


摘要:為在新生產線設計時兼顧設備運行效率問題,對JUNKER 現有磨床停線率數據進行統計分析,從工藝布局、機床設計等方麵闡述了影響磨床可靠性的主要(yào)因(yīn)素,製定(dìng)了磨床可靠性改進(jìn)的(de)方案,將方案導入到新生產線的(de)設計,提高(gāo)了新線磨床的可靠性和運(yùn)行效率。
JUNKER 磨床普遍應用於發動機曲軸、凸輪(lún)軸的磨削。本文圍繞發動機廠應(yīng)用JUNKER磨削曲軸的實際案例,通過分析投產以來該(gāi)磨床所有的停線問題記錄,梳理出主要停線問題(tí),結合(hé)現有的技術及應(yīng)用,提出改進方案,旨在提高JUNKER磨床的可靠性運行。圖1 顯示了JUNKER 磨床結構示意圖,左(zuǒ)圖為OP80 外圓磨床,右為OP90 角(jiǎo)度磨床。圖2、3 匯總分類JUNKER 磨床所有故障(zhàng)類別的停線率,其中OP80的其他故障包含(hán)了10 多項故障類別,單(dān)項故障(zhàng)類別占比不超過3%,限(xiàn)於篇幅,不詳列。對於JUNKER磨床的主要(yào)故障類型的原因分析包含在後續論述中。
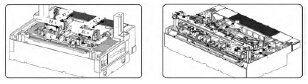
圖1 JUNKER 磨床結構示意圖
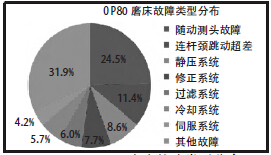
圖2 OP80 磨床故障類型分布
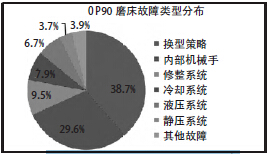
圖3 OP90 磨床故障類型分布
從(cóng)匯總的故障分析,一方麵,由於加工工藝布局的不合理(lǐ),使得(dé)OP90 的角度磨床采用雙站加工,並且由此設(shè)計的頂尖在換型過程中精度發生很大變異,造成換型產生了大量的停機時(shí)間,並且(qiě)OP90 為(wéi)完成雙站加工,在(zài)機床內部采用了機械手,增(zēng)加了設(shè)備的複雜性、降低了設(shè)備運行的可靠性;另一方麵,從整個行業的應(yīng)用情況看,曲軸磨削設備更適合采用(yòng)油冷的方式,這將大(dà)大(dà)提高設備的可靠性和可維護性。
因此,在新生產線的設計布局(jú)上,基於以上等方麵(miàn)對工藝、設備的設計布局重新安排,在(zài)項目設計的前期就把設備運(yùn)行效率納入考慮。
1 、磨削(xuē)工藝布局(jú)改進
當前的工藝布局,OP80 外圓磨床磨削主軸頸、連杆頸,OP90 角度磨(mó)床磨削法蘭端麵、法蘭油封(fēng)直徑、芯軸(zhóu)直徑。
為(wéi)此,OP90 設計成雙站結構,ST1 站完(wán)成法蘭端麵、法(fǎ)蘭油封直徑同步磨削,ST2 站完成芯軸直徑磨削。為實現雙站功能,OP90 設計(jì)了內部機械手(shǒu)(圖1右(yòu)的(de)W1/W2/W3 軸(zhóu)) 負責零件的上(shàng)下(xià)料以及站間輸送。OP90 存在的主要問題包含以下幾個方麵:
首先,機(jī)床的換型策略問題。機(jī)床(chuáng)設計(jì)的換型需要調整(zhěng)頭架、尾架位置,頭架尾架(jià)位置的調整又(yòu)造(zào)成了(le)中心支架(jià)原有的抬起度與推出度(dù)、機床頂尖直線度超差。多個機械特性的(de)偏差使得曆次換型的零件(jiàn)加工的法蘭端垂直度、芯軸錐度、表麵粗糙度首件均不合格,甚至出(chū)現局部磨削不完、台階等問(wèn)題,並(bìng)且涉及到多(duō)個維度機械特性的調整難度較大,換型造成了大(dà)量的(de)停機浪(làng)費。運行數據表明,換型首件不合格率100%,換型後精度調整及加(jiā)工驗證造成的零件報廢平均在7 件左右,換(huàn)型造成(chéng)的停機(jī)占(zhàn)該設備所有停機時間的38.7%。
