


摘要:由(yóu)於龍(lóng)門刨床加工效率低,耗能高,無法滿足多種加工需求,結(jié)合一(yī)台(tái)大型龍門刨床改造為(wéi)數控龍門銑床的典型案(àn)例,探討龍門(mén)刨床的(de)改造方法及改(gǎi)造前景。
龍門刨床是機(jī)械初加工的大型機床,在我國的機械加工領域有非常廣泛的應用,由於早期電氣技術的限製,20世紀(jì)80年代以前,龍(lóng)門刨(páo)床(chuáng)工(gōng)作台拖動采用了電動機擴大機→直流發電機(jī)→直流(liú)電動機方式,造成故障率高,體積大、電耗(hào)大、效(xiào)率低和技(jì)術落後。而且其工(gōng)作方式是工作台前進(jìn)時進行切削(xuē), 後退時不切削(xuē),工作台後退是為下一次(cì)切削
做準備。
刨床加工隻適合工件比(bǐ)較長而窄的情況,也隻能用於平(píng)麵的加工,加工範圍受到(dào)諸多限製。刨削與(yǔ)銑削的加工精度與表麵質量大致相當,當用中等切(qiē)削速度(dù)刨削鋼件時,易(yì)出現(xiàn)積(jī)屑瘤,影(yǐng)響表麵質量;而硬質合金鑲齒銑刀可采用高速(sù)切削,表(biǎo)麵粗糙度(dù)值較小,刨削加工(gōng)範圍不如銑削加工廣泛,銑削的許多加工內容(róng)是刨削無法代(dài)替的,但銑(xǐ)床完全可替代(dài)刨床(chuáng),在國外的發達國家已經不再生產和使用龍門刨床。隨著現代電氣技術的高速發(fā)展,數控機床應用已經非常普及,很多零件的曲麵也隻有數控機床才能加工,所以對老舊三(sān)聯(lián)機(jī)組的龍門刨進(jìn)行改造非常必要。
B2050x140為我公司20世紀70年代(dài)生產的超大規格龍(lóng)門刨床,現服役已達40多年,因電器件嚴重老(lǎo)化,導致故障率高、維護困難,且耗能高。經分析論證,公司決定將其改造為數控龍門銑(xǐ)床(chuáng)。
1. 改造方案(àn)
現將改造的方法(fǎ)、內容歸納如下:
數控機床對機械傳(chuán)動精度要求很高,傳動間隙要求0.05mm以下,原來的機械結構(gòu)已經不能滿足要(yào)求,需改造各軸(zhóu)的(de)傳(chuán)動部分。數控係統采用西門子高端(duān)的840D sl數控係統(tǒng),配置S120全數字(zì)伺服驅動和(hé)1FT7交流同步伺服電動機,最大控製(zhì)軸數可達到31軸,支持多通道多方式組,可(kě)實現坐標係的偏移、旋(xuán)轉、放大和鏡像等變換,實現直線、圓弧及螺旋線等多種插補功能。
(1)X軸的改造(zào):①X軸傳動部分的改造,原來的X軸采用齒輪齒條傳動,機械間隙很大,現改造(zào)為靜壓蝸杆蝸母條,采(cǎi)用(yòng)壓塑成型技(jì)術(shù),保證(zhèng)蝸杆和蝸母條之間的傳動間隙,通過靜壓實現無磨損傳動。②因工作台由4塊拚裝而成,質量達(dá)到了80t,慣量和負載都很大,為降低負載,將工作台改造為靜壓結(jié)構,應用多頭泵(bèng)使各靜壓(yā)點(diǎn)壓力一致,達到很(hěn)好(hǎo)的浮起效果,經檢測整個台麵的浮起量都在0.03~0.05mm。③原X軸的直(zhí)流電動機的(de)功率(lǜ)達到(dào)了160kW,現在的同步伺服電動機(jī)沒有這麽大規(guī)格的,安裝靜壓後負載大大降低, 但(dàn)機械慣量依然很(hěn)大,X軸采(cǎi)用4台西門子1FT7電動機(jī),通過MASTERSLAVE主從控製功能,使4個電動(dòng)機實現速度和力矩的同步,達到(dào)理想的驅動效果。④ 為增加(jiā)控製精度, 安裝高(gāo)精密海德漢LB382C距離編(biān)碼(mǎ)光柵尺,可實現80mm以內回參考點,極(jí)大地提高了效(xiào)率和精度。⑤對床身導軌精加工,達到滿足(zú)數控機床(chuáng)要(yào)求的直線度和平麵(miàn)度。
