



數控編(biān)程:複雜加工條件下(xià)的銑刀選擇
2020-3-28 來(lái)源:行訊製造業資源 作者(zhě):-
切削加工中,為了最大限度地提高加工質量和重複精度,必須正確地選擇和(hé)確定合適的刀具,對於一些具有(yǒu)挑戰性的(de)高難度(dù)加工,刀具的選擇尤其重要。

高速刀具路徑
CAD/CAM 係統通過在高速擺線(xiàn)刀具路徑中精確控製吃刀弧長,而獲得(dé)極高的切削精度。當銑刀切(qiē)入轉角或切(qiē)入其它複雜幾何形(xíng)狀時,吃刀量(liàng)也不會增(zēng)大。為(wéi)了充(chōng)分利用(yòng)這種技術進步,刀具製造商設計開發(fā)了先進的小直徑銑刀(dāo)。小直徑(jìng)銑刀通過采用高速刀具路徑,能在單位時間內切除更多工件材料,獲得(dé)更高的金屬去除率。
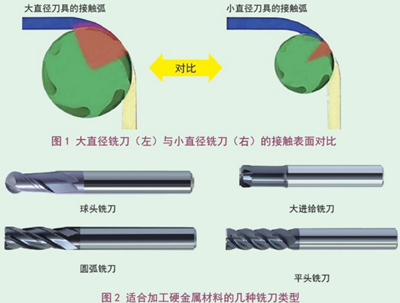
在加工時,刀具與工件表麵接觸過多,容易導致(zhì)刀具很快失效,一種有效的(de)經驗法(fǎ)則是:使用直徑約為工件最窄部位尺寸1/2 的銑刀。當銑刀半徑小於工件最窄部位(wèi)尺寸時,刀(dāo)具(jù)就有左右移(yí)動的空間,並能獲得最小的吃刀角度。銑刀可以采用更(gèng)多的切削刃和更高的進給率。此外,采用直徑(jìng)為工(gōng)件最窄部位尺寸1/2 的銑刀時,可以保持較小的吃刀角度,且在刀具轉向時(shí)也不會增大。
機床剛度也有助於確定可使用刀具的尺寸(cùn)。例如,在40 錐度的機床上進行切削加工(gōng)時,銑刀直徑通常應< 12.7mm。而使用直徑較大(dà)的銑刀會產生可能超過機床承受能力的較大切削力,導致顫振、變形、表麵光潔(jié)度變差(chà)和刀具壽命縮短。
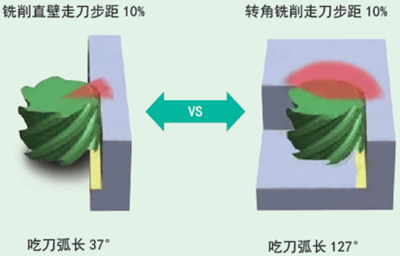
采用較(jiào)新(xīn)的高速刀具路(lù)徑(jìng)時,銑刀在轉角(jiǎo)處發出的聲音與直線切削時並無(wú)二致。銑刀在(zài)切削過(guò)程中所發出的聲音(yīn)都相同(tóng),表明其未受到大的熱(rè)衝(chōng)擊(jī)和機械衝擊。銑刀在每次轉向或切入轉角(jiǎo)時都發出尖嘯聲,則表明可能需要減小銑刀直(zhí)徑尺寸,以減小吃刀角度。切削發出(chū)的聲音保持不變,表(biǎo)明銑刀承受的切(qiē)削壓力均勻一致,並(bìng)未隨著工件幾何形狀的變化而上下波動(dòng),這是因為其吃刀(dāo)角度始終保持恒(héng)定。
銑削狹小部位
大進給銑刀適合狹小部(bù)位的(de)銑削加工,可以產生(shēng)切屑減薄效應(yīng),使其能以更高的進給率進行銑(xǐ)削。
在螺旋銑孔和銑削肋板的加工中,刀具不可(kě)避免(miǎn)地會與加工表(biǎo)麵產(chǎn)生較多接觸,而采用大進給銑刀可以最大限(xiàn)度地減少(shǎo)與工件的表麵接觸,從(cóng)而減少切削熱和刀具變形。

在這兩種加(jiā)工(gōng)中,大(dà)進給銑(xǐ)刀切削時通(tōng)常(cháng)處於半封閉狀態,因此,最大徑向走(zǒu)刀步距應為銑刀直徑的25%,而(ér)每次走(zǒu)刀的最大Z 向切深應為銑刀直(zhí)徑的2%。在螺旋銑孔中,當銑刀以螺旋刀軌切入工件時(shí),螺旋切入角為2°~ 3°,直至(zhì)達到銑刀直徑2%的Z 向切深(shēn)。需要UG編程學習資料(liào)加QQ群806540922幫助你,提供學習資料和課程。
若大進給(gěi)銑(xǐ)刀切削時處於開放(fàng)狀態,其徑向走刀步距取決(jué)於工件材料的硬度。銑削硬度為HRC30-50 的工件材料時(shí),最大徑向走刀步距應為銑刀直徑(jìng)的5%;當材料硬度高於HRC50 時,最大徑向走刀步(bù)距和每次走刀的最大(dà)Z 向切深均為銑刀直徑的2%。
銑削直壁
在銑削加工帶平肋板或(huò)直壁時,使用圓弧銑刀效果最好。4-6 刃的圓弧銑刀尤其適合對帶直壁或非常開闊的部位進行仿形銑削。銑刀的刃數越多(duō),可采用的進給率越大。不過(guò),加工編程人員仍(réng)需盡可能減少(shǎo)刀具(jù)與工件的表麵(miàn)接觸,並采(cǎi)用較小的徑向切寬。在剛性較差的機床上加工時,采用直徑較小的銑刀比較有利,小直徑銑刀可減少與工件的表麵接觸。
多刃圓弧銑刀的走刀步(bù)距(jù)和切削深度與大進給銑刀相同。可采用擺線刀具路徑對淬硬材料進行切槽加工(gōng)。確保銑(xǐ)刀直徑約為槽寬(kuān)的50%,使銑刀具有足夠的(de)移動空間,並確保(bǎo)吃刀(dāo)角度不會增大和產生過多的切削熱。
適合特定加工的最佳刀具不僅取決(jué)於(yú)被切削材料,還取決於所采用的(de)切削類型和銑削方(fāng)法。通過(guò)優化刀具、切削速度、進給率和加工編程技巧(qiǎo),就能以更低的加工成(chéng)本,更快、更好地生產零部件。
投稿箱(xiāng):
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業(yè)數據
| 更多
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用車(chē)(轎(jiào)車)產量數據
- 2024年(nián)11月 新能源汽車產量數據(jù)
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年(nián)10月 新能源(yuán)汽車產(chǎn)量數(shù)據
- 2024年10月 軸承出口(kǒu)情況
- 2024年(nián)10月 分(fèn)地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據