


轉位式牛(niú)頭刨床夾具的虛擬設計
2018-8-28 來源(yuán):李 斌 曲良斌 作者:-
摘 要: 轉位式牛頭刨床夾具是生產車床小刀架必不可少的工藝裝備(bèi). 從(cóng)該夾具的(de)工作原理與定(dìng)位方案出發,對(duì)零部(bù)件進行了結構設計,利用虛擬裝配技術確定了各零部件的尺寸(cùn),在裝配過(guò)程中進行了碰(pèng)撞與幹涉檢驗,縮短了產品的研發周(zhōu)期,降低了成(chéng)本,對夾(jiá)具(jù)的設計與開發有借(jiè)鑒意義.
關鍵(jiàn)詞: 刨床夾具; 轉位式夾具; 虛擬裝配
夾具,特別是專用夾具,作為一種能大幅提高生(shēng)產效率的工藝裝備,在(zài)機(jī)械加工行業中有重要的地位.怎樣快速、高效地設計夾具一直是機械加工企業亟待解決的問題. 虛(xū)擬裝配(pèi)是在產品的設計過程中,為(wéi)了(le)更好地輔助與裝配有關的設計決策,在虛擬環境下對計算機數據(jù)模型進(jìn)行裝配關係分析的一項計算機輔助設計技術.
將虛擬裝配技(jì)術引(yǐn)入(rù)夾具的設計中,能改(gǎi)變機械加工企業(yè)傳統(tǒng)的設計、生(shēng)產和管理(lǐ)夾具的模式,最大限(xiàn)度地利用虛擬設計手段提高(gāo)夾具產品的質量和性能,縮短設計周期,有利於企業快速響應市場需求(qiú)
1 、零件結(jié)構
轉位式牛頭刨床夾具用於(yú)在牛(niú)頭刨床上刨削車床小刀架上體兩(liǎng)條燕尾導軌麵,車床小刀架上體如圖 1所示(shì).車床小刀架上體作為車床上直接影響車(chē)刀位置的零件,特別是小刀架上體的(de)兩條燕尾導軌麵(miàn),對其(qí)加工精度的要求較高. 由於兩條(tiáo)燕尾導軌麵中隻(zhī)有一條與(yǔ)小刀架上體中心線平行,另一條與中心線(xiàn)存在 1∶ 50的斜度,要同時對這(zhè)兩條(tiáo)導(dǎo)軌麵進行加工,必須對小刀架(jià)上體的(de) 6 個自由度完全定位.
2 、總體方案的設計
為了提高加工效率,需要綜合考慮牛頭刨床工作台與(yǔ)小刀架上體的尺寸,設計能同時裝夾兩個(gè)工(gōng)件的夾具. 以小刀架上體的底平麵 A、側麵 B 及端麵 C 為定位基準(zhǔn)( 見圖
1) ,夾具的總體方案如圖 2 所示.
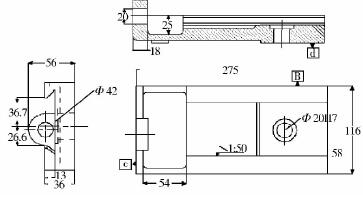
圖 1 車床小(xiǎo)刀架零件(jiàn)( 單位: mm)
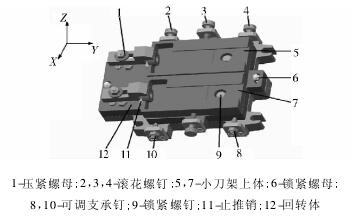
圖 2 轉位式牛頭刨床(chuáng)夾具設計方(fāng)案
圖 2 中,小刀架上體 5 和 7 在回轉體 12 的(de)平麵(miàn)、側麵( 工件 5 和 7 之間的窄支(zhī)承板側平(píng)麵) 及止(zhǐ)推銷 11上定位,並建(jiàn)立空間直角坐標係. 由六點定位原則可知,底平麵限製 3 個自由度,分別為沿 Z 軸的移動 珒z,繞(rào) X軸(zhóu)的轉動)x,繞 Y 軸的轉(zhuǎn)動)y; 側麵(miàn)定位元件采(cǎi)用窄支承板,限製 2 個自由度,分別為沿 X 軸的移動 珒z,繞 Z 軸的轉動)z; 止推銷 11 限製沿 Y 軸的移動)y,對小(xiǎo)刀架上體進行完全定(dìng)位. 擰兩個螺母 1,鎖緊螺釘 9 和滾花螺釘(dìng) 3 把(bǎ)工件夾緊.加工直導軌麵時,回轉體 12 一側與可調支承釘 8 接觸. 擰滾花螺釘 2 和兩鎖緊螺母 6,使回轉體定位(wèi)側麵與刨床滑枕方向一致並固定在底(dǐ)座上. 加工 1∶ 50 斜導軌麵時,可鬆開(kāi)滾花螺釘(dìng) 2 和兩個鎖緊螺母 6,使回轉體另(lìng)一側與可調(diào)支承釘(dìng) 8 接觸. 再擰滾花螺(luó)釘 4 和兩個鎖緊螺(luó)母 6,即可進(jìn)行加工.
