



海德漢--檢測餘量智能化銑削04版軟件的iTNC530
2015-2-5 來源:數控機床市場網 作者:-
04版軟件的iTNC530

循環25(輪廓鏈)與循環14(輪廓)共同用於加工(gōng)開(kāi)放式(shì)和封閉式輪廓。新增的(de)餘量檢測循(xún)環使銑削加(jiā)工更加智能:銑刀隻加工粗加工中無法(fǎ)達到的角點和圓角部(bù)位—不需(xū)要沿整(zhěng)個輪廓運動。
新參數:
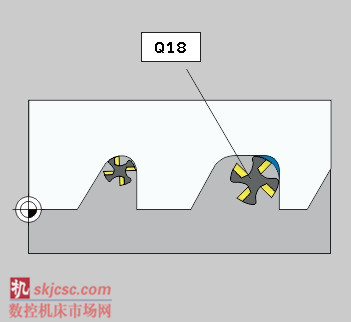
Q18–粗銑刀:TNC粗(cū)銑輪廓(kuò)時(shí)使用的刀號或刀名。TNC根據以前使用的銑刀直徑計算需加工的輪廓部位。然後,TNC將刀具運動到相應位置。如果未執行粗加工,輸入“0”。數控係統盡可能用(yòng)當前(qián)刀具加工輪廓(kuò)。
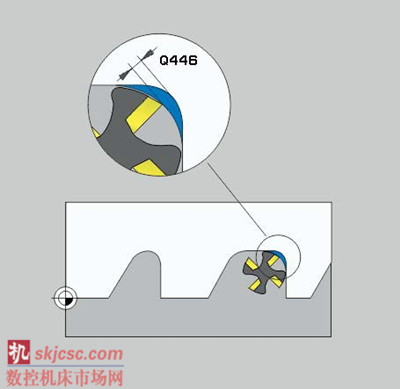
Q446–餘(yú)量:TNC不加工輪廓的最小餘量厚度。默認值:0.01mm
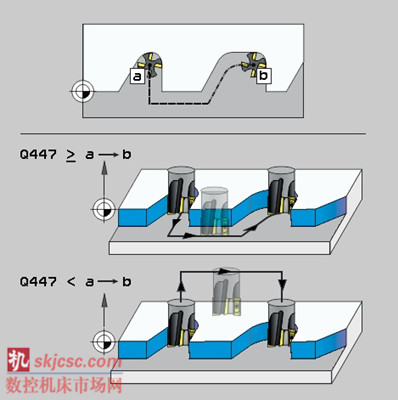
Q447–連接距(jù)離:兩個需半精加(jiā)部位之間的最大距離,在該距離內刀具在(zài)加(jiā)工深度位置沿(yán)輪廓運(yùn)動,無退刀運動。

Q448–路(lù)徑延長(zhǎng):在輪廓起點和終點位置,刀(dāo)具路徑延長(zhǎng)該長度。TNC總是沿平(píng)行於輪廓方向延長刀具路徑。
投(tóu)稿箱:
如果您有機床行業、企業相關(guān)新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視(shì)點
| 更多
牌調查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數(shù)據(jù)
- 2024年11月 軸(zhóu)承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數(shù)據
- 2024年9月 新(xīn)能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車(chē)產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據