其(qí)次,內部機械手設計(jì)缺陷。第一,內部機械手缺少工件狀(zhuàng)態感應及識別元(yuán)器件,工件狀態完全通(tōng)過邏輯寄存器傳遞及交換,當機床出現故障時,機械手工件狀態不正確,造成碰撞等問題。第二,內部機械(xiè)手的工件裝(zhuāng)夾精度不高,特別是(shì)機械手夾緊工件時,工件中心線與機(jī)床頂(dǐng)尖中心線存在1~3°的夾角,使得(dé)零件(jiàn)無法正確裝夾,並且存在(zài)在不可(kě)調整的問題。第三,裝夾過程中,機械手需要夾緊工件(jiàn)保持位置不變,右頂尖推動工件貼靠左頂尖,長期在此工況下(xià),驅動機構磨損明顯,驅動機構的磨損又使得中(zhōng)心線夾角進一步惡化。第四(sì),內部機械手的存在,增(zēng)加(jiā)了不少電氣元件如DP 子(zǐ)站、電磁閥、傳(chuán)感器,由於該部分元器(qì)件安裝(zhuāng)在加(jiā)工倉內部,受冷卻液衝擊、腐蝕(shí)等(děng)影響(xiǎng),成為故障易發區。運(yùn)行數據表明內部機械手造成(chéng)的停機占該設備所有停機時間的29.6%。
第三,砂輪無法自動修(xiū)整的(de)問題。機床雙站結構,雙站的砂輪結構完全不同(tóng),兩個砂輪由(yóu)同一個金剛石修(xiū)整輪修整。機床自動修整過程(chéng)中,按照加工零件數(shù)與磨損量線性比例關係計算磨損量(liàng)進行補償,而由於兩個砂輪的磨損與零件加(jiā)工數並非嚴格的線性關係,以及金剛修整輪磨損的非(fēi)線性,因此頻繁存在因磨損量計算(suàn)與實際(jì)值不符造成無法修整或修整後零(líng)件表麵粗糙度等質量(liàng)特性不合格的問題。運行(háng)數據(jù)表明砂輪無(wú)法自動(dòng)修整的停機占(zhàn)該設備所有停(tíng)機時間的9.5%。
更由於OP90 為單台設備,故其停機時間直接影響(xiǎng)整線的(de)輸(shū)出,OP90 的穩定運(yùn)行至(zhì)關重要。改進後的工藝布局為,將OP90 的(de)芯軸磨削工藝轉移到OP80 完成,OP90 隻完成法蘭端(duān)及油封的角磨(mó),單站加工,取消內部機械手,換型策略也相應改進。對於OP80 而言,增(zēng)加的工藝內容不(bú)需要對現有的硬件設計進行任何修改,隻需要修(xiū)改機床(chuáng)現有(yǒu)的磨削工藝參數。改進後,OP90 預計停線率減少77.8%。
改進前後的工藝對比如圖4、5 所示,左側圖表示改進前,右側圖表示(shì)改進後,灰色粗實線表示磨削加工的部位。
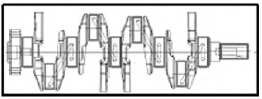
圖4 OP80 加工工藝改進前後示意圖
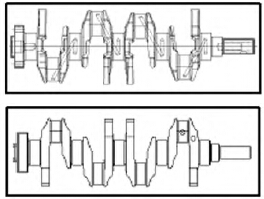
圖5 OP90 加工工藝改進前後示意圖
2 、冷卻方式改(gǎi)進
當前OP80/OP90 冷卻液使用水基乳(rǔ)化液,鐵泥隨著冷卻液濺射到加工倉內部(bù)的各個角落,運行不足(zú)一個星期,加工倉(cāng)內即覆蓋一層厚厚的鐵泥(ní),清潔(jié)維(wéi)護非常困難。圖(tú)6、7、8 直(zhí)觀地反應了水冷式與油(yóu)冷式磨床在加工倉內部環境的鮮明對比。

首先,鐵泥粘附在加工倉內部,特別是(shì)關鍵元件如Fenar-L 隨動測頭,鐵(tiě)屑附著在測頭波紋管彈簧的溝槽處,而隨動測頭由於測量(liàng)的特殊性無法增加有效(xiào)防護,實際應用中出現波紋管彈簧斷裂(liè)或者測量穩定(dìng)的頻率很高,運行數據表明冷卻液問題造成OP80 測頭相關的停(tíng)機占(zhàn)該工位所有停機時間的24.5%,占據OP80 停機原因(yīn)的第一位。
