



力士樂MTX micro數控係統在桁架自動線中的應用
2018-5-23 來源:山東濱州渤海活塞股份有限公司(sī) 作者: 王龍昌
摘要:文章介紹了力士樂推出的MTX micro數控係統在桁架自動線中的應用(yòng)。該係統具有雙通道功能,係統間聯網簡單易(yì)行、性價比(bǐ)高,非常適合該類自動(dòng)線的控製方案。該控製方案能縮短在研發階段大量的調試(shì)時間(jiān),可以靈活使用CPL高級編程實現自動線流程動作。相對於單通道PLC軸而言,能避免大量繁瑣複雜的PLC工作,給調試帶來了極大的方便(biàn)。
關鍵詞:數(shù)控係統;雙通(tōng)道;CPL高(gāo)級編程;調試時間;桁(héng)架(jià)自動線
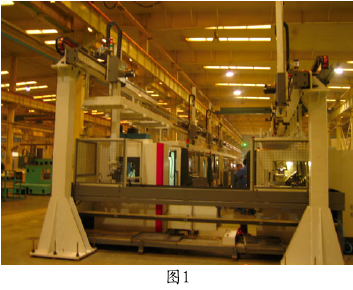
從機械(xiè)行業的展會看到,桁(héng)架自動線以洶湧之勢占據自動線大半天下。根據公司(sī)生產汽車(chē)配件的特點,自動線(xiàn)的快速發展之勢,公司自主研發(fā)了桁架式(shì)機械手自動生產線。該生產線節省了大量人力,避免了(le)人員因素引起的產品加(jiā)工缺陷,產品(pǐn)工藝的一致性得到了保證,產品質量得到了進一步的提升。
1、項目介紹
力士樂Indra Motion MTX micro是一款為通用機床市場提供的緊湊、簡(jiǎn)單、功(gōng)能強大並且經濟的CNC係統解決方案,它由多軸(zhóu)集成伺(sì)服驅動,高性能NC控製器和戶(hù)友好的人機界麵組成,帶有雙通道功能。功(gōng)能強大的32位處理(lǐ)器確保(bǎo)了較(jiào)短的CNC和PLC處理時間。係統具備納米級精度、高分辨率的絕對編碼器。最大可以擴(kuò)展(zhǎn)為十二軸,配備10.4"彩色TFT顯示屏。係統配置的伺服進給電機(jī)皆為絕對值編碼器,多圈編碼器(qì)(Hiperface)128線,8192倍頻,內部分辨率1.048.576,絕對分辨4096圈。自帶內(nèi)存的多圈(quān)編碼器帶來(lái)的優勢,無需極限(xiàn)開關無需電池,在斷電時仍保留軸絕對位置信(xìn)息。無需軸回零,帶有(yǒu)電子銘牌使電機的調試變得簡單(dān)。自動線為“U型”布線方案,工件通過運送料道周轉到下一道工序(xù),從而完成整個生產線的物流。整線由車床、鏜床(chuáng)、銑床等多種類型的設備組成(chéng),機械手由豎直運行軸(U軸)和水平運行(háng)軸(W軸)兩(liǎng)軸驅動,在控製方案中將機械手的兩軸定義為(wéi)第(dì)二通道。機床的所有加工軸定義為第一通道。機械(xiè)手的末端有裝載卡爪、卸(xiè)載卡爪,能通過旋轉氣缸進行兩個卡爪的空間位置互換。機械手負(fù)責在裝載料道抓取(qǔ)工件通過桁架運送到機床內,先用卸載卡爪卸載切(qiē)削完成的工(gōng)件,再將新工件安(ān)裝到機床內。完成換料後,機械手把切削完成(chéng)的工件送(sòng)出機床,放(fàng)置到卸載料道,再回到裝(zhuāng)載料道裝夾工(gōng)件。以此順序,不斷往複循環。
2、調(diào)試過程中的技術方案
2.1 聯網通訊,簡單易行
自動線(xiàn)OP40、OP50是相同的工序,使用了一(yī)台機(jī)械手。控製方案是機械手的控製配置在OP40係統內,OP50和(hé)機械手的通訊即是OP40、OP50之間的通訊。係統之間的聯網,力士樂(lè)係統的通訊較為簡潔省(shěng)力。軟件(jiàn)通訊協(xié)議不(bú)占用硬件資源,且無硬件接線(xiàn)故(gù)障,通訊數據量可以隨時增(zēng)減,體現出(chū)了軟件協議通訊的優越性。力士樂(lè)係統很多的案例(lì)中,例如多於十二軸的要求,可以采用係統之間的聯網,從而組成比較複雜的控製。和計算機的聯網相同,網線通過以太網交換機即可建立連接。改動一台係統的IP地址,在PLC調用相應的(de)功能塊即可實現係統間的數據通訊。其中:“Ip Address”是另一台係統的IP地(dì)址(zhǐ);“Send Data Adr”是發送(sòng)的數組地址(zhǐ);“Recv Data Adr”是收到的數組地址;“Send Data Adr”和“Recv Data Adr”都是8個字節共計64位的存儲區。在另一台設備調用“IL_Udpcyclic”功能塊,即可建立兩台設備的數據通訊。按照(zhào)如此方法,僅使用一(yī)台交換機,即可實現多台(tái)係統的聯網通訊。
