


摘要: 砂輪在線動平衡裝置是高速(sù)磨床上的重要(yào)組成部(bù)分。介紹了一(yī)種新型的氣壓液體式在線(xiàn)自動平衡係統,為該平衡係統提供了(le)一種靶向控製策略。該控製(zhì)策略在平衡裝置執(zhí)行操作前,已經準確定位不平衡量的大小和相位; 平(píng)衡過程中(zhōng),係統有確定目標的進行注氣操(cāo)作,係統振動幅值單調下降,平衡過程無錯調(diào)現象。對注氣操作的控製方案進行
了定量分析,並選出了最優方案。實驗結果表明,在多種轉速下,該類平(píng)衡裝置均可在15 s 內(nèi)有(yǒu)效地降低係統的不平衡振動,且振幅下降比例均在90%以上(shàng)。
磨削加工技術是(shì)先進製造技術中的(de)重要領域。高速及超高速磨(mó)削技術能極大地(dì)提高生產率和產品(pǐn)質量(liàng),降低成本,實現(xiàn)難加工材料和複雜型(xíng)麵的精加工(gōng)。砂(shā)輪高速旋轉(zhuǎn)所產生的不(bú)平衡離心力與轉速的平方成正比。所以,在(zài)高速磨削過程中,即使極小的不平衡質量(liàng)也會產生非常大的不平衡離心力,造成機床振動,軸承磨損(sǔn),被磨削工件(jiàn)產生表麵波紋和增大表麵粗糙度值,嚴重影響磨床的(de)加工精度和使用壽命 。因此,在高速磨削的技術體係中,高速(sù)砂輪的(de)在線自動平(píng)衡技術是必不可少的。美國、德國(guó)和日本等(děng)工業發達國家在高速磨床上均已普遍采用了自動平衡係統。在我(wǒ)國,高精(jīng)度的(de)自動平衡(héng)產品完全(quán)依賴國外進口,且價格(gé)昂貴(guì),所以造成(chéng)該類產(chǎn)品的使用受限,僅在高檔(dàng)機床(chuáng)上可見。已有的自動平衡(héng)產品主要包(bāo)括機電式 、電磁滑環式(shì) 和注液式 三(sān)種。在前兩種平衡裝置中,不可避(bì)免的要(yào)在旋轉部分引入偏心質(zhì)量(liàng)塊、機械傳動鏈或其它可動部件。在較高的工作轉速下,偏心質量塊會使支撐軸承承受極大的旋轉載(zǎi)荷,造成支撐軸承(chéng)變形(xíng)、卡滯甚至損壞; 機械傳動鏈也(yě)會受離心力幹擾甚至鎖死,不能正常工作。而注液式平衡裝置因旋(xuán)轉部分無可動部件,不受高速離心力的幹擾,更適(shì)用(yòng)於高速(sù)的場合。但注液式平(píng)衡裝置因注液這一過程,需要多個液壓(yā)部件和液體回收(shōu)、過濾裝置,價格昂(áng)貴(guì),且平衡能力隨平衡過程逐漸減小,平衡狀(zhuàng)態不能停機(jī)保持。所以,近年來,國內(nèi)外的很多(duō)學者致力於改進該類平衡裝置(zhì),但在克服已有缺陷的同時,均會帶來新的問題: 如Kerlin 等的(de)液氣式平衡(héng)裝(zhuāng)置(zhì)因驅動液體轉移的方式為加熱汽化(huà),使該裝置的響應速度(dù)慢(màn),且製造難度大; Steere Jr. 等的氣壓液體式平衡裝置因(yīn)在連通(tōng)管上安裝了四個止逆閥,使該裝置不再適用於高速場合; 釋液式平衡裝置雖可(kě)以做到平衡液(yè)的可控排出,但注液、釋液兩種運行方式轉換條件的判斷困難,而且平(píng)衡頭旋轉部分具有可(kě)動部件———電磁閥(fá); 連續注排(pái)式平衡裝置雖然具備了既能注液(yè)又能排液的功能,但無休(xiū)止的注(zhù)液、排液(yè),對執行機構的可靠性有很高要求 。在(zài)本文中,介紹一種新型的氣壓液體式在線自動平衡係統[ ,該係統的旋轉(zhuǎn)部分無可動部件,在(zài)整個平衡過程中,不需要外界注入或向外界排(pái)出平衡液,平衡液僅在密閉的儲液腔間進行定向轉移。為該類係統提供了一種靶向控製策略,並通過實驗,驗證了該類(lèi)係統(tǒng)的可靠性。
