數控")



發那科數控係統實(shí)用診斷與維修技術
2020-4-20 來源:大連橡膠塑料(liào)機械有(yǒu)限公司 作者:姚 丹
摘要:發那科數控係統是國內很多機床廠家普遍采用的係統(tǒng),其特點是係統穩定、操作簡單,成本較低(dī)。雖然發(fā)那科係統有很(hěn)多版本,但是維修理論是相通的。本文介紹了作者在實際維修中(zhōng)遇到的具有代表性的問題並(bìng)進行剖(pōu)析,用具體的報警案例來說明(míng)如何對發那科常見的問題(tí)進行診斷和(hé)維修。
1.係統備份和還原
任何數控機床(chuáng)在調試安裝(zhuāng)後,都會給設備使(shǐ)用者一個初始的數據備份,但是,由於設備運轉過程中(zhōng)難免會修改參數以及P L C等重要數據,因而定期備份數據就顯得格外重要,不僅能防止誤操(cāo)作修改參數(shù)引起的機床運轉不(bú)正常(cháng),還能防止係統崩潰引起機床不能起動。雖(suī)然發那科係統備(bèi)份方式有多種多樣,但是最穩妥的方式還(hái)是CF卡係統備份,以我公司一台18i係統(tǒng)的備份做說(shuō)明:
(1)關閉係統,將CF卡插在卡槽上。
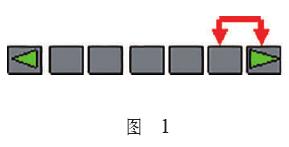
(2) 如 圖 1 所 示 , 按 住 屏(píng)幕下方最右麵(miàn)的兩個軟鍵,此時開機(jī),直到出現“S Y S T E M MONITOR MAIN MENU”為止。
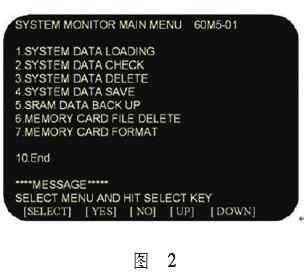
(3) 此 時 的 界 麵 如 圖 2所(suǒ)示。其中(zhōng)S Y S T E M D ATA L O A D I N C指把係統(tǒng)文件、用戶文件從存儲卡寫入到數控係統的快閃存儲器中。SYSTEM DATA C H E C K指顯示(shì)數控係統(tǒng)快閃存儲器上存(cún)儲的文件一覽(lǎn)表,以及各文件(jiàn)128KB的管理(lǐ)單位數(shù)和軟件(jiàn)的係列、確認R O M版號。SYSTEM DATA DELETE指刪除數控係統快閃存儲器上存儲的文件。
SYSTEM DATA SAVE指對數控係統F-R O M中存放的的用戶文件,係統軟件和機床廠家編寫PMC程序以(yǐ)及P-CODE程序寫到存儲卡中。SRAM DATA B A C K U P指對數控係統S-R A M中存放的CNC參數、PMC參數、螺(luó)距誤差補償(cháng)量、加工程序、刀具補償量、用戶宏(hóng)變量、宏(hóng)P-C O D E變量和S R A M變量參數(shù)全部下載到存儲卡中,作備份用或複原到存儲器中。注:使用絕對(duì)編碼器的係統,若要把參數等數據從存儲卡恢複到係統(tǒng)SRAM中去,要把1815號參數的第4位設為0,並且重新(xīn)設置參考點。備份:SRAM BACKUP[CNC—M E M O R Y C A R D ];恢複:R E S T O R S R A M [ M E M O R Y C A R D — C N C ] 。 M E M O R Y CARD FILE DELETE(刪除存儲卡上存儲(chǔ)的文件)。MEMORY C A R D F O R M AT指可以進行存儲卡的格式化。買了存儲(chǔ)卡(kǎ)第1次(cì)使用或電池沒電以及(jí)存儲卡的內容被破壞時(shí),需要進行格(gé)式化。END指結束引導(dǎo)係統BOOT SYSTEM,啟(qǐ)動CNC。SELECT MENU AND HIT SELECT KEY指顯示簡單的操作方法和錯誤信息。
(4)利用(yòng)“down”將光標移動到數字5上,也就是“SRAM DATA BACKUP”,此時(shí)按軟鍵即“SELECT”下麵的軟鍵,此時出現(xiàn)畫麵如圖3所示。
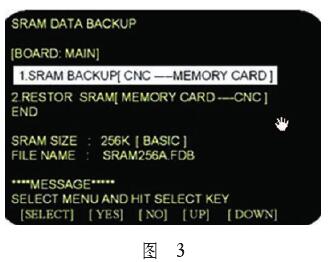
備份操作 : ① 按“S E L E C T”鍵移動光標選擇“1、SRAM BACKCUP[CNC-MEMORY CARD]”。②按屏幕最下邊的“YES”鍵,則(zé)係統數據就開始拷入到CF卡中。③當屏幕上出(chū)現“COMPLETE”的時(shí)候,表明(míng)備份操作成功完成。還原(yuán)操作 : ① 按(àn)“ S E L E C T ” 鍵移動光標 選 擇 “ 2 、 R E S T O R E S R A M[M E M O RY-C N C]”。②按屏幕(mù)最下邊的“YES”鍵,則C S卡中的係統數據就開始拷入到機(jī)床中。③當屏幕上(shàng)出現“COMPLETE”的時候,表明還原操作成功完成。④關機,重新(xīn)上電。
