


摘要: 針(zhēn)對圓柱磁材外圓磨削加工下料(liào)過程(chéng)的特點,以及某公司對於圓(yuán)柱磁材磨削加工的要求,設計了一套自動(dòng)下料係統,以降低(dī)公司在該生產線上的人工成本,提高生產效率和產品質量。分析了圓(yuán)柱磁材的下料過程,論述(shù)了自動下(xià)料(liào)係統的工作原理。
無心外圓磨床是一種廣泛使用的機械加工(gōng)設備,其(qí)機械加工精度高。目前,大多數(shù)國內的無心外圓磨床不配備自動上下料係統,但人工成本的上升和行業整體自動化水平(píng)的發展,以及公司對生產高效率和產品高質量的追求,都對磨床上下料(liào)自(zì)動化程度的提高提出了迫切要求(qiú)。
蔡向東 等人研究了自動上下料係統在無心外圓磨床各磨削工藝中(zhōng)的應用,對通(tōng)過(guò)磨和切入磨(mó)兩種加工方式的自動上(shàng)下料係(xì)統(tǒng)的基本結構和工作步驟(zhòu)分別做(zuò)了闡述,對於無心磨床自動上下(xià)料(liào)係統的設計具有重要的借鑒意義。陳逢軍 等人設計了數控(kòng)鑽尖磨床的自動上下料機構(gòu),在一(yī)定程度上提高了鑽尖刃磨(mó)的效率,其主要的應用對象是(shì)數控磨床。王龍 等人研製了無心外圓磨床(chuáng)的自動下料收料機構,使生產(chǎn)效率有了一定的提高,但在下料的順暢性和磁(cí)材排列的整齊性上並沒有達到好的效果。董傳軍 等人以磨削加工摩托車的曲柄銷為研究對象,為某專(zhuān)用(yòng)外圓磨床設計(jì)了(le)自動上下料機構,對工(gōng)件的定位具有較高的準確性。在各磨床自動上下料係(xì)統中,對(duì)工件的排列都成為了(le)眾多學者和技(jì)術(shù)人員關注的重點,眾多學者對磨床自(zì)動上下料係統的(de)研究推動著磨床上下料自動化在國內的發展不斷(duàn)前進。
1 、生產現狀分(fèn)析
對圓柱磁性材料的磨削加工是某公司加工圓柱磁性材料中一道重要的工藝。目前,完(wán)成了前期的加工後(hòu),還需要對圓柱磁性材料表麵采(cǎi)用無心外圓(yuán)磨床進行兩次粗磨和一次精磨,對於每台無心外圓磨床,磨床前段端有人負責加料,後端需有人(rén)負責接收磁性圓柱材料。加(jiā)工過程中,產品不合格的主要原因是圓柱材(cái)料之間的相互碰撞,尤(yóu)其是一個圓柱(zhù)磁材的(de)棱邊與另一圓柱磁材發生碰撞時,由於應力集(jí)中,再加上磁材極脆,很容(róng)易導致大塊脫落(luò),造成產品不合格。在現有的生產中,為避(bì)免圓柱磁材間的相互碰撞,工人在收料筐(kuāng)中放置木板,落下的圓柱磁材先撞擊木板,再落入筐中,這樣就避(bì)免了落下的圓(yuán)柱磁材直接高(gāo)速撞擊筐中的材料(liào),但撞擊依(yī)然存在,且工(gōng)人必須不停地撥動收料筐中的(de)材料,以使磁材分布均(jun1)勻,避(bì)免(miǎn)紮(zhā)堆,工(gōng)人在操作(zuò)時,又必須彎腰,因此,工人工作強度(dù)大。此(cǐ)外,磨削過程中需要加大量冷卻水,冷卻水(shuǐ)的濺(jiàn)出,給工廠的工作環境帶來了不良影響。
該公司的設計要求: 第一,最大限度地避免圓柱磁材間的相互碰撞,提高產品合格率; 第二,一(yī)個人管理一台(tái)無心外圓磨床,磨(mó)削後的材料需運輸到磨床前端,方便工人管理和搬運; 第三,集中(zhōng)處(chù)理冷卻液,保持工作環境幹(gàn)淨。
2 、自動下料係(xì)統工作原理
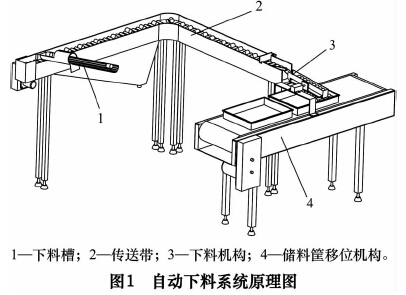
無心外圓磨床自動下料係統整體結構如(rú)圖1 所示,主要包括下料槽、傳送帶、下料機構、儲料筐移(yí)位機構4 個部(bù)分。
2. 1 下料槽
下料槽的主要(yào)作用是引導(dǎo)加工(gōng)後的圓柱磁(cí)材進入傳送帶,其結構如圖2 所示,包括排水段、擋水板和緩衝段3 個(gè)部(bù)分。
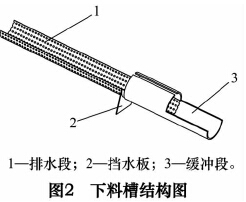