1 、工作原理(lǐ)與係統設計
氣壓液體式自動平衡裝置的工(gōng)作原理為: 在對稱分布(bù)的四個儲液室中預先充入平衡液,位置相對的兩個儲液室的液相通過連通管相(xiàng)連,以壓縮空(kōng)氣為動力源驅動平衡液經連通(tōng)管在兩個儲液室之間作可控性流動。通過改變平衡盤內的液體分布,達(dá)到在線(xiàn)平衡受(shòu)控設備(bèi)的目的。
該係統主要(yào)包括平衡裝置、氣源係統和測控係統三部分(fèn),其工作原理(lǐ)圖和係(xì)統(tǒng)框圖分別如圖1 和圖2所示。
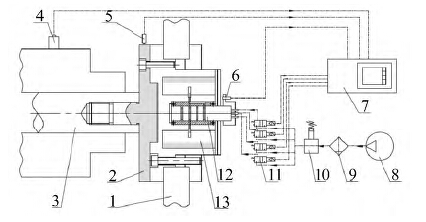
圖1 自動平衡係統工作原理圖(tú)
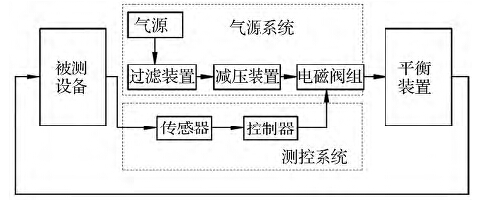
圖2 自動平衡係統框圖
平衡裝置由平衡盤和氣源分(fèn)配器組成。其中,平衡盤通過接杆法(fǎ)蘭與電主軸轉(zhuǎn)子連接在一起,隨電主(zhǔ)軸(zhóu)同(tóng)步旋轉,內含(hán)四個對(duì)稱分布的扇形(xíng)儲液腔用於儲存平衡液,其儲液腔蓋板內加工(gōng)有兩條弧形的連通管路,用於(yú)作為兩對儲液腔間液體轉移時的液體流道。氣源分配器用於(yú)實現壓縮空氣從靜止(zhǐ)管路到旋轉儲液腔的動靜傳遞,由定子、中間套和(hé)前(qián)後(hòu)軸承組成: 定子靜止不(bú)動,內部加(jiā)工(gōng)有四條軸向通(tōng)道,分別連接四條進氣管路,其(qí)外徑刻有四條軸向(xiàng)均布(bù)的環槽,四條環槽分別與四條軸(zhóu)向通道相連; 中間套隨儲液腔同步旋轉,其內徑與定子外徑間有一(yī)定間隙,且加工有四個與儲液腔內壁相通的進氣孔,分別對應定子上的四個(gè)環槽(cáo),用於將四路氣體引(yǐn)入相應儲液腔; 前後(hòu)兩軸承則可以保證中間套和定子在較小間隙下長周期、穩定地運行。
氣源係統由氣源、過濾器、減壓閥和電磁閥組構成,主要用於將常壓空氣(qì)進行加壓、過濾,並通過減壓閥調整至適當壓力,最終經過電磁閥組有方向的輸入執行器。該平衡係統在平衡過程中所需壓縮氣量很(hěn)小,驅動壓(yā)力一般低(dī)於(yú)0. 8 MPa,且在平衡(héng)過程完成後,即通過電磁閥切斷(duàn)氣路,無需持續的注氣,所以利用小型的空壓機或普通的壓縮空(kōng)氣鋼瓶即可滿足本係統對氣源的要求。
測控係統由傳感器和控製(zhì)器組成,傳感器(qì)又分振動傳感器和(hé)轉速傳感器,振動檢測可以(yǐ)使用加速度傳感器也可以使用位移傳感器。傳感(gǎn)器用於檢測軸承(chéng)座或平衡盤的振動信號以及設備轉速信(xìn)號(hào); 控製器對振動信號進行采集、提取(qǔ),獲得振動數據,並據此輸出控製信號,控製電磁閥組的通斷。
2、 控製策略
本文采用靶向控製方法對平(píng)衡裝置進行在線控製,其特征在於: ① 在平衡裝置執行操作前,係統已(yǐ)經準確(què)定位不平衡量的大小和相位; ② 平(píng)衡過程(chéng)中,係統有確定目標(biāo)的(de)進行注氣操作; ③ 快速計(jì)算注氣時間,以(yǐ)使係統振動幅值單調下降,平(píng)衡過程無錯調現象。
2. 1 基本原理
靶向控製方法主要由5 部分組成:
( 1) 數采,用於接收被測設備的實時振動信號,提取其中的一倍頻分量;
( 2) 定位,利(lì)用一倍頻信號計算被測設備的不(bú)平衡量的大小和相位;