其(qí)次,水基乳化液的濃度控製要求較高,濃度偏高容易造成乳化液(yè)起泡,實際運行過程中,當冷卻液泡(pào)沫含量較高時,泡沫將攜帶細小的鐵泥沿機床(chuáng)防護罩(zhào)湧入驅(qū)動導軌(guǐ),造成冷卻液侵入靜壓回路,出現靜壓濾芯(xīn)堵塞等問題。運行數(shù)據表明(míng)冷(lěng)卻液(yè)問題造成OP80 靜壓係(xì)統(tǒng)或冷(lěng)卻係統的(de)停機占該工位所有停(tíng)機時間的11.4%。
第三,遍布加工倉內(nèi)部的鐵泥有時影響工件的定位精度或磨削質量,典型的表現是連杆頸跳動超差,運行數據表(biǎo)明冷(lěng)卻液問題造成OP80 連(lián)杆(gǎn)頸跳(tiào)動超(chāo)差的停(tíng)機(jī)占該工位所有停(tíng)機時間的8.6%。相對於水冷(lěng)式,油冷式的優勢還(hái)體現在較高的磨削質量,較高的刀具壽命,根據運行結果,使用油冷(lěng)式,OP80 預計停線率減少44.5%。
3、 靜壓(yā)回路改進
當前(qián)JUNKER 磨床驅動機構(gòu)防護罩為半閉式,Z軸防護罩密封,但是X 軸無(wú)防(fáng)護,如圖1 左所示。X軸靜壓導(dǎo)軌完全暴(bào)露。並且(qiě),靜壓係統油路沒有單獨的(de)回路,與機床液(yè)壓係統共用。因此,存在以下兩方麵問題。
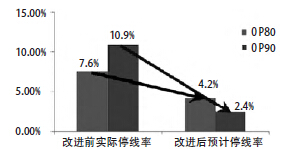
圖9 JUNKER 磨床改進前後停線率對比預測
首先,冷卻液攜帶鐵屑濺射到機床各個部位,部(bù)分鐵屑粘附在(zài)X 軸靜壓導軌上(shàng),運行不到一年,所有四台JUNKER 磨床所有X 軸靜壓(yā)導(dǎo)軌都存(cún)在密封損壞導致漏油的問題。造(zào)成巨大的停機時間與維護成本,單台磨床的X 軸導軌密封更換維護時間(jiān)至少4個工作日。
其次,由於與機床液壓係統共用油路,使得靜壓(yā)與液壓問題交叉影響。靜壓係統出現上述導軌密封損壞問題,除了造成靜壓濾芯堵(dǔ)塞外(wài),冷卻液侵入靜壓係統,同時直接影響到機床液壓油油品。運(yùn)行過程中,僅(jǐn)靜壓濾芯平均每月的維護成本在¥3500 左右。采取的改進方案是,靜壓係統與液壓係統分開,各自獨立供油。
4 、結束語
在新生產線設計時,將(jiāng)上(shàng)述磨削工藝布局、冷卻方式、靜(jìng)壓回路三(sān)項改進納(nà)入到前期設計,在設計實施前,預計OP80 磨床的停線率預計將從(cóng)7.6%降低到4.2%,OP90 磨床的停線率預計將從10.9%降低到2.4%(如圖9)。新線(xiàn)建造後經過(guò)近1 年的運行,OP80和OP90 磨床在(zài)排除(chú)其他差異的條件下,同期停線率分(fèn)別下降了5%、7%,達到了預期(qī)效果,顯著提高了(le)設備的可靠性。
如(rú)果您有機床行業、企業相(xiàng)關(guān)新(xīn)聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯(jí)部, 郵(yóu)箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車(chē)產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情(qíng)況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據