備份和(hé)還(hái)原要慢慢操作,不可過急,這類操作中CF卡裏不要有其他機床的數據備份,以免混淆,引起機床備份還原失敗和錯誤。
2.數控機床返回參考點
發那科係統一般采用的是帶擋塊和絕(jué)對值的記憶(yì)方式。數控係(xì)統開機後,如果是絕對值數控係統,它的參考點就(jiù)是靠電動機來記憶的,所以不用返回參考(kǎo)點,而增量數控(kòng)係統則必須要執行反參考(kǎo)點操作,我將通過幾個最常見的報(bào)警講解一(yī)下如何處理這類問題。
(1) 報警號 5 0 6 、 5 0 7 超程。數控係統出現(xiàn)這種自動執行程序報警,我們首(shǒu)先要把程序要執行的動作先後順序了解清楚,返回參考點(diǎn)的動作實際就3步:①快速移(yí)動到參考點附近。②碰到減速開關減速。③離開減速開關停止。如果返(fǎn)回參考點出現超程,首先要看是否(fǒu)存在(zài)不減速的情況,也就是減速開關傳遞給P L C的信號是否完成,如果沒有減速(sù),那麽檢查減速開關、減速開關和(hé)PLC的連接接線和PLC輸入電是否壞(huài)點。如果是在快速移動時出現的506報警,就檢(jiǎn)查極(jí)限開關和接線。如果減速開關在減速(sù)後彈起,PLC也接到了信號,那很有可能是極限擋塊與減速擋塊的距離不合適。
(2) 報警號 5 0 0 、 5 0 1 過程。如果返(fǎn)回(huí)參考點有減速動作,隻有這一個報警,無506或者507號(hào)報警(jǐng),可以通過以(yǐ)下修改參數(shù)消除這個報警,修改參數1320或者1321為9999999,然後重(chóng)新返回參考點,如(rú)果返回參考點(diǎn)成功,再把參數1320或者1321修改為原來的數值。
(3)報警號90參考位置返回位置異常。此報警(jǐng)要區分是直線軸還是旋轉軸。直線軸一(yī)般(bān)都是帶光柵(shān)尺(chǐ)的全閉環係統容易出現此報警,維修人員遇到此報警(jǐng),可以先屏蔽(bì)光柵尺,如果返回參考點正常,可以更換光柵(shān)尺的(de)讀數頭再做實驗。而沒有帶光柵尺,基本就需要更換(huàn)電(diàn)動機編碼器。旋轉軸則有可能是擋塊的安裝位置不合適引起的,首先要看返回參考點的速度,不能過(guò)低(dī)否則引起超時,以及返回開始的位置是否(fǒu)太近,若這些都排除了,那就將擋塊的安裝位置向返回參考點的(de)負(fù)像移動一(yī)些,重複反回參考點的操(cāo)作,如果報警還(hái)是不(bú)能消除,檢查圓光柵。
絕對值係統無擋塊調整參考點的快速設定方法:因為絕對值係統的參考點是電池記憶(yì)的,所以(yǐ)參考(kǎo)點一般是不用重新建立的,但是如果(guǒ)更換光柵尺和反饋電纜、電池沒電(diàn)或更換分離(lí)檢測裝置S D U,那麽參考點將會丟(diū)失,機(jī)床必須重(chóng)新設定參考點。設定方法很簡單,首(shǒu)先將1815#5設定為1,1815#4設定為0,關機,重新上電,手動將軸移動到參(cān)考點位置上(參考點位置的查找通過機床換刀點坐標和機床工作(zuò)台交換坐標,可以算出機床參考點的坐(zuò)標,因為無論換刀還是交換工作台(tái)都是在固定的(de)坐標上交換,因此可以算出參考點(diǎn)的坐標),將1815#4設定為1,關機,重新(xīn)上電。則機床參考點設定完成。
3.數控機床光柵尺(chǐ)問題(tí)的(de)診斷(duàn)
數控機(jī)床的光柵尺安裝在機床的防護(hù)罩下,數控機床在工作一段時間後,由於防護罩防護能力的降低引起冷(lěng)卻液(yè)滲漏到光柵尺上,因而它引起的各類故障(zhàng)也非常普遍,下麵介紹幾個經典的報警(jǐng)。
(1)445軟斷線(xiàn)報警(jǐng)。這個報警按字麵理解就(jiù)是數(shù)字伺服軟件檢測到脈(mò)衝編碼器斷線。在實(shí)際維修中經常遇到的大都是光柵尺讀數頭鬆動(dòng)引起(qǐ)的,一般情況隻要緊固光柵尺(chǐ)讀數頭,這個報警就可以(yǐ)消掉,如果還是報警,可以(yǐ)通過設定參數2003#1=1、修改2064的值來調整。一般如果修改參數能消除報警,說明機(jī)械傳動有問題,可以通過檢查反向間(jiān)隙、導軌潤滑和導軌麵是否完(wán)好來解決。如果是旋轉(zhuǎn)軸帶圓光柵的,可以考慮光柵尺(chǐ)安裝是否合理。
