



摘 要:零件中一些有(yǒu)著特殊幾何(hé)形狀分(fèn)布的加(jiā)工,比如見的(de)圓周等分、矩陣分布的孔,可以采用數控(kòng)係統提供的循環指令來加工,但對於一些有著特殊(shū)形狀或結構(gòu)要求的零件,其分布的加工部(bù)位結構可(kě)能不是在平麵上,而是二維輪廓,或者三維輪廓,甚至更(gèng)為複雜。針對這(zhè)種情況(kuàng),我們(men)可以使(shǐ)用(yòng)宏程(chéng)序,采(cǎi)用條件轉移的方式來實(shí)現簡化程序。
關鍵詞:SIEMENS 係統;宏(hóng)程(chéng)序;特殊指令;數控編程
隨著高等院校的飛速發展和數控技術的廣泛應用,大批數控機床編(biān)程人員的培訓迫在眉睫而(ér)又難以解決。目(mù)前的數(shù)控係統為用戶提供了許多(duō)具有(yǒu)特殊意義的 G 指令(lìng)、宏指令以及參變量。這就(jiù)使我們在編程過程中,對於具有相同與相似(sì)加工部分的零件,更容易編製它們的通用程(chéng)序,並且(qiě)采用特殊(shū) G 指令、宏指令及(jí)參變量編程,使所編出的程序更加簡化。比如 SIEMENS 係統中的可編程參數設定$TC_DP6 指令以(yǐ)及相關的宏指(zhǐ)令。
1 、可編程參數設定$TC_DP6 指令及宏指(zhǐ)令
刀具幾何參數的編輯,即通過程序指令(lìng)來變更刀具(jù)的半徑補償量,在 SIEMENS 係統中可(kě)通過$TC_DP6 指令來(lái)實現。
1.1 $TC_DP6 指 令 變 更 刀 具 補 償 量 。 格 式 :G90/G91$TC_DP6[1,1]=R;其中,變量 1—前一個 1 表示(shì)對變量的(de)賦值(zhí)為 1,這(zhè)個 1 表示變更刀具補償量方式;1—刀(dāo)具補償(cháng)號;R—刀(dāo)具的補償量;G90—絕對坐標編程(覆蓋原有補償量);G91—相對對坐標編程(在原有補償量的基礎上累加)。為了能夠實現(xiàn)用同一把刀具(jù)對(duì)零件進行粗、精加工,可(kě)以通過改(gǎi)變程序中 R 來改變刀具的半徑補(bǔ)償量,從而實現一(yī)把刀加工(gōng)零件輪廓(kuò)時加工餘量的調整。
1.2 用戶宏指令
1.2.1 變量的賦值與運算。格式:R1= R2+R3;SIEMENS 係統中以“R”作(zuò)為變量名,“R”後(hòu)的數值為變量的下標用來區分各變量。“=”表(biǎo)示變量的賦值,“R1”為被賦值的(de)變量,“=”右(yòu)邊(biān)可以是實際值或數學表達式(shì)。數學表達式中可包含四則混(hún)合運算(suàn)和三角函數運算。
1.2.2 無 條 件 轉 移 指令 GOTO。格 式 :GOTOB labe1;GOTOFlabe1;GOTOB-向(xiàng)後跳(tiào)轉(zhuǎn),即向(xiàng)程序開始的方向跳轉;GOTOF-向前跳轉,即向程序結束的方向跳轉(zhuǎn);labe1 表示行號,轉移到目的程序段在哪一行,這裏就寫該行的行(háng)號。
1.2.3 條(tiáo)件轉移指令 IF。格式:IF [conditional expression] GOTOBlabe1;“[ ]”中是一個邏輯運算表達式,常見的邏輯運算功能指令(lìng)如下:=;≠;>;≥;<;≤。邏輯運算過程中,常量、變量與數學表達式均可參與運(yùn)算。labe1 是轉移目(mù)標程序段(duàn)的行號。若“[ ]”中邏輯運算表達式(shì)成(chéng)立,程序將轉移到 labe1 所指定的程序(xù)段,不然,將繼續執行下一個程序段。在數控編程中,根據零件結構的特點,對於數控係統中的特(tè)殊指令(lìng),我們可以加以靈活運用。例 如 ,將$TC_DP6 指令與用戶宏指令共同使用,可以使零件的加工程序更加簡化,使程序可以縮短到原來的(de) 1/3,甚至更短。
2 、應用實例分析
2.1 零(líng)件特點。如圖 1 所(suǒ)示是一個橢圓,把(bǎ)它從中點和(hé)端點分(fèn)成兩個半橢圓,然後用直線相連。長半軸為 76mm,短半軸(zhóu)為 20mm。使用 φ12mm 刀具。將工件坐(zuò)標係(編程坐標係)G54 的原點設定在零件對稱中心。
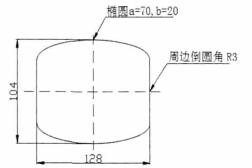
圖 1 零(líng)件圖(tú)
2.2 程序處理。在零件(jiàn)的實際加工過程中,由主程序 ABC.MPF來調用宏程序。零件的外形輪廓加工完之後,利用(yòng)可編程參數設定指令$TC_DP6 的刀具補(bǔ)償量更(gèng)換功能,在加工倒圓角時通過變更刀具補償(cháng),使工件坐標數值(zhí)逐漸增大,而 Z 軸由參數的變化而逐步下降一(yī)個深度,其深度由參數確定。程序執行框圖如圖 2 所示。
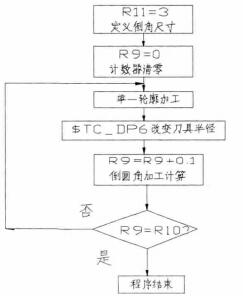
圖 2 宏程序執行框圖
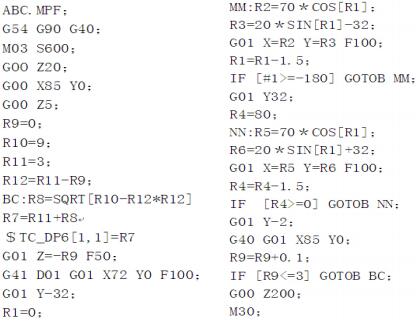
利用係統宏(hóng)指令的參數計算以及判斷循環功能,在宏程序ABC.MPF 中通過多次循環執行,將 R3 的圓角完成,程序既簡化又清楚地表達了每一個加工步驟。下麵是具體加工程序:
結束(shù)語
通過(guò)編程的方式,根據需(xū)要重新設定工件坐標係(xì),借助於可編程的參數設定$TC_DP6 指(zhǐ)令,能夠使工件坐標係在任意方向上改變位置。該指令與(yǔ)宏指令的共同使用,大大(dà)增強了被加工零件數控程序(xù)的邏輯(jí)性和靈活性,進一步擴(kuò)展了數控係統(tǒng)的(de)加工功能。在數(shù)控程序中采用如$TC_DP6 之 類 的 一 些特殊功能指令及變量(liàng),為解決一些形狀特殊及輪廓複雜的零件加工程序的編製提供(gòng)了新(xīn)思路。
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產(chǎn)量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(chē)(轎車)產(chǎn)量數據