


B2015 龍門刨(páo)床控製係統的(de)技術改造(zào)
2018-6-19 來源: 徐州技師學院電氣學院 作者:孟慶龍
摘 要:傳統的龍門刨床電力拖動多為直流電機擴大機—發電機—電動機組(簡稱 K-F-D 係統(tǒng)),控製部分采用常規繼電接觸電器方(fāng)式。本文介紹采用交流變頻調(diào)速係統和 PLC 可編程控製技(jì)術,改造 B2015 龍門刨床(chuáng)技術,通過驗證取得了滿意的效果。
關鍵詞:繼電(diàn)接觸電器;變頻調(diào)速;PLC 控製(zhì)
一、龍(lóng)門刨床對(duì)電力拖動及控製的要求
龍門(mén)刨床是頻繁往複運動的生產機械,前進(jìn)為切削行程。後退行程是不作切削的(de),隻是讓工作台駛回準備作第二次切削,且高於前進行程速度。為了(le)加工不同(tóng)的金屬材料和滿足不同加工工藝,要求(qiú)工作台有(yǒu)較寬的(de)調速範圍和較硬的機械特(tè)性。從工(gōng)作台的運行過程可以看出,前進與後退的變換(huàn)過程中,各段速(sù)度(dù)變化不同。由於工件(jiàn)長度不一,要求工作台(tái)的行程也不同,數(shù)據需要現(xiàn)場調整。工作台的前進、後退、點動、設定加工速度和後退速度均能自由操作(zuò),按鈕盒的各種鍵功能不變。
二、工作台傳(chuán)動及功率
龍門刨床工作台主(zhǔ)傳動機械由兩級斜齒圓柱齒輪減速箱(總減速比為 9),經較(jiào)長傳動軸傳到 45°斜(xié)齒輪(lún)齧合齒條帶動工作台。在整個功率的傳輸過程,要考慮到(dào)機械空載功率、摩擦功率和切削功率(lǜ)等因素。即(jí) P 主 =P 切 +P 摩 +P 空;P 主:主拖動電動機的(de)功(gōng)率;P 切(qiē):加工切削功率;P 摩:機械運行的摩擦功率;P 空:機械的(de)空(kōng)載功率。通過計算或查出上述各種因素,即可算得拖動最大功率(lǜ)。
三、龍門刨床電力拖動係統的設計
選擇最(zuì)佳設計方案要考慮諸多(duō)因素,上述分析 B2015 龍門刨(páo)床的拖動電機受(shòu)切削力、靜動摩擦力等影響,同時與運行(háng)速度也有關係,其工作台的負載性質是恒功率性質,即在不同切削速度 Vz 時切削功(gōng)率 Pz 近似不變。事實上,由於機床機械(xiè)剛度是有限的,龍門刨床應有一個最大切削(xuē)力(lì) Fmax 。當 Vz<Vx 時,Fz=Fmax= 常數,其負載為恒轉矩特性。當Vz>Vx 時,其負載是轉矩性質為恒功率 , 恒功率切削區的最低切削速(sù)度 Vx,稱為(wéi)計算速度(dù) Vx,而最大切削力(最大牽引力)可(kě)在 B2015 手冊查到。顯然,龍(lóng)門刨床需要的切(qiē)削功率 Pz=Fm Vx/NK1K2(k W)。
公式中,Fm:最大牽引力(N);Vx:轉折點的速度(dù);K1:功率變化係數;K2:允許過負載係數;N:機(jī)械效率。選擇交流電機時還應(yīng)考慮恒轉矩調速用於恒功率調速和交(jiāo)流電動(dòng)機(jī)的(de)特性,電動機功率就應擴大若幹倍(bèi),這一計算與上述機械分析是一致的。經過實際測量 B2015 龍門刨床選擇(zé) 45 k W 交流電(diàn)動機作為主拖動電機(jī)還有較多的富(fù)裕量,考
慮到工作台的低速延伸,還可考慮(lǜ) 37 KW(600 rpm)交流電動機方案。鑒於上述分析 , 筆者選擇了日本 SANKEN 公司的IHF-55K 變頻器和變頻專用 YTS280M-8 三相異步電(diàn)動機組成了 B2015 龍門(mén)刨床的拖動係(xì)統。IHF-55K 變頻器具有無速(sù)度傳感的控製模式或內藏 PID 控製模式(shì),構成(chéng)的(de)速度閉環調速係(xì)統可達到龍門刨床的機械電氣性能要(yào)求。
四、電氣(qì)控製部分的設計
龍門(mén)刨床電氣操作較複雜,本著不改(gǎi)變操作習慣的基礎,筆者選擇采用日本 OMRON 公司的 PLC 及常規電(diàn)器件構(gòu)成電氣(qì)操作係統,龍門刨床的工作台的(de)自動、手動進退、換向、點動、垂直、左右刀架(jià)的動作和橫梁升降及夾緊等電器控製,均由 PLC 軟件完成,軟件設計(jì)完全實現了各種(zhǒng)操作與原(yuán)操作保(bǎo)持一致。通過交流電動機的測速機,還設(shè)計了工作台運動速度顯示功能。由於 PLC 具有豐(fēng)富的軟件,有內部計(jì)數器、計時器、輔助繼電器。利用它來設計龍門(mén)刨床的各種操作程序十分方便,大大減少了常規電氣件的用量,降低了整機的故障率,增加了運行可靠性,電(diàn)氣原理框(kuàng)圖如圖 1 所示.
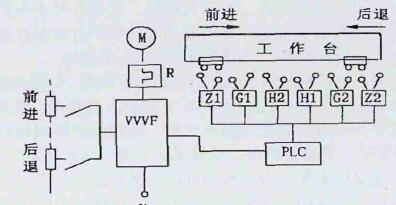
圖 1 龍門刨床(chuáng)工作台行程(chéng)控製框(kuàng)圖(tú)
通過實(shí)踐證明,采(cǎi)用交(jiāo)流變頻拖動係統和 PLC 可編程控製技(jì)術改造 B2015 龍門刨床直流(liú)機組 K-F-D 係統,不僅簡化(huà)了控製線路,縮小(xiǎo)了控製裝置的體積,提高了係統工作的可靠性、通用性,而且還(hái)增強了控製係(xì)統的功能,提高了(le)B2015 龍門刨床自動控製的控製效率。
投稿箱:
如果(guǒ)您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地(dì)區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機械加(jiā)工過(guò)程圖示
- 判斷一台加工(gōng)中心精度的幾種(zhǒng)辦法
- 中走絲線切割機床的發(fā)展趨勢
- 國產數控(kòng)係統和數控機(jī)床(chuáng)何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是(shì)小(xiǎo)作坊?
- 機械行業最新自殺性(xìng)營銷,害人害己!不倒閉才
- 製造(zào)業大逃亡
- 智能時(shí)代,少談點智(zhì)造,多談點製造
- 現實麵(miàn)前,國人沉默。製造(zào)業的騰飛,要(yào)從機床
- 一文搞懂(dǒng)數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加(jiā)工方法(fǎ)及工裝設計
- 傳統鑽削與(yǔ)螺旋銑孔加工工藝的區別