(xiāo),害人害己(jǐ)!不倒閉才(cái)
- 製造業大逃亡
- 智能時代,少談點智造,多談(tán)點製造
- 現實麵前,國人沉(chén)默。製造(zào)業的騰飛,要從機床
- 一文搞懂數控車床加(jiā)工刀具補償功能(néng)
- 車床(chuáng)鑽孔攻螺紋加工方(fāng)法及工裝設(shè)計
- 傳統鑽削與螺旋銑孔加(jiā)工工藝的區別