(2) 4 4 6 、 4 4 7 硬 斷 線 報警。這兩個報警的意思都是硬件檢測到編碼器或者檢測器斷線。這個要首先檢測編碼器(qì)和光柵尺的接線是否可靠,一般(bān)情況下,需要用備用編碼(mǎ)器電纜替代試驗(yàn)才能知道是否是(shì)電(diàn)纜問題,用萬用(yòng)表測量未必準確。如果更換電纜報警依舊,那隻能更換編碼器(qì)或者光柵尺。
以上兩個報警可以通過(guò)屏蔽光柵尺來快(kuài)速定位(wèi)是編碼器反饋有問題還是光柵尺反(fǎn)饋有問(wèn)題,但是屏蔽光柵尺後,如果因為生產(chǎn)原因必(bì)須屏蔽光柵尺,繼續生產加工,此時(shí)必(bì)須要了解(jiě)以下注意事項:①機床精度肯定下降,加工工件的工藝是否能滿足需求。②反向間隙必(bì)須重新補償(cháng)。③如果要進行圓加工,必須要屏蔽兩個軸的光柵尺。④機床的(de)自動換刀、自(zì)動換頭以及自動對(duì)刀最好暫停使用,如果要使用(yòng),需要重新(xīn)調整(zhěng)。
具體參數設(shè)置(zhì) : 修(xiū)改參數1 8 1 5 # 1 的 1 改為(wéi) 0 ,檢查伺服電動機和絲杠連接具體情況,正確設定N/M=(絲杠螺距×減速比×1 000)/100萬,位置脈衝設定為12 500以及2185設(shè)定為0,參考計數器容量參數1821=絲杠螺距×減速比×1 000。
4.數控機床PMC診斷應用
PMC就是英文programmable machine controller的縮(suō)寫(xiě),數控機床所有邏輯控製就是由它實現的,因此任何外部報警都可以通過PMC進(jìn)行診斷和修改,以達迅速定位故障點的目的, PMC的使用對於(yú)數(shù)控維修人員是必須掌握的。
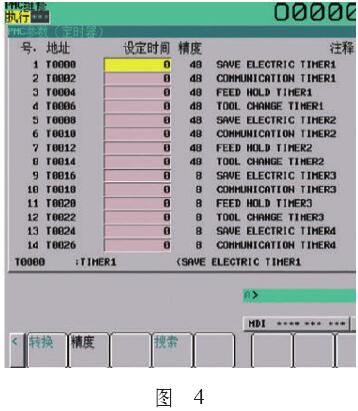
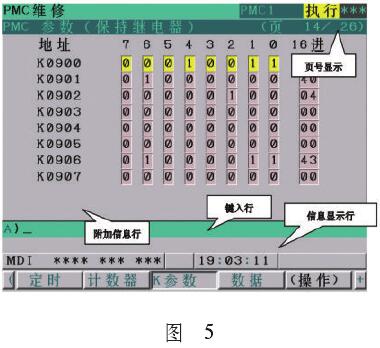
介紹一些平時經(jīng)常用到的PMC的應用。 譬如:時間繼電器(見圖4)和保持繼電器(見圖5 ),時間(jiān)繼電(diàn)器一般用於可以經常調整的機床執行動作時間和間隔時間,而保持繼電器是相當於一個模擬輸入點(diǎn),也就是英文(wén)經(jīng)常說的“bridge(搭(dā)橋)”,這個功能十分強大,可(kě)以幫助我(wǒ)們屏蔽報警、定位報警故障點等等。
5.總結
發那科發(fā)展到今天,係統雖然版本多樣,但是維修診斷理論還是(shì)基本一樣的,數控係統的故障診斷(duàn)和維修不(bú)單單需要強大的理(lǐ)論為基(jī)礎,維修經驗的提高對快速定(dìng)位故障原因也起到了非常(cháng)重要作用,能為維修人員少走不少彎路。本文通過對在維修過程中遇到的一些常見問題進行分析,給廣大(dà)數控維修人(rén)員借鑒。但遇到故障時(shí),還是根據實際情況,冷靜的分析問題,這樣才(cái)能(néng)盡快的解(jiě)決實際問(wèn)題,為企業創造更大的生產價值。
投稿箱:
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係(xì)本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係(xì)本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承(chéng)出口(kǒu)情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量(liàng)數(shù)據
- 2024年10月(yuè) 軸承出口(kǒu)情況
- 2024年10月(yuè) 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金(jīn)屬切削(xuē)機床產量數據
- 2024年9月 新能源(yuán)汽(qì)車(chē)銷量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更(gèng)多