( 3) 轉換,將不平衡量轉換(huàn)為平衡裝置中氣體驅動液體轉移的時間控製(zhì)量(liàng);
( 4) 分配,根據不平衡量的大小和相位,將時(shí)間控製量(liàng)分解為相應儲液腔的(de)控製時長;
( 5) 編譯,將控製時長形成(chéng)相應的控(kòng)製指令輸出,驅動執(zhí)行器控製各儲液腔對應電磁閥的開閉。
其中,數采部分(fèn)通(tōng)常采(cǎi)用跟蹤濾波或FFT 等方法提取振動信(xìn)號中的一倍(bèi)頻分(fèn)量; 對於不平衡量的定位,通常采用影響係數法來(lái)確定不平衡量的大小和(hé)所在相位; 在計算時間控製量的過程中,可采用比例係數法或自適應控製算法確定注氣時間(jiān),這裏簡述(shù)比例係數法的基(jī)本原理。假(jiǎ)設通過影響係數法計算得係統(tǒng)的初始不平衡量為U → = U∠θ。由平衡能(néng)力U 和轉移質量m 間的關係知U = km ( 1)式中(zhōng),k 表示轉移單位質量的(de)平衡液所(suǒ)形成的平衡(héng)能力。因此,當初始不平衡向量為U → 時,可認為初始不平衡質量向量為M → ,計算(suàn)公式如(rú)下:

設在氣壓液的轉移過程中,連通管中平衡(héng)液的(de)質量流量(liàng)為q,則當(dāng)轉移質量為m 時,所需注氣總時間的(de)大小為:
氣壓液體式平(píng)衡裝置,利用壓縮空氣(qì)驅動平衡液轉移。為了使平衡裝置在相位為( β + 180°) 的相位產生校正質量m,係統應在β 的相位(wèi)注入壓縮空氣,所以(yǐ)注氣(qì)相位的公式為:ψ = β + 180° - 180° = θ ( 4)注氣總時間以及注氣相位二者合成為注氣(qì)時間向量(liàng)T → ,用公式表示為:

將注氣總時間按正弦或餘弦定理分解到各個儲液腔,即(jí)可得到各腔對應電磁閥的開閉時間。在注氣(qì)時間的(de)分解過程中,當注氣相(xiàng)位處於0°、90°、180°和270°四個位置時,隻需向單腔注氣; 當注氣相位處於45°、135°、225°和315°四個位置時,需同時向兩腔注氣,且兩(liǎng)腔注氣時間相(xiàng)同。對於這兩種(zhǒng)情況,直接執行即可,不需要區分先後。但除(chú)這八個位置之外,其餘位置均需兩個腔注(zhù)氣,且注氣的時間長短不同。這時,需要(yào)根據控製效果,考慮(lǜ)注氣的先後順序,即優化(huà)控製路徑。
2. 2 控製路徑
現以注氣相位在0° ~ 45°範圍內為例,進行控製效(xiào)果分析。
設初始不平衡向量(liàng)為M → ,將該不平衡質量向實軸和虛軸分解,得M →= m∠β = mcosβ + i·( msinβ) ( 6)此時,控製(zhì)係統需要分別向A、B 兩儲液腔注氣。若兩(liǎng)平(píng)衡管的質量流量相同,且均為q,則(zé)A 腔和B 腔對應的注氣時間分別為
在這種情況下,控製係統的注氣順序存在(zài)5 種方案:
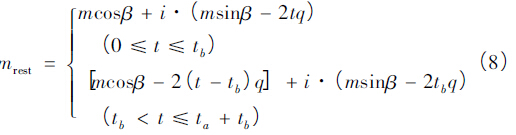
( 1) 先開B 腔電磁閥,待B 腔注氣結束後,打開A 腔電磁閥(fá),直至注氣結束。控製器輸出的控製指令包(bāo)括兩部分,以時間t 為變量,剩餘不平衡量(liàng)可用公式(shì)表示(shì)為
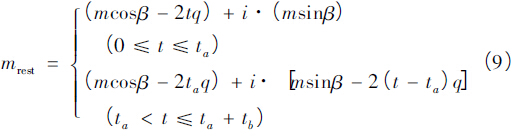
( 2) 先開A 腔電磁閥,待A 腔注氣結束後,打開B腔電磁閥,直至注氣(qì)結束。平衡過程中,剩(shèng)餘不平衡量可用公式表示(shì)為
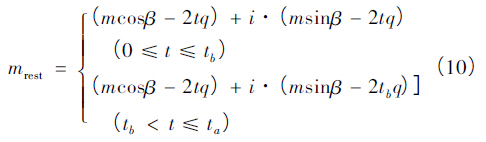