2.2 雙(shuāng)通道(dào)編程靈活
PLC讀寫變量,調用相應功能塊即可實現(xiàn)。可(kě)以使用符合DIN66025(包括補充標準)語法的(de)NC函數。控製器提供多(duō)種NC函數,除了DIN66025規定(dìng)的命令之外,還包含G代碼中的重要補充內容以及高級語言類型的語法元素。雙通道功能是力(lì)士樂MTX micro係統高性價比的市場(chǎng)亮點,該(gāi)價位的係統能提(tí)供雙通(tōng)道(dào)功能確屬(shǔ)少見。高端數控係統所用的高級編程語言REPEAT、WHILE、FOR等都可以在該係(xì)統編程使用(yòng)。和單通道的PLC軸相比,有非常大的優越性和靈活性。雙通道的程序同步功能(程序等待)如表1所示:
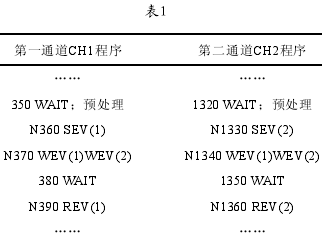
其中:SEV(1) 設置一個(gè)位事件;WEV(1)WEV(2) 等待位事件(jiàn);REV(1) 刪除一個位事件。以上三條指令(lìng)實(shí)現了雙通道的等待功能,任何一個通道(dào)執行(háng)到該處,等待(dài)另(lìng)一個通道程(chéng)序執行(háng)到該位置(zhì)“同步”後(hòu),方可共同向下執行程序(xù)。
Pl C對於CPL變量的讀寫(xiě):
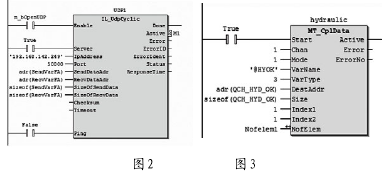
首先要在係統文件/usrfep/wmhperm.dat中定義變量名字及類型。在PLC調(diào)用“MT_cpl Data”功能塊即可實現PLC讀、寫變量。
如上圖3為PLC寫變量的截(jié)圖:@HYOK是變量名稱,可以在NC程序中直接訪問,QCH_HYD_OK是PLC處理邏輯的結(jié)果:液壓係統已啟動(dòng)。結果:@HYOK=QCH_HYD_OK。讀CPL變量(liàng)也是使用該功能塊,將參數Mode設(shè)定為1,該功能塊即為讀CPL變量。
2.3 控製部分的安全保(bǎo)護
對於自(zì)動線,控製方案的安全設計始終是一個關鍵(jiàn)的問題,這關係到自動線是否能穩定、可靠地運行,甚至說可以關(guān)係到整個生產線將來的推廣。我公司多台進口的大型設備,其(qí)安全部分設計(jì)得非常有特色,都具備相應的安(ān)全保護等(děng)級。較為關鍵的地方使用了軟件、硬件的雙重(chóng)保護。自動線(xiàn)的優勢能不能正常發揮,維護信息能否完整、詳實,能(néng)否切實地提高工作效率,關鍵(jiàn)在於控製是否設計得人性(xìng)化、合理化。這些是推廣自動化的基礎,是自動化控製正常運行的有力保證。對於該線安(ān)全方麵的設計方案,摘取三點說明如下:
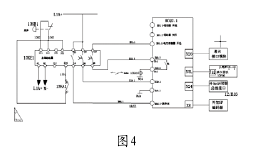
2.3.1 急停回路和係統的連接。急停(tíng)回路設計了PILZ的(de)急停模塊PNOZ S5。安全等級4級(根據EN954-1),具有強製斷開(kāi)的繼電器觸點,能保證急(jí)停對於係統快速準確的響(xiǎng)應。原理圖如下圖4:
2.3.2 軟件位置開關實現區間的保護(hù)。MTX micro軟(ruǎn)件位置開關最高可對整個係統中的48個(gè)位置(基準點)進(jìn)行監控,可向每個軸分配最多(duō)8個基(jī)準點。隻(zhī)要軸的當前(qián)實際位置大於或等於監(jiān)控位置,即置位軸(zhóu)接口信號i Ax_Pos Switch1至i Ax_Pos Switch8。

根據軸接口信號的變化,從而(ér)編程相應的邏輯保護。當機(jī)械(xiè)手移動到機床上方(fāng)換(huàn)料位(wèi)置區域內,從PLC程(chéng)序的邏(luó)輯(jí)結果可看出Qch2.qch_Custom1應有相應(yīng)的輸出,可以使(shǐ)用該信號(hào)做運動互(hù)鎖邏輯。例如,在機械手卸載位置、裝載(zǎi)位置、換料位置都設(shè)置(zhì)了軟件位置(zhì)開關,機械手隻有運行到這些(xiē)區域內,方能豎直方向(xiàng)運行。
