


龍(lóng)門刨床無走(zǒu)刀維修案例分析
2019-5-9 來源: 中國(guó)工程(chéng)物理研究院機械製造工藝研究(jiū)所 作者:馬慧 軍 宋傑(jié)
摘 要:針對龍門刨床左刀架無法進刀的問題,通(tōng)過分析刀架控製(zhì)原理,利用逐(zhú)步排除的方法,根據機床結構、控製原理(lǐ)等對故障檢修過程及檢修過程中的測試數據進行(háng)故障原因分析,在故障原因分析(xī)的基礎上找到具體(tǐ)故障點,對設備進行了合理的調(diào)整和改進,消除了故障隱患,避免(miǎn)了故障的重複發生。
關鍵詞:刨床;進刀(dāo);維修
0 引言
龍門刨床主要用於精加工各種機械的(de)大中型零件,刨削(xuē)水平麵、垂直麵、傾(qīng)斜麵及各種平(píng)麵的導軌麵。該機床具有牢固的剛(gāng)度,工作台切削(xuē)和返回行程(chéng)的速度可以獨立(lì)無極調整,調整時不必停車,電氣(qì)化程度較高,其電氣係統采用一套全數字直流調速(sù)係統。在控製設計時,對受控對象進行研究(jiū)分析,采用(yòng)與之相匹(pǐ)配的控製器件,大大提高了整個係統的穩(wěn)定性,降低了係統故(gù)障率。
1 、故障(zhàng)現象
龍門刨床在使用過程中,左刀架進(jìn)刀機構無法進刀(dāo)。
2、 故障分析及處理
從(cóng)龍門刨床的結構、功能出發,對(duì)整個故障進行了分析(xī),並提出了解(jiě)決方案,最終解(jiě)決了問題。
2.1 機床結構、功能及控製原理
機床結構(gòu)如圖1所示,垂直進刀(dāo)和側刀架進刀結構和工作原理基本上是相同的。進刀量分為兩檔,當六爪撥叉的撞(zhuàng)塊碰到固定(dìng)製(zhì)子時進刀停止,雙向超越離合器外環空轉,直到電機停止。進刀電機反轉以(yǐ)使進刀機構複位,快速(sù)移(yí)動時,進刀電機連續運轉(zhuǎn),不經過雙向超越離合器,而是由(yóu)靠近渦輪爪型離合(hé)器(qì)直接傳動,為了防止由於誤操作導致設備(bèi)損壞,離心摩擦離合器和快速移動進刀等有聯鎖開關(guān)。采用PLC(可編程控製(zhì)器)進行電(diàn)氣邏輯控製,保(bǎo)證機(jī)床可靠(kào)地自動(dòng)工作,工(gōng)作台(tái)往(wǎng)複一次後,刀架自動進給,後(hòu)退行程中,刀架自動抬起,工作台在行(háng)程末尾進行減速、反向(xiàng)等(děng)運動的自(zì)動(dòng)變(biàn)換.
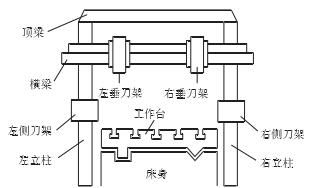
圖1 機床結構圖
此龍門刨的電氣係統采用了一套全數字直流調(diào)速係(xì)統,用於將直流電供給給它勵式(shì)直流(liú)電動機的電樞(shū)和磁場(chǎng),從而實現四象限運行的(de)控製;交流控製采用了PLC邏輯控製,其中進刀控製是由PLC的輸出點Y2,經過交流接觸器KM5控製電機實現的。
龍門刨床刀架工作過程中,需要承受較大切削力,且經常承受衝(chōng)擊,摩(mó)擦較快,由於磨損增大了配合(hé)麵間隙,刀架剛度會大大降(jiàng)低,影響加工精度,甚(shèn)至導致機構不能(néng)工作。為(wéi)此,檢查刀架消(xiāo)隙裝置,通過調整鑲條間隙已經達(dá)到最小,但還是不能進刀。因此,進一步檢查進刀(dāo)機(jī)構控(kòng)製邏輯(jí)。
2.2 故障分析及處理
進刀裝置不進(jìn)刀原因有很多,根據原理,如(rú)圖2所示,包括輸入點X17是否未輸入,工作台自動聯鎖Y20是否(fǒu)準備(bèi)就緒(xù),Y3互鎖是否複位,最終PLC內部輸(shū)出M5是(shì)否有輸出等等,這些(xiē)因素都會影響進刀控製。若M5有輸出,Y3也在停止位(wèi)置,工(gōng)作台聯鎖Y20有輸出,輸出(chū)點Y2就應該有輸出,然後(hòu)KM5得電(圖3),進刀(dāo)有動作。