排水段為圓形不鏽鋼網。圓柱磁材會帶出大(dà)量冷卻(què)水,一方(fāng)麵,排水段可將其中的水排出(chū); 另一方麵,排水段還對圓柱磁材的(de)下滑具(jù)有一定的緩衝作用,設磁材(cái)與不鏽鋼網的動摩擦因子為μ1,下料(liào)槽與水平麵(miàn)的夾角為θ,重力加速度為g,對一(yī)個質量為(wéi)m 的圓柱(zhù)磁材,排水段對其產生的滑動摩擦力為f1 = μ1mgcosθ由於磨削加工中采用的冷卻液是水,磁材與排(pái)水段之間為低效潤滑,理論計算時摩擦因子取為μ1 =0. 1。擋水板主要作用是引導(dǎo)下料(liào)槽中的水流入水槽中。
緩 衝段采用(yòng)橡膠材料製作,其主要作用(yòng)是降(jiàng)低圓柱磁材的(de)下滑速度。由於圓柱磁材與排水(shuǐ)段不鏽鋼網(wǎng)間的摩擦因子較小,如果下料槽(cáo)全(quán)段(duàn)采用不鏽鋼(gāng)製作,圓柱磁材離開下料槽時(shí),仍具有較高速度,對傳送帶側板的(de)衝擊較大。橡膠材料與圓柱磁材間的摩擦因子(zǐ)遠大於磁材(cái)與不鏽鋼(gāng)網間的摩(mó)擦因子,因此,緩衝段可有效降低(dī)圓(yuán)柱磁材的(de)下滑速度(dù),減輕其(qí)對傳送(sòng)帶側板的衝擊。
設磁材與橡膠材料間的摩擦(cā)因子(zǐ)為μ2,則緩衝(chōng)段對單個圓柱磁材的摩擦力為f2 = μ2mgcosθ在水作為潤滑劑的低(dī)效潤滑狀態下,磁材與設(shè)計所用橡膠(jiāo)之間的摩擦因子約為μ2 = 0. 7,明顯大於(yú)排水段的摩擦因子,具有較好的緩衝效果。設排(pái)水段長度為l1,緩衝段長度為l2,圓柱磁材離開下料槽的速度為v,根(gēn)據下列公式可計算出速度v。mg( l1 + l2
) sinθ - f1 l1 - f2 l2 = 12mv2在本設計中(zhōng),排水段長(zhǎng)度為l1 = 450 mm,緩衝段長度為l2 = 300 mm,下料槽與水平麵(miàn)間的夾(jiá)角(jiǎo)約為θ = 19°,重力加(jiā)速度取為g = 9. 8 m/s2,將設計參數(shù)代入(rù)以上公(gōng)式,可得到磁材(cái)離開下料槽時的速度(dù)為v =55. 4 mm/s。這樣的機構設計,既能保證磁材順利下滑,又能(néng)根據實際情況調(diào)整角度,從而控(kòng)製磁材下滑
速度(dù)。
2. 2 傳送帶
傳送帶的結構如圖3 所示。緩衝塊(kuài): 傳動帶側板靠近下料槽出口處,安裝(zhuāng)了軟橡(xiàng)膠緩衝塊,有效減輕了圓柱磁材對傳送帶側板的撞擊,延長了傳送帶使用壽命。
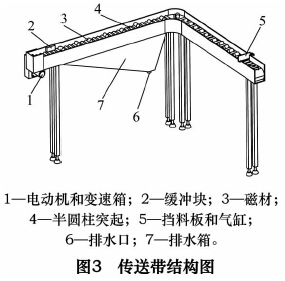
傳送帶: 傳送帶的主要作用是(shì)要將完成磨削(xuē)的圓柱磁材從無心磨床後端運送到(dào)前端,傳送帶表麵有按一定間距均勻(yún)分布的半圓柱條狀突(tū)起,圓柱磁材落到傳送帶表麵後,傳(chuán)送過程中容易滾入兩半圓柱突起之間的位置,事實(shí)上,在實際的(de)傳送過程中,傾斜落在傳送帶表麵的圓柱磁材一端接觸傳送(sòng)帶側板,由於側板靜止,而傳送帶運(yùn)動,圓柱磁材的(de)端麵很快與側板貼合,因此(cǐ),圓柱磁材基本保持了一致的方(fāng)向,為圓柱磁材有序入筐奠定基礎。
擋料機構: 由氣(qì)缸推動擋(dǎng)料(liào)板運動,可暫時擋住圓柱(zhù)磁材隨傳送帶往前移動。
排水箱: 由於下料槽並不(bú)一定能將所(suǒ)有(yǒu)冷卻水引入水槽中,為防止未排盡的冷卻水(shuǐ)直(zhí)接流到地麵,影響生產環境,在傳送帶下方設計排水箱(xiāng),排水箱底(dǐ)部可安(ān)裝(zhuāng)水管,剩餘的冷卻水可(kě)通過管道集中排(pái)入水槽中。
2. 3 下料機構
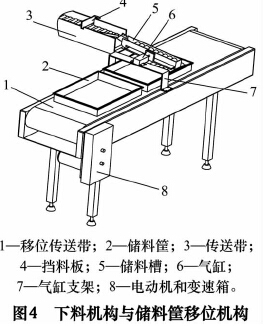
其結構如圖(tú)4 所示,主要作用是將圓柱磁材有序排列,並將其放入儲料筐中,當進入(rù)儲料槽中的磁材達到一定數量(liàng)時,擋料板(bǎn)會暫時擋(dǎng)住磁材繼續進入儲料槽(cáo),等儲料槽中的磁材(cái)進入儲料筐後再允許磁材進入。對(duì)磁材排列的整齊性是本係統下料機構設計關注的重(chóng)點。磁材(cái)通(tōng)過擋料板(bǎn)後,沿著斜板進入與磁材同寬度(dù)的儲料槽中(zhōng),磁材(cái)位於相鄰兩半(bàn)圓柱突起(qǐ)中間,因此,在移動過程中其方(fāng)向不會發生變(biàn)化,可順利(lì)進入儲料槽中,並能整齊地排列。而(ér)