


利用廢舊車床改造拉床實踐
2016-8-10 來源:廣州市(shì)輕工高級技工學校 作者:陳建超
摘(zhāi)要: 某工廠周期性大(dà)批量生產(chǎn)皮帶(dài)輪, 使用(yòng)刨床加工, 加工效率低(dī), 精度不易保證。為解決此問(wèn)題, 將工廠的舊車(chē)床改造為拉床(chuáng), 解決了生產中(zhōng)易出現的問題, 滿足了實際生產的需要。
關鍵詞: 廢舊車床; 拉(lā)床; 工藝革新
作者接觸的一間大型機械加工廠周期性(xìng)生產大批量的皮帶(dài)輪, 開始(shǐ)時是使(shǐ)用刨床進行(háng)加(jiā)工, 加工效率低, 精度不易保證。後經過與技術人員的共同努力,完成了工廠舊車床改造拉床的工作。此次機床改造在結構設計(jì)上有一定的獨到之處, 下(xià)麵簡單予以介紹。
1、拉削的特點
拉削是一種高效率的精加工方(fāng)法(fǎ), 利用拉刀可以拉削(xuē)各種形狀的通孔和鍵槽, 如圓孔、矩形孔(kǒng)、多邊形孔、鍵糟和內齒輪等。拉(lā)床結構簡單、操作較(jiào)方(fāng)便(biàn)。拉刀有壽命長、生(shēng)產率高、加工質量高等優點,主要(yào)用於大批量生產或定型產品(pǐn)的成批生產(chǎn)。
2、改造方法
將車床改(gǎi)成拉床須解(jiě)決以下2 個問題(tí): (1) 車床主軸的回轉運動改變成(chéng)拉刀的往(wǎng)複直線運動。
(2) 使(shǐ)車床主軸隻輸出扭矩而不承受(shòu)拉力(即不改變主軸箱內各傳動部(bù)件原有傳動的受力特點)。

