


摘 要 簡要闡述了(le)PLC 結合電液比例閥在數控軋輥磨床工件頂持控製中的應用,其(qí)中主要闡(chǎn)述了控製原理、硬件功能、介紹了機床頂持控製的設計,主要電氣元件的選型(xíng)等,使軋輥磨床的頂(dǐng)持力(lì)在磨削工件(jiàn)時,達到可控,避免因頂持力過大而使工件磨削精度(dù)走失。
軋輥(gǔn)是鋼鐵行業用於(yú)鋼板軋製的關鍵零件,數控(kòng)軋(zhá)輥磨床(chuáng)是(shì)專門用於(yú)冶金、造紙、橡膠、印機等行業,磨削各類工作輥及支承輥、各種壓機的金屬、非金屬(shǔ)壓延(yán)輥等的專用磨削加工設備。因軋輥磨削過程中(zhōng)需磨削圓柱形、圓錐形(xíng)、輥麵、輥頸、中凸(tū)、中凹、正弦曲線,拋物線、弧線、CVC 曲線等各類曲線,且要求精度很高,磨削過程大多通過機床頭架及尾架對軋(zhá)輥(gǔn)進行頂持(chí)磨(mó)削。在此過程中,一方(fāng)麵需要保證軋輥在頂持(chí)過程中的安全,另一方麵,需要控製軋輥在頂持過程中的變形以避免由變形引起的工件磨削精度走失。所以,控製(zhì)對軋輥的(de)頂持力度(dù)將直接影(yǐng)響軋輥的加工安全及加工精度,數字式電液比例閥就(jiù)是理想的控製元件。數字式電液比例(lì)閥是20 世紀80 年代初發展起(qǐ)來的可用計算機(jī)實現電液比例控製的新型元件,主(zhǔ)要包含數(shù)字式流量閥、數字式壓力閥、數字式方(fāng)向流量閥等類型。電液比例閥控製同開關控製相類似,用電(diàn)液比例(lì)閥的電磁鐵代替機械轉動手(shǒu)柄(bǐng),將電信號變為壓力或位移信號。由於電液比例閥具有較強的抗汙染能(néng)力,控製精度及可靠性較高,所以其廣泛(fàn)適用於現代液壓控製(zhì)係統中。可編程控製器PLC與電液比例閥(fá)的組合,非常適合於軋輥的頂持力控製,其能夠根(gēn)據工件頂持情況進行實時(shí)調整,由電液比例閥(fá)控製數控軋輥磨床對工件頂持力控製,可以大大改善係統(tǒng)性能,具有(yǒu)反應靈(líng)敏、控(kòng)製精確、
自動化程度高等特(tè)點。
1 、電氣控製係(xì)統及硬件結構
機床數控係統采用SIEMENS 840D 係(xì)統,並集成SIEMENS S7-300 PLC 機床狀(zhuàng)態實施(shī)監控並進行機床(chuáng)動作控製,根(gēn)據機床控製的要求,機床頂持控製設計選用圖1 所示的控製方案。
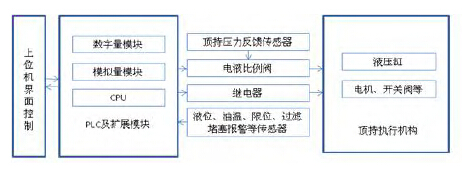
圖1 電氣控製係統及硬件結構
由圖1 可見,該係統的控製核心是SIEMENSS7-300 PLC,其主要負責(zé)控製係統的數據(jù)采集、濾波、數據處理、驅動輸(shū)出等功能。在整個頂持執行過程中,CPU 將給定的控製量通(tōng)過模擬量模送給電液比例閥,電液比例閥根據電壓值控製液壓缸(gāng)的輸出壓力,頂持壓力反饋傳感器的反饋信(xìn)號輸入電液比例閥(fá),實現電液比例閥的閉環控製。
2 、具體係統設計
2.1 主要液壓元器(qì)件選型
伺服液壓缸作為(wéi)動力元件,承受(shòu)負(fù)載並實現往複運動。此處考慮頂持動(dòng)作需通過(guò)尾架套筒的伸縮動作來(lái)實現,在此選用單杆(gǎn)雙作用液壓缸,其活塞兩個腔體的麵積為1:2,選擇和計算液壓缸的參數為: 最大頂持力2 0 0 kN; 液壓缸前
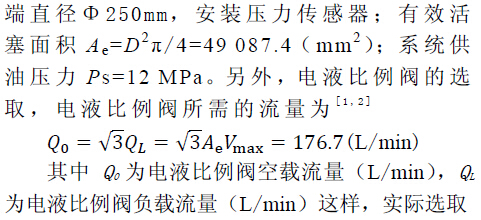
的電(diàn)液比例閥額定流量為200 L/min。
2.2 主要電氣元件選型
根據(jù)實際工況及係統(tǒng)性指標要(yào)求和對應的液壓元器件選型,電(diàn)氣控(kòng)製係統采用德國SIEMENSP7-300 PLC 係統 ,其具體選型如下:
(1)控製(zhì)單元:CPU314 附帶256KB 儲存卡。
(2)數(shù)字輸入模塊:SM321 模塊,具有16 點的24V DC 輸入接口。
(3)數(shù)字輸出模塊:SM322 模塊,具有16 點的24V DC 輸出接口。
(4)模擬量輸入模塊:SM331,具有16 位AD精度,1ms 采樣速度的四通道模擬輸入接口。
