


刨床主體機構設計討論(lùn)
2016-8-26 來源(yuán):濟寧市技師學院 作者(zhě):劉春英
【摘 要】中小型牛頭刨床(chuáng)的主運動,大(dà)多采用(yòng)曲柄搖杆機構傳動,故(gù)滑枕的移動速度是(shì)不(bú)均勻的。在運動方麵,由曲柄的回轉(zhuǎn)運動變換成具有急回特性的往複直線運動(dòng),且要求執行件行程較大,速度變換平緩;在受力方麵,由於執行件(刨(páo)刀)受(shòu)到較大(dà)的切削力,故(gù)要求機構具有較好的傳力特性。根據對牛頭刨床(chuáng)主體刨削運動特性的要求,列出四種運動方案,對所(suǒ)構(gòu)思(sī)出的機構(gòu)方案(àn)進行討論論證(zhèng)及評比,選出較佳方案。
【關鍵詞(cí)】急回特性 高副接觸 壓力角(jiǎo) 極位夾角
牛頭刨床的滑枕帶(dài)動刨刀,作(zuò)直線往複運動的刨(páo)床,因滑枕前部的刀架仿似牛頭。刨床主要用於單件小批生產(chǎn)中刨削中小型工件上的平麵、成形麵和溝槽。牛頭刨床工作原理及工藝動作過程:牛頭刨床是一種用於切削平麵的加工機床,它是依靠刨刀的往複運動和支承並固定工件的工作(zuò)台的單向間歇移動來實現對平麵的切削加工。刨刀向左運動時切削工(gōng)件,向右運動時為空(kōng)回程。
1、牛頭刨床(chuáng)主體機構設計方案
由設計要求可(kě)知,刨削主體機構係(xì)統的特點是,在運動方麵,由曲柄的回轉運動變(biàn)換成具有急回特性的往複直線運(yùn)動,且要求執行件(jiàn)行程較大,速度變換平緩;在受力方麵,由於執行件(刨刀)受到較大的切削力(lì),故要求機構具有較好的傳力(lì)特性。根據對牛頭刨床主體刨(páo)削運動(dòng)特性的(de)要求,可以列出以下四種運動方案。
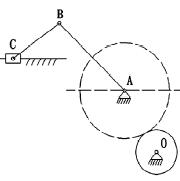
圖1
方案(a)采用偏置曲柄滑塊機構(gòu),如圖(tú)1所示。機構最為簡單,能承受較(jiào)大載荷,但其存在較大的缺點。一是由於執行件(jiàn)行程較大,要求有較長的(de)曲柄,從而帶來機構所需活動空間較大;二是機構隨(suí)著行程速比係數K的增大,壓力角也增大,使傳力特性變差。
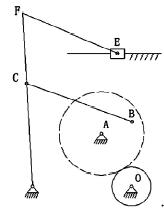
圖2
方案(àn)(b)由曲柄(bǐng)搖杆機構與搖杆滑塊串聯而成,如圖2所示。該方案在傳力特性(xìng)和執行件的速度(dù)變化方麵比方案(a)有(yǒu)所改進,但在曲柄搖杆機(jī)構ABCD中,隨著行程速比係數K的增大,機構的最大壓力角仍然較大,而且整個(gè)機構係(xì)統所占空間比方案(a)更大。
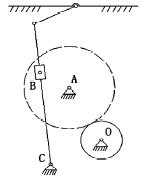
圖3
方案(c)由擺(bǎi)動導杆機構和搖杆滑塊機構串聯而成,如圖3所示(shì)。該方案克服了(le)方案(b)的缺點,傳力特性好,機構係統所占空間小,執行件的速度在工作行程中變化(huà)也較緩慢。
方案(d)由擺動導杆機構和齒(chǐ)輪齒條機構組成。由於導杆往複變(biàn)速擺動,在空回行程中導杆角速度變化劇烈,雖然回程中載荷不大(dà),但齒(chǐ)輪機構會受到較大的慣性衝擊(jī),而且在工作行程(chéng)開始(shǐ)也會突然受到較(jiào)大切削力的衝擊,由此容易引起輪齒的疲(pí)勞折斷,而且還會引起噪聲和振動。此外,扇形(xíng)齒輪和(hé)齒條的(de)加工也較複雜,成本較高。
比較以上四個方案,從全麵衡量得失來看,方案(c)作為刨削(xuē)主體(tǐ)機構係統教為合(hé)理。
2、確定牛頭刨床主體機構設計方案
詳細(xì)設所計(jì)確定的機構(gòu),按比例繪製出機構的運動簡圖,如圖4所示。
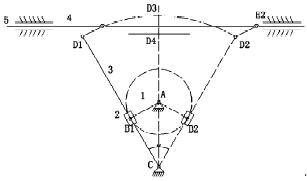
圖4 刨削主體機構(六杆導杆機構)
(1)根據運動設計要(yào)求(K=2),可得到(dào)該機構的極位夾角θ為
(2)由導(dǎo)杆機構的運動特(tè)性可知,導杆的角行程Ψ=θ=60,由此可得(dé)到導杆的兩個極限(xiàn)位置CD1和CD2。
(3)根據運動要求,可得到刨刀的行(háng)程H為
H=L+2X0.05XL=180+2X0.05X180=198=200mm
由此可確(què)定鉸鏈D的相(xiàng)應位置D1和D2(D1和D2兩點的水平距離為H)。
(4)為使機構在運動過程中具有良好的傳力特性(xìng),要求設計時,機構(gòu)的最大壓力角具有最小值,因此經分析得出(chū):隻(zhī)有使構(gòu)件5的移動導路中心線取(qǔ)在(zài)圖示的位置(即D1和D2兩點鉛垂距離的中心位置),才能保證機構運動過程的最大壓力(lì)角ɑmax具有最小值。
(5)選定機構的許(xǔ)用壓(yā)力角[a]=30°,則構件4的長度為
(6)合理選擇固定鉸鏈A的位置(Lac=100mm),則即可確定曲柄AB的長度為(wéi)
3、結語
機構(gòu)係統所占空間小,執行(háng)件的速度在工作行程中變化也較緩慢,在運動過程中具有良好的傳(chuán)力特性,保證機構運動過程的最大(dà)壓力角ɑmax具有最小值,成本且合理。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信(xìn)息
州金(jīn)馬")
業界視(shì)點
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量數據
- 2024年11月 分地區金(jīn)屬切削(xuē)機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年(nián)11月 基本(běn)型乘用車(轎(jiào)車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷(xiāo)量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量(liàng)數據(jù)
- 2024年10月(yuè) 金(jīn)屬切削機(jī)床產量數(shù)據
- 2024年9月 新能(néng)源汽車銷(xiāo)量(liàng)情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(chē)(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中(zhōng)心精度(dù)的幾種辦法
- 中(zhōng)走(zǒu)絲(sī)線切割(gē)機(jī)床的發展(zhǎn)趨勢
- 國產數控係統和數控(kòng)機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是(shì)小作坊?
- 機(jī)械行業最新自殺性營銷,害(hài)人(rén)害己!不倒閉才
- 製造業大逃亡
- 智(zhì)能時代,少談點智造,多談點製造
- 現(xiàn)實麵前,國人沉(chén)默。製造業的(de)騰(téng)飛,要從機床
- 一文搞(gǎo)懂(dǒng)數控車床加工刀具補償功能(néng)
- 車床鑽孔攻螺紋加工方法及工(gōng)裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別