州數控")



基於西門子840D數控係統的數控機床斜麵加工
2017-12-22 來源: 齊齊哈爾二機床(集團)有限責任公司 作者:孫亮
摘 要:針對數控(kòng)機床帶有角度擺頭的斜麵加工技術,以西(xī)門子840D 的編(biān)程技術簡化斜麵加工的繁瑣程度,使加工更方便簡捷為目(mù)的,對斜麵加工的參數設置,附件框架矢量設置,程序的編製進行詳細的剖析,對解決斜麵加工方案具有推廣意義(yì)。
關鍵詞:西門子840D ;C Y C LE800;斜麵加工
0 引 言
隨著工業(yè)的進步,數控(kòng)機(jī)床加工技術也迅(xùn)猛發展,各種工件對數控加工的(de)要求也越來越高,在數控銑削加工中經常會遇到(dào)空間斜麵的工件加工(gōng)。由於非專機類的(de)數控機(jī)床各軸都是基於幾何坐標軸基礎上的,因此要加工斜麵必須(xū)用到萬(wàn)能銑頭、擺角銑頭這一類的附件進行加工(gōng),由於加工平麵的空間(jiān)變化,使(shǐ)加(jiā)工編程與調試(shì)的難度變大,西門子840D係統專(zhuān)門為此類斜麵加(jiā)工設定了一(yī)套(tào)用戶循環———CYCLE800程(chéng)序。
本文將用典(diǎn)型的斜麵加工工(gōng)件與CYCLE800程序相結合(hé)的方式,具體說(shuō)明如何運用配備西門子840D數 控 係 統 的 臥 式銑 鏜 床 進行 斜 麵加工(gōng)。
1 、斜麵加工工件的原點
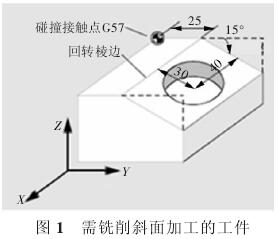
用X、Y、Z三坐(zuò)標數控臥式銑床(chuáng),在一個15度的加工平麵(miàn) 上 進 行 銑 削和一個直徑為50 mm圓形凹(āo)槽的銑削,需要進行斜麵加工的工(gōng)件如(圖1)所示,需要用到可回轉的刀架(萬能銑頭)。用CYCLE800程(chéng)序輔助將加工坐標係繞 X 軸 回轉 - 15°,得到(dào)新的坐標係(xì),在此坐標(biāo)係(xì)的基礎上進行加(jiā)工。
回轉到一個加工表麵或輔助表麵(miàn)時的步驟始終有3步,這也正是CYCLE800程序的基本原理:1)在旋轉之(zhī)前平移基準點;2)旋轉坐標係;3)坐標係旋轉之後平移。這3各步驟
也就構成了CYCLE800程序的標(biāo)準界麵輸入屏幕。
2 、附件框架的矢量(liàng)設置
此外,還需要將萬能銑頭或者(zhě)擺角銑頭等附件的框架數據在西門子840D數控係統的(de)擺動(dòng)循環界麵中進行設置,形成一套帶名稱的擺頭數據,名稱如“HEAD1”等(děng),在今後使用此擺頭附件進行加工時可直接調(diào)用。以本次加工需要(yào)用到的(de)萬能銑頭為例進行設置,銑(xǐ)頭外形尺寸(cùn)如(圖2)。
需要進行設置(zhì)的參數有:1)回轉軸矢量V1:回轉軸B圍(wéi)繞Y軸旋轉。2)回轉軸矢量V2:回轉軸C圍繞Y軸和軸旋轉。3)偏移矢量(liàng)I1:在固定安裝回轉(zhuǎn)頭I1=-(I2+I3)時矢量(liàng)結束。4)偏移矢量I2:回轉軸1的回轉中心(xīn)到回轉軸2的回轉中心的距(jù)離。5)偏移矢量I3:刀具基準點到回轉軸2的回轉中心的距離。6)萬(wàn)能回轉頭為手動旋轉模式,B軸與C軸的(de)回轉角度範(fàn)圍為0°~360°。具體設置如表1所示。
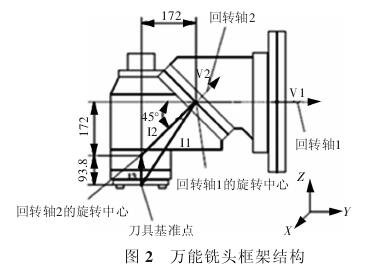
表1 萬能銑頭的(de)運動矢量參數
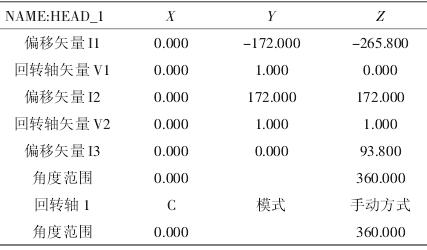
注:回轉軸1和回(huí)轉軸2的(de)旋轉中心基準點可以移動到旋(xuán)轉線,不必與機械旋(xuán)轉中心一致
3 、斜麵加工案例
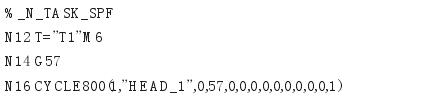
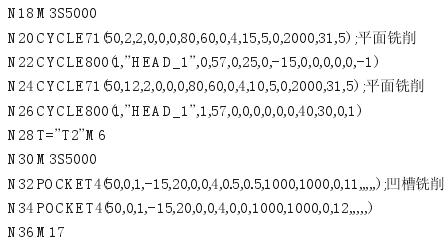
進行工件(jiàn)的(de)加工坐標係(xì)設置與萬能銑頭的框架數據設置之後就可以進行加工編程設計了(le)。在主(zhǔ)程序第一次調用回轉程序之前(qián)必須編程刀沿(刀具刀沿>0)和零點偏(piān)移,用該回轉循環碰撞接觸或測量工件。在回(huí)轉循環中,該零點(diǎn)偏移換算至相(xiàng)應的加(jiā)工平麵上。具體的加工程序(xù)編輯如下:
CYCLE800程(chéng)序不僅(jǐn)在斜麵加工中發揮著強大的作用,還在附件補償與角度補償有很強的作用,我們應在平時的應用中仔細分析其中可以(yǐ)利用的(de)技術原理,為進一步提高金屬加工技術與能力,更好地開發西門(mén)子標準循環為我國(guó)金(jīn)屬(shǔ)加工產業服務。
投稿箱:
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬")
業(yè)界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金屬切削(xuē)機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本(běn)型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源汽車銷量情(qíng)況(kuàng)
- 2024年8月 新能源(yuán)汽(qì)車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據(jù)
博文選(xuǎn)萃
| 更多
- 機械加工過程圖示
- 判斷一(yī)台加工(gōng)中心精度的(de)幾種辦法
- 中走(zǒu)絲線切割機床的發展趨勢
- 國產數(shù)控係統和數控(kòng)機床何去何從?
- 中(zhōng)國(guó)的技術(shù)工人都去哪裏了?
- 機械(xiè)老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時(shí)代,少談點智(zhì)造,多談點製造
- 現實麵前,國人沉默(mò)。製(zhì)造業的騰飛,要(yào)從機床
- 一文搞懂數(shù)控車床加工(gōng)刀具補償功能
- 車(chē)床鑽孔攻螺紋(wén)加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工(gōng)工藝的(de)區別