3 、轉位式牛頭刨床(chuáng)夾具的虛(xū)擬裝配
通過對轉位式牛頭(tóu)刨床夾(jiá)具工作原理與總體方案的確定,基於 Pro /E 軟件對其進行三維建模,在Pro /E軟(ruǎn)件的組(zǔ)件(jiàn)模塊下(xià)對零部件進行虛擬裝配(pèi),經過解析(xī)計(jì)算確定各(gè)夾具零部件的尺寸,采用“top-down”模式進行交互設計,設計流程如圖 3 所示(shì)。
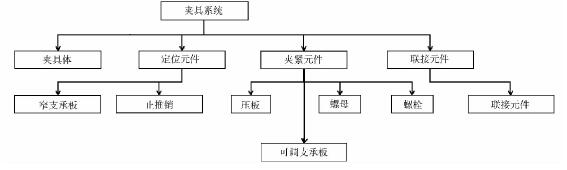
圖 3 轉位式牛頭刨床夾具設計流程(chéng)
裝配順序根據“可拆即可裝”的原則來確定,即若零部件的裝配和拆卸順(shùn)序互為可逆過程,則可通過求解零部件(jiàn)的(de)拆卸順序得到其裝配順序(xù). 這樣做(zuò)的優點是若(ruò)判定某零(líng)件(jiàn)滿足拆卸條件,則該零件一定滿(mǎn)足順序(xù)約束條件. 反之,裝配(pèi)過程中某一階段滿足裝配條件的零件並不一定滿(mǎn)足順序約束條件,則該零件可能影響後續零件的(de)裝配.
另外,通過幾何計算和推理,可從零件的裝配狀態(tài)演繹零件拆卸的初始方向,卻無法從自由狀態的零(líng)件導出零件的裝配方向[2 - 3].
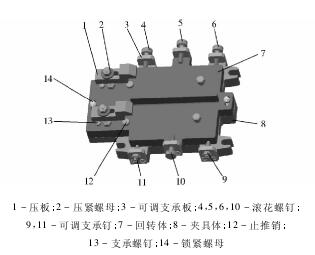
圖 4 轉位式牛頭刨床夾具裝配模型(xíng)
依據以上原則,夾具的拆卸(xiè)順序為螺母 2→壓板 1→可調(diào)支(zhī)承螺釘 9 和 11 →緊訂螺釘 4,5,6,10→6 個支承板 3→回轉體 7→止推銷 12 →支承螺釘 13→夾具(jù)體 8. 因此,實(shí)際裝配的(de)路線應為上述順序的逆順序,裝配(pèi)完成後的虛擬樣機模型如圖 4所示。
裝配完成後,可(kě)進行幹涉和碰撞檢測,夾具在裝配過程中按照由外向內的裝配順(shùn)序,工作時各零部件也無相對運動,所以隻需要用 Pro /E 自帶的檢驗模塊即可,這裏不再贅述。
4 、結語
本研究采用(yòng)了虛擬裝配的(de)方法完成了轉位式牛頭刨床夾具的結構設(shè)計,在計算(suàn)機中實現了虛擬樣機的裝配與幹涉檢測,可以完全取代夾具樣(yàng)機的(de)試製和試驗,降低了夾具的製(zhì)作成本,極大地縮短了夾具(jù)的研發周期(qī)。
來源: 河南工程學院(yuàn) 機械(xiè)工程學院(yuàn) 河北鋼鐵集團舞陽鋼鐵
投稿箱:
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分(fèn)地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據