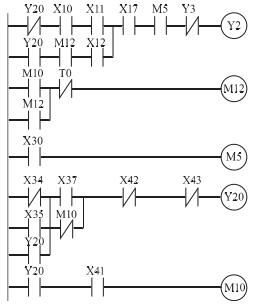
圖2 梯形圖
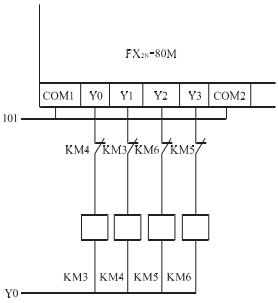
圖3 電(diàn)氣原理圖
通過對元件及(jí)線路檢查,各點狀態正常,接線也未發現問題,這(zhè)時檢查PLC,表麵上看PLC輸出點Y2有指示燈亮,但(dàn)接觸器KM5無動作,試著更換新接觸器進行觀察動作,依舊沒有進刀。然後(hòu)對PLC在線進行監控,PLC程序正常,Y2輸出(chū)正常,檢查線圈電壓還是沒有220 V(此接觸器線圈電壓為220 V),懷疑PLC輸出點有(yǒu)問題,檢查(chá)輸(shū)出點沒有電(diàn)壓,說明Y2點實(shí)際並未輸出。初步確定,不進刀故障(zhàng)係PLC內(nèi)部(bù)輸出模塊損壞(huài)導致。
針對自動化較強的機電設備,在進行整體方案設(shè)計時,要考慮到後續故障的排查,同樣要有適當的I/O備用點,針對這次故障,將輸出點Y2更換到備(bèi)用點Y70,問題即可解決。但是(shì),該機床在今後的使用中還有可(kě)能燒毀PLC輸(shū)出點,日後潛在的故障還(hái)有可能發生,如果頻繁燒點,隻有更換整機,成本很高,加上此設備(bèi)承擔重(chóng)要的科研任務,時(shí)間上或許更是麻煩。那麽我們試著分析故障原因:PLC輸出端對電源有具體要(yào)求,根據輸出負載(zǎi)的性質,它有不同的保(bǎo)護電路,回路中存在感性負載時,頻(pín)繁啟(qǐ)停,電流瞬間很大,產生一個尖峰,就可能損(sǔn)壞輸出模塊。為了有效防止類似故障再發生,加裝一(yī)個小型交流繼(jì)電器(qì)KA,使PLC的輸出直接控製其動作,再(zài)由繼電器控製KM5(圖(tú)4),進而控製進刀電機動作。這樣就改變了負載大小,減輕了輸出模(mó)塊的負擔(dān),能減少(shǎo)故障的發生。
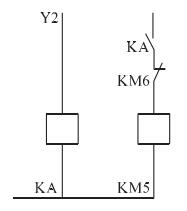
圖4 改(gǎi)進後原理圖
3 、結語
根據進(jìn)刀控製頻繁動作的特點,改進機床原設計,將PLC輸出負(fù)載由(yóu)大電流接觸器改為小電流繼電器過渡下控製接觸器,降低了PLC負荷,從而保護了PLC模塊,降低了機床故障概(gài)率。
對任何設(shè)備,出現故(gù)障(zhàng)及時維修是必要的,但分(fèn)析(xī)故障發(fā)生的原(yuán)因,必要時對設備進行合理的調整和改進(jìn),消除故障隱患,避免故(gù)障的重複發生,才真正是維修好了設備(bèi),才能使設備發揮出(chū)最大效能。本文根據機床結構、控製原理(lǐ)、實踐經驗對故障檢修過程及檢(jiǎn)修(xiū)過程中的測試數據進行(háng)故障原因分(fèn)析,在故障原因分析的基礎上找到具體故障點,然後得出了故障處(chù)理的技術路線及方(fāng)法。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多(duō)
牌調查")
行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月(yuè) 基本(běn)型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能(néng)源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口(kǒu)情況(kuàng)
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情(qíng)況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據