



梯形螺紋的(de)數控車削
2020-4-28 來源(yuán): 無錫工業高級技工學校(xiào) 作者(zhě):陸旭敏
摘要:數控機床由先進製造技術集(jí)成,是典(diǎn)型的機電一體化產品。要使數控機床發揮效率與威力,熟練掌握數(shù)控機床的編程與(yǔ)加工工藝是關(guān)鍵,也是數控機床服務(wù)於(yú)企業的一個重要標誌。
關鍵詞:數控 編程 宏程序
1、係統指令講述
“數控車削技能訓練”是數控專業學生實習必備的一(yī)門(mén)技能訓練課(kè)程,在實(shí)訓模塊中,各種螺紋加工是數控機床加工實訓課程模塊的重點,在機械(xiè)製造行業這一技術的應用前景非常廣闊。尤其是(shì)當前的(de)機械製造業對機加(jiā)工的精度要求非常高,因此,在教(jiāo)學中除教會學生基本的係(xì)統指令外,還需要更有效地使用數(shù)控係統(tǒng)的螺紋加工指令,特別是一(yī)些(xiē)螺距較大的梯形螺紋和(hé)一些異性螺紋加工難度非常大。現以 FANUC OI-TC 係統(tǒng)為例,介紹螺紋加工 G92 指令在數控車床上加工梯(tī)形螺紋的(de)具體編 程方法。
G92 為螺紋加(jiā)工指令。該指令可以加工圓柱螺紋,也可以加工圓錐螺紋。
格(gé) 式:G92 X(U)_Z(W)_I_F_; 指 令(lìng) 說 明:G92 為模態 G 指令。
X:螺紋加工終點 X 軸絕對坐標;U:螺紋加工終點與起點 X 軸絕對(duì)坐標的差值;Z:螺紋加工(gōng)終點 Z 軸絕對坐標;W:螺紋加工終點與起(qǐ)點 Z 軸絕對坐標的差值(zhí);I:螺紋起點與終點的半徑差,加工(gōng)圓柱螺紋時 I 為“0”可以省略;F:螺紋螺距。
2、梯形螺紋編程與加(jiā)工(gōng)
在現實生活中(zhōng),我們常看到螺紋連接的產品,常用的連接方式有(yǒu)三(sān)角螺紋連接、在傳動(dòng)機構中也有三角螺紋和梯形螺紋,工廠在實際生產梯形螺紋過程中一般采用普通機(jī)床或者專用機床生產,由於數控車床用於精加工和輕載荷切削的特性,一般不在數控車床(chuáng)上加工梯(tī)形螺紋。但是,有效借助數控車床來加工梯形螺紋,不僅比普通機床加工的螺紋效率更高,而且耗時僅為普通車床(chuáng)時間的(de)十分之一,更重要的是零件的外觀(guān)更為統一,質(zhì)量也更加上乘,投放企業批量生產之後,銷量與經濟效益都可以(yǐ)更有保障。
該方法用於梯形(xíng)螺紋和各種異形螺紋加工,在編程方麵應注意使用好宏程序(# 參數)編程功(gōng)能,合理使刀具左右切(qiē)削。利用 G92 螺紋切削指令(lìng),將梯形螺(luó)紋加工軌跡編製成一段封閉的切削路徑(jìng),然(rán)後通過宏程序判斷,重複循環若幹次,依次進(jìn)刀,以達到切削至實際尺寸的要求。筆者以 TR42X6 梯形螺紋為(wéi)例,講解在數控車床上的(de)零件加(jiā)工工藝和程序編製梯形螺紋參數螺紋切削參數:
牙型角:α=30°;螺距:P=6mm;牙頂(dǐng)間隙:ac=0.5mm; 中徑:d2=d(公稱直徑)-0.5P;牙 高:h3=0.5×P+ ac=3.5mm; 牙 頂 寬:f=0.366× P=2.196mm;牙槽(cáo)底寬:W=0.366P-0.536ac=1.928mm。
3、工藝分析
在梯形螺紋加(jiā)工中,因為刀具切削力較大,工藝上采用左右切削法,既可保證加工的安全,又可提高加工質量和效率。
3.1 加工工藝分析
第一,先粗(cū)、精加工外圓(yuán),然後切槽並倒角。
第二,粗精車梯形螺紋:選擇硬(yìng)質合金(jīn)標準刀片和(hé)標準刀具:主軸轉(zhuǎn)速 600r/min,每次切削深度為(wéi) 0.1mm,零件一次裝夾,尺寸(cùn)加工到位。
3.2 程序編寫
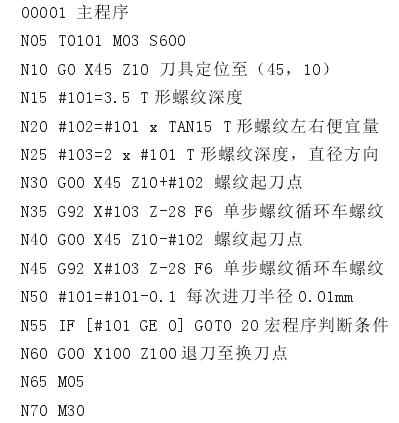
注意:這個零件(jiàn)加工程(chéng)序非常簡單,參數量也很明確,這個程序(xù)有一個最大的優勢就是易修改(gǎi)。經過改(gǎi)程序加工出的梯形螺紋加工完成後,直接進入測量步驟,針對其中的誤差可以直接返回源程序進行補償修改,直至符合尺寸精度要求。
程序中,每次 Z 方向的偏移量為活動的,計算(suàn)公式為:牙(yá)高 ×tan15°,即 3.5×tan15°。
4、結語
螺紋在實際中應用十分很廣(guǎng),且加工方(fāng)法很多,在數控(kòng)車床上可以用 G92 指令,也可以(yǐ)用 G76 螺紋循環(huán)指令進行(háng)加工。本文介紹的加工方法(fǎ)很實用(yòng),用簡單的宏程序就能(néng)編製程序,在實際加工中也能及(jí)時(shí)修改刀具磨損,確保零件加工尺寸。希望這個(gè)程序的編程思路大家舉一(yī)反三(sān),將不同的程序格式應用到不同(tóng)的數控係統中,提高企業的實際生產效(xiào)率,節約成本。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息
馬")
業界視點
| 更多

行業數據(jù)
| 更多
- 2024年11月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機(jī)床(chuáng)產量數據
- 2024年10月 金屬(shǔ)切削機(jī)床產量數據(jù)
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽(qì)車(chē)產量數(shù)據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據
博文選萃
| 更(gèng)多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線(xiàn)切割機床的發展趨勢
- 國產數控係(xì)統和數控機(jī)床何去何從?
- 中國的技(jì)術工人都去哪裏了?
- 機(jī)械老板做了十多(duō)年,為何(hé)還是小作坊?
- 機械行業最新自殺性營銷(xiāo),害人害己!不倒閉才
- 製造(zào)業(yè)大逃亡
- 智能時代,少談(tán)點智造,多(duō)談點製造
- 現實麵(miàn)前,國人沉默。製造(zào)業的騰飛(fēi),要從機床
- 一文搞懂數控車床加(jiā)工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽(zuàn)削(xuē)與(yǔ)螺旋銑孔加工(gōng)工(gōng)藝的區別