(2)Y軸(zhóu)的改造:①去掉原來Y軸的刀架、梯形絲杠和傳動(dòng)箱,將Y軸改為精密數控用滾珠絲杠(gàng),采用西(xī)門子1F T7交(jiāo)流伺服電動機經減(jiǎn)速後驅動溜板,實現滑枕銑頭的水(shuǐ)平移動。②因滑枕和溜板的質量超過原來的垂直刀架,需要將橫梁的剛性加(jiā)強,焊接加(jiā)強筋,實現溜板水平移動時橫梁(liáng)不下垂。③為(wéi)增加控製精度,安裝(zhuāng)高精密海德漢LB382C距離編(biān)碼光(guāng)柵尺,可實現80mm以內回參考(kǎo)點,極大提高了(le)效率和(hé)精度。
(3)Z軸的改(gǎi)造:①去掉原來的垂直刀架,增加方形滑枕銑頭,采用西門子1FT7交流伺服電(diàn)動機經減速後驅(qū)動滑枕,實現滑枕銑(xǐ)頭沿著溜板上下移動。②為增加控製精度,安裝高精密海德漢LB382C距離編(biān)碼光柵尺,可實現(xiàn)80mm以內回參考點,極大地提高了效率(lǜ)和精度。
(4)主軸的改造:①滑枕(zhěn)式銑(xǐ)頭(tóu)采(cǎi)用我公司數控機床上成熟的高檔機械銑頭,可實現兩擋變速,液壓自動換擋,液壓鬆刀;電動機采(cǎi)用西門子1PH8 40kW大(dà)功率交流異步(bù)伺服電動機,實現無級調速,調速範圍廣,最高速可(kě)達到2 000r/min。②額定轉速以下恒轉矩切削,額定轉速以上恒功率(lǜ)切(qiē)削。③安裝(zhuāng)主軸編碼器,可實現剛性攻螺(luó)紋。④可實現定
位功能,震蕩換擋功能。⑤配備直角、加長和萬能附件, 一機多用,可完成各種複雜零件的加(jiā)工。
(5)橫梁的改造:①將(jiāng)橫梁的梯形(xíng)絲杠改為滾珠絲杠,去掉左右側刀架,將原(yuán)來的側刀架的平衡裝置改為橫梁的平衡,並重新配重。②去掉原來的橫梁雙輸出電動機,改造為左右兩邊各一個精密減速箱,采用西門子1FT7交流伺服電動(dòng)機(jī)帶動橫(héng)梁實現升降(jiàng)運(yùn)動。③在左右立柱各(gè)安裝高精(jīng)密海德漢LB382C距離編碼光柵尺(chǐ),可實現80mm以內回參考(kǎo)點,極大地提高了效率和精度(dù)。④采用西門子先進的龍門軸(GANRY)功能,保(bǎo)證橫梁的姿態,實現位置同步。(6)其他機床各軸安裝機床(chuáng)防護罩,使機床更加美(měi)觀,安全可靠。改造前後機床外觀如圖1、圖2所示。

圖1 改造前:XB2050龍門刨銑床 圖2 改造後:XK2150數控龍門銑(xǐ)床
2. 改造前後數據對比表
改造前後數據對比如表1所列。
表1 改(gǎi)造前後數據對比
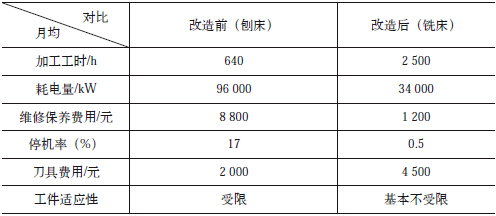
經過數據比對分析,月均耗電量和維修保養費用大大降低,產出(chū)提高近4倍(bèi),工件加(jiā)工類(lèi)型大大提高(gāo),可滿足各類大型零件的加工要求,停機率大(dà)大降低。
3. 改造費用
改造完成(chéng)後(hòu),核算各類費用如表2所列。
表2 B2050X140改造項目主要成本
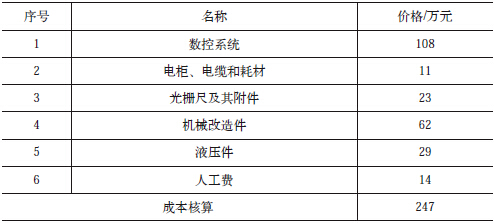
采購類似規格(gé)新龍(lóng)門(mén)銑需要1 700萬元左右,另外還需要地基(jī)製作費用50萬元,采用刨床改造不需(xū)要重新製(zhì)作地基(jī),安裝周期大大降低。
4. 結語
經改造後機床(chuáng)各軸運行良好, 各項精度達到數控龍門銑機床的國家驗收(shōu)標準。機床的(de)操作、編程非常方便,效率大大提高,可用於各種複雜(zá)零件的(de)加工(gōng),加工零件種類大大提高。利用數(shù)控係統(tǒng)的診斷功能,維護非常方便。去掉了三聯機(jī)組,節約了大量能源和占地麵積,噪聲也大大降低。在我(wǒ)國還有大量的龍門刨床用於(yú)各行各業(yè)的機械加工,改造升級前景廣(guǎng)闊。
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口(kǒu)情況(kuàng)
- 2024年11月 基本型乘(chéng)用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年(nián)10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金(jīn)屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車(chē))產量數據