(5)模擬量輸出模塊:SM332,具有12 位(wèi)AD精度,1ms 轉(zhuǎn)換周期的2 通道模(mó)擬輸出接口。
2.3 係統控製設計(jì)
係統控製設計含兩部分內容,上位機界麵操作控製和(hé)下(xià)位機PLC 控製軟件 。
首先,為實現(xiàn)上(shàng)位機界(jiè)麵操作控製,我(wǒ)們在數控軋輥專用磨削OEM 軟件的基礎上進行了改動,界麵采用VB 及C++聯合開發,在原(yuán)有界麵的基礎上增加了尾(wěi)架頂持力設定窗口,如圖2 所示,
圖(tú)2 數(shù)控軋輥磨床OEM 操作軟件及頂持控(kòng)製(zhì)後(hòu)台程序
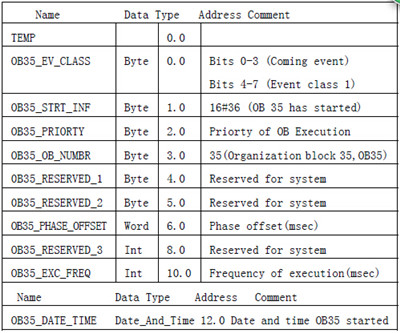
其次,下位機PLC 控製(zhì),主要完成液壓缸的驅動工作。該程序主要在OB35 循環中斷組織塊中運行(中斷周(zhōu)期100ms),各參數格(gé)式見表1。
Block: OB35 "Cyclic Interrupt"
CALL "CONT_C" , DB255
COM_RST :=
MAN_ON :=M255.0
PVPER_ON:=
P_SEL :=
I_SEL :=
INT_HOLD:=
I_ITL_ON:=
D_SEL :=
CYCLE :=T#100MS
SP_INT :=MD256
PV_IN :=MD258
PV_PER :=
MAN :=MD260
GAIN :=MD262
TI :=MD264
TD :=
TM_LAG :=
DEADB_W :=MD266
LMN_HLM :=
LMN_LLM :=
PV_FAC :=
PV_OFF :=
LMN_FAC :=
LMN_OFF :=
I_ITLVAL:=
DISV :=
LMN :=
LMN_PER :=
QLMN_HLM:=
QLMN_LLM:=
LMN_P :=
LMN_I :=
LMN_D :=
PV :=
ER :=
表(biǎo)1 OB35 循(xún)環中斷(duàn)組織各參數(shù)格式表
通過以上程序段對各給定控製(zhì)量以及控製信(xìn)息的(de)處理,PLC 完成了對電液(yè)比例閥的控製工(gōng)作(zuò)[4]。其具體程序原理如圖3 所示,由壓力反饋(kuì)檢測模塊、曲線發生器模塊和PID 運(yùn)算(suàn)模塊組成。圖3中,SP 代表壓力曲線設(shè)定值,PV 代表(biǎo)實際壓力反饋值,V1 表示點(diǎn)運動的速度值,Ts 是控製時間間隔,V 是自動運行時速度增量值,PIDOUT 為PID
控製運算輸出值,Pout 為PID 控製運算的比例控製項值,Iout 為PID 控製運算的積分控(kòng)製項值,Dout為PID 控製運算的微(wēi)分控製項(xiàng)值,Kp 為比例控製參(cān)數,Ki 為積分控製參數,Kd 為微分控製參數,e(t)為(wéi)誤差,e(t)= SP-PV。其中(zhōng),壓力反饋檢測模塊負責將液壓缸的實時壓力情況反饋給控製器,實現由模擬數據到數字(zì)數據的轉換[5];曲線發生器模塊(kuài)由點動(dòng)運行曲線發生器和自動運行曲線發生器組(zǔ)成,分別給出(chū)點動運行(háng)和自動運行時的(de)液(yè)壓缸指令曲線;PID 運算模塊則根據指令曲線(xiàn)與實際運行曲線誤差,給出電液比例閥的控製輸入。
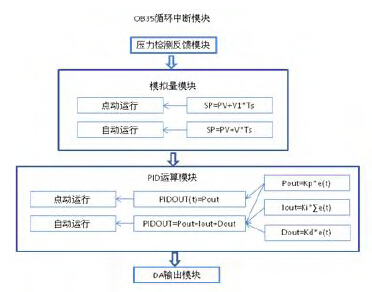
圖3 PLC 控製軟件原理
3 、結語
隨著當前世界經濟的發展和生產的提高,人們(men)開始對機(jī)床的(de)多功能和先進性的要求越來越高(gāo),高速、高(gāo)效、智能化、精確化是相(xiàng)當長一段時間機(jī)床行業發展(zhǎn)的方向,數控軋輥磨(mó)床作為鋼鐵(tiě)、冶金行業的(de)主要精加工設備,其頂持機構的好壞直接關係到軋輥磨削質量。根據以上方案設(shè)計的PLC 和電液比例閥控製數控軋輥(gǔn)磨(mó)床工件頂(dǐng)持機構,經試驗與實際應用測試,達到性能指標(biāo),整個係統穩定性(xìng)高、抗幹擾能力強,響應速度快,自動(dòng)化程度高。該係統已在生產現場運行三年,係統運行良好,持續為用戶創造著(zhe)較好的經濟效益。
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
")