2.3.3 硬件接近傳感器對於機(jī)械手特定位置的檢測。軟件位置開(kāi)關限製了(le)機械手隻有在特定的位置才能進行豎直的運行,但還不能保證位置的絕對準確(què)。電機自(zì)身所帶編碼器是半閉環(huán)控製,沒有全閉環的位置檢測。如果聯軸器等機械環節造成連接鬆動,軟件位置開關是(shì)無法檢(jiǎn)測出來的。為此設計了硬件接近傳感器,使用多個(gè)固定位置的機(jī)械檔塊來激活(huó)該開關。對於該生產線至少安裝(zhuāng)了以下兩個重要位置的位置檢測檔(dàng)塊(kuài):(1)水平方向(W軸):機械手裝載工件位置、卸載工件位置、換料位置(zhì)(機床上(shàng)方(fāng));(2)豎直方向(U軸):當機械手(shǒu)在豎直方向提升(shēng)到(dào)能使機械手水平移動的位置,該位置標(biāo)示機械手已提升到安全位置,水平方向(xiàng)可以(yǐ)進行移動。
以下是使用(yòng)M功能來判斷U軸的硬件開關位置是否到達:
……
N610 U=[SAFE_U];變(biàn)量[SAFE_U]數值為豎直方向的
U軸安全位置值
N620 M87;IF U_SAFE SWITCH IS CLOSED
N630 M69;UNLODING FINISH
N640 W=[LOAD_W]
……
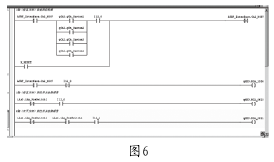
M87功能即是(shì)檢查到位開關的狀態(tài),如(rú)圖6所示,
“AUXF_Interface.Ch2_M87”串聯的輸入信號(硬件到位(wèi)開關)狀態有誤,則會產生1086的報警信息,程序停止,告之硬件檢測(cè)開關位(wèi)置沒有到(dào)達(dá)。這(zhè)一硬件保護措施從根本(běn)上解決了係統運行的(de)安全問題(tí)。在程序運行各個分支(zhī)的U=[SAFE_U]後,都要檢測一次硬件開關是否激活。為了檢測該硬(yìng)件開關是否(fǒu)故(gù)障(擊穿或者(zhě)斷線等故障),設計了硬件開關的狀態自檢。在開(kāi)關沒有被觸發的其他區(qū)間,PLC檢測開關的狀態(tài)是(shì)否正確。即對於硬件開關的自檢,PLC檢(jiǎn)測開關沒有(yǒu)激活的狀態(應該為0),NC程序使用M功能檢測激活的狀(zhuàng)態(應該為1)。為機械手的硬件位(wèi)置開關正常工作提供了檢測保障,是比
較完善的自檢保證措施。
如圖6所示的(de)最後兩個網絡,是PLC對於U軸和W軸(zhóu)硬(yìng)件開關在一(yī)定區間的(de)狀態自檢,如果該狀態不正常,則會有相(xiàng)應的報警。機械手往複運(yùn)行(háng)一次,PLC、NC則會多次檢測開關(guān)狀態是否正常。
3、結語
該係統使(shǐ)用四年多來,運行正常。數(shù)控係統顯示了極高的穩定性,安全功能有效地實現了相應級別的安全保護,雙通道的性能得到了(le)極致的發揮。該生產(chǎn)線性能可靠,由(yóu)於MTX micro的高性(xìng)價(jià)比,使得該自動生產線的現場應用得到了不斷的功能擴展。和(hé)進口的自動線相比,性價比、實用性都得到了驗(yàn)證,優勢明顯(xiǎn)。近幾年,公司已經推廣該生產線十餘條,為大眾、康明斯等(děng)多家知名公司配套產品。
投稿(gǎo)箱:
如(rú)果您(nín)有機床行業、企業相關新聞稿件發(fā)表,或進行(háng)資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您(nín)有機床行業、企業相關新聞稿件發(fā)表,或進行(háng)資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業(yè)界視點
| 更多

行業數(shù)據
| 更多(duō)
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削(xuē)機床產量數(shù)據
- 2024年11月 軸承出(chū)口情況
- 2024年11月(yuè) 基本型乘用車(轎車(chē))產量(liàng)數(shù)據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車銷量(liàng)情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據(jù)
- 2024年10月 金(jīn)屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產(chǎn)量數據
博文選萃
| 更多