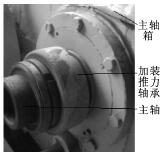
圖1 車床卡盤位置加裝螺紋拉頭 圖2 主軸伸出主軸箱位置加裝推力軸承(chéng)
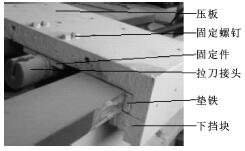
圖3 固定絲杠的方(fāng)法
如圖1 所示, 車床卡盤位置安(ān)裝一球墨鑄鐵材質的螺紋拉頭, 大端與車床(chuáng)主軸(zhóu)螺紋連接, 用螺紋(wén)頂絲把拉頭和機床主軸固定在一起, 保證(zhèng)拉頭與主軸連接可靠, 防止機床反轉時拉(lā)頭鬆脫掉; 小(xiǎo)端與絲杠(gàng)連接, 把機床主軸的回轉運動轉化為絲杠的直線運動,絲杠采用車床舊(jiù)絲(sī)杠即可。
機床主軸箱尾部主軸(zhóu)伸出主軸箱位置(zhì)加裝推力軸承, 如圖2 所(suǒ)示, 這(zhè)樣當機床(chuáng)正轉拉削(xuē)工作時, 把(bǎ)主軸承受軸向的拉力轉移到機床主(zhǔ)軸箱, 確保主(zhǔ)軸的工作不受影響。
利用一個(gè)廢舊鑄鐵平板作為壓板與下方的固(gù)定件用螺釘連接, 固定絲杠(gàng), 如圖3 所示, 使機床正轉(zhuǎn)拉削工作和反轉回退時絲杠隻能作往複運動, 而不能轉(zhuǎn)動, 確保工作的有效性。
3、拉削夾具
拉床夾具用於確定工件在拉床上的正(zhèng)確位置並夾緊工件, 在拉削工藝中占有很重要的地(dì)位, 是保證零件加工技術要(yào)求中所規定的尺寸(cùn)精度、表麵粗糙度以及(jí)各表(biǎo)麵間相對位置精度的重(chóng)要(yào)措施。生產中(zhōng), 為保(bǎo)證產品質量、提高(gāo)生產效率、減(jiǎn)輕勞動強度, 應正確選擇和使用夾(jiá)具。
如圖4 所示, 此(cǐ)機床采用的拉削夾具(jù)由擋板1、定位環2 兩部分組成, 導向部分由定位環上麵的導(dǎo)向槽來控製。擋板1 固定在床身上; 定位環2 固定在擋板1 上, 調整擋板1 的位置使定位環孔與主軸中心等高, 工藝槽向上。
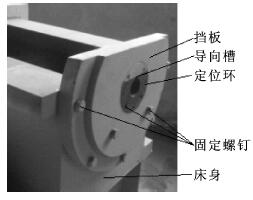
圖4 拉(lā)削夾具
4、加工過程
(1) 將(jiāng)工件通過連接件與定位環孔連接。
(2) 將(jiāng)拉刀從工件外(wài)側通過工件、連接件、定位環靠近(jìn)拉刀接頭。
(3) 連接拉刀與拉刀接頭。
(4) 開動機床進行拉削, 用調試好(hǎo)的行程開關控製把(bǎ)鍵槽(cáo)加(jiā)工完成。
(5) 取出拉刀, 卸下(xià)加工(gōng)完成的工件(jiàn), 安裝新工(gōng)件。
(6) 快速回退絲杠到加工起始位置。
(7) 重複步驟(1) — (6), 進行下一個工件的加(jiā)工。
5、容易出現的問題
(1) 主軸箱後安裝的推力軸承預緊(jǐn)力(lì)不當, 使主軸在拉削工作時產(chǎn)生軸向位移。
(2) 拉頭(tóu)安裝時頂絲沒有安裝到位, 機床回退時拉頭鬆動。
(3) 拉削夾具的工作中心(xīn)(定位環)、主軸中心和壓(yā)板固(gù)定處絲杠中心不等(děng)高, 拉削工作(zuò)時拉頭與絲杠產生一定的扭曲, 受(shòu)力不當。
(4) 夾(jiá)具長時間工作, 定位(wèi)環產生一定的變形,影響工件精度(dù)。
6、解決方法
(1) 需要一個經驗豐富的機修師(shī)傅進(jìn)行推力軸承的(de)安裝, 並進行多次試驗(yàn)和測(cè)量。
(2) 拉頭與主軸之間一旦安裝好, 要用2 個以上頂絲進行預緊, 在開(kāi)始的前50 個(gè)工件裏經常(cháng)觀(guān)察是否有鬆動跡象, 適時跟進, 確保到位。
(3) 壓板、固定件通過螺釘與絲(sī)杠連接後要保證與主軸中心高的一致性(xìng)、導軌上平(píng)麵與主軸的平行(háng)度等精(jīng)度都要經過測量和(hé)調整, 在符合要求以後再進行固定。
(4) 定期進(jìn)行夾具定(dìng)位環的精度檢測, 當發現(xiàn)精度達不到要求時及時調整或更換定位環。
7、結束語
一些機械廠經常加工一些特殊內形的零件, 購買(mǎi)拉床需要一定的資金(jīn), 而企業內又有舊(jiù)的和報廢的車床, 利用這種方法(fǎ)加(jiā)以改裝, 既能達到(dào)實際生產的需要(yào), 又能做到物盡所(suǒ)用和(hé)節省資金, 有一定(dìng)的推廣價(jià)值。
投(tóu)稿箱:
如果您有機床行業(yè)、企業相關新(xīn)聞稿件發(fā)表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新(xīn)聞稿件發(fā)表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬")
業界視點
| 更多

行業(yè)數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月(yuè) 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月(yuè) 新能(néng)源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床(chuáng)產量(liàng)數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源汽車產量數(shù)據
- 2028年8月 基(jī)本型乘用車(轎車)產量(liàng)數據