3) 同(tóng)時打開A、B 兩儲液腔電磁閥,待B 腔注氣結束後,關閉B 腔對應電磁閥,A 腔電磁(cí)閥繼續打開,直至注氣(qì)結束。平衡過程中,剩餘不(bú)平衡量可用(yòng)公式表(biǎo)示為
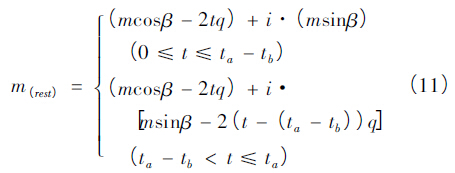
( 4) 首(shǒu)先打開A 腔(qiāng)電磁閥,在A 腔注氣一段時間後,開啟B 腔電磁閥,最終兩電磁閥同時停止工作。平衡過程中,剩餘不平衡量可(kě)用公式表示為
( 5) 將B 腔(qiāng)電磁閥(fá)的通電(diàn)時間均(jun1)分為j 份,在打開A 腔(qiāng)電磁閥注氣的過(guò)程中,B 腔電磁閥間斷性打開,最(zuì)終(zhōng)使兩電磁閥幾乎同時停止工作。在該平衡過(guò)程中,剩餘不平衡(héng)量的計算需分次(cì)2j 個區間進(jìn)行分(fèn)段考慮(lǜ),具體可用公式表(biǎo)示為
由該圖曲(qǔ)線知,方案( 3) 對應的控製速度最快,控製效果最好,所以在控製程序中,以方(fāng)案( 3) 作為最終的控製方案,即(jí)當需要同時(shí)向兩個儲液腔注氣時,控製指令的編譯包括(kuò)3 步: ① 同時打開兩目標儲液腔對應電磁閥,向儲液腔(qiāng)進行注氣,直至注氣時(shí)間短的儲液腔注氣結束(shù); ② 關閉注氣時間短的儲液腔對應的電磁閥,注氣時間長的儲液腔對應(yīng)電磁閥繼續開放,直至注氣結束; ③ 注氣結束,關閉電磁閥組。
圖4 控製(zhì)方(fāng)案(àn)對比結果
3 、實驗研(yán)究
為了驗證氣壓液體式自動平衡裝(zhuāng)置的平衡(héng)效果,在臥(wò)式磨削試驗台上進行了相關實驗。
圖5 平(píng)衡係統實驗(yàn)裝置
3. 1 實驗裝置
試驗台所用(yòng)電主軸為磨削專用電主軸,功率9 kW。所用模擬(nǐ)砂輪的規格參數(shù)與標準CBN 砂輪的規格參(cān)數相同(tóng),外徑250 mm,內徑127 mm,厚20 mm。模擬砂輪由(yóu)左右兩砂輪法蘭夾緊,固定在電主軸上。平衡盤和砂輪(lún)左法蘭加工成(chéng)一體,位(wèi)於砂輪盤的(de)內部,便於更好的平衡係統由砂輪(lún)不平衡帶來的振(zhèn)動。平衡盤外徑100 mm,內含儲液腔深60 mm,所用平衡液為矽油,設計平衡能力為1 356 g. mm。在平衡(héng)盤的端部加工一凸台(tái),利用接近開關測量(liàng)試(shì)驗台轉速和振動相位。平衡盤的長度大於砂(shā)輪和砂輪法蘭的安裝尺寸,高出的部(bù)
分(fèn)用於作為位移傳感器的測量麵,因(yīn)為該(gāi)測量麵非常接近砂(shā)輪,且隨砂輪(lún)同步旋轉,所以(yǐ)可以直接的反(fǎn)應砂輪的實際振動。該實驗裝(zhuāng)置如圖5 所示。
本實(shí)驗(yàn)裝置選用一台無油空氣壓(yā)縮機作為壓縮空氣氣源。該空壓機的最高工作壓力為0. 8 MPa,氣(qì)體流量為89 L /min,並配有一容積為6 L 的儲氣罐,用於儲存壓縮(suō)空氣。在(zài)空壓機出口處加裝(zhuāng)過濾減壓器,將壓縮空氣壓力減壓至0. 3MPa。4 台兩位三(sān)通電磁閥構成電磁閥組,分別(bié)對應平衡盤內的(de)4 個儲液腔,由一台減壓閥統(tǒng)一調整電磁閥組進口(kǒu)處的氣體壓力。該氣源係統如圖6 所示。
圖6 氣源係統構成
位移傳感器和接近開關的(de)電壓信號通過信號調理卡和數據采集卡,輸(shū)入工控機。在工控機中,利用Labview軟件,編製數據處理和控製程序。在該程(chéng)序中,利用輸(shū)入的位移信號和轉速(sù)信號,計算被測係統當前振動的一倍頻振動幅值和(hé)相位,並判斷被測係統的振(zhèn)動幅值是否超出預設值。當判斷結果為真時,確定係統初始不平衡量的位置(zhì)和大小,並計算各電磁閥的通電時間,輸出控製指令。控(kòng)製指令通過數字I /O 卡輸出脈(mò)衝信號,進(jìn)而控製各電磁閥的通電時間。當某電磁閥通電後,該電磁閥打(dǎ)開,壓縮空氣通過進氣管路進入平衡裝置,對相應儲液腔實現注氣操作。實驗證明每次主動平衡(héng)過程多次注氣操作的(de)累計時間(jiān)不應大於(yú)30s,因此在平衡程序中設定30 s 為(wéi)一次平衡操作的極限時間,如果30 s 內(nèi)不能將振動幅(fú)值降低至設(shè)定值(zhí)以下(xià),則停止本(běn)次平衡操作,並提示使用者,驅動壓力過低或
平衡量已超出了該裝置的平衡能力。
3. 2 實驗效果
因(yīn)該實驗裝置的臨界轉速(sù)為7 000 r /min,所以本(běn)文僅在臨界轉速以下進行(háng)自(zì)動平衡實(shí)驗,所選轉速分別為3 000 r /min,5 000 r /min 和5 500 r /min,分別(bié)對應砂輪線速度為39 m/s,62 m/s 和72 m/s,具體平衡效果如圖7 所示。在3 000 r /min 的轉速下,係統初始振動幅值為6. 3 um,經過11 s 的自動平衡後,係統振動幅值(zhí)降低(dī)至
0. 32 um,振幅下降比例(lì)達94. 9%;在5 000 r /min 的(de)轉速(sù)下,係統初始(shǐ)振動幅值(zhí)為8. 5 um,經過15 s 的自動平(píng)衡後,係統振動幅值降低至(zhì)0. 35 um( P - P) ,振幅下降比例達(dá)95. 9%;在(zài)5 500 r /min 的轉速下(xià),係(xì)統初始振動幅值為10. 2 um,經過15 s 的自動平衡後,係統振動幅值降低至0. 37 um,振(zhèn)幅下降比例達(dá)96. 4%。
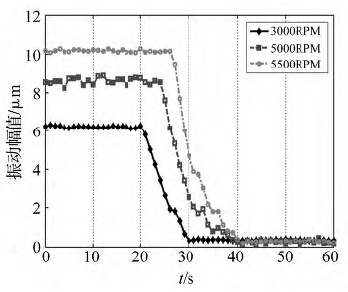
圖7 平衡(héng)效果圖
從此實(shí)驗效果可以看出,本文所介紹的平衡裝置(zhì)在3 種(zhǒng)工況下(xià)均可在15 s 內有效地降(jiàng)低係統振動(dòng)幅值,且振幅下降比例均在90%以上,平(píng)衡性能可靠。
4 、結論
液體式自動平衡裝(zhuāng)置結構(gòu)簡單、旋轉部分無可(kě)動部件,比機械式平衡裝置更適於高速的場合。但已有的注(zhù)液式平衡裝(zhuāng)置(zhì)由(yóu)於注(zhù)液這一過程,具有不可(kě)避免的一些缺陷,限製了該類產品的使用。本文介紹(shào)了一種新型的液體式(shì)平衡裝置,不僅擺脫了注液這一(yī)過程,且旋轉部分無需(xū)增加(jiā)可(kě)動部件。為該平衡係統提供了一種靶向控製策(cè)略,且對不同注氣順序的平(píng)衡效果(guǒ)進行了定(dìng)量分析,選出了最優的控製路徑。通過實驗結果表(biǎo)明,該類平(píng)衡裝置可以在多個(gè)工作轉速下,快速、有效地降低(dī)係統的不平衡振(zhèn)動。
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com


- 2024年11月(yuè) 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源(yuán)汽(qì)車產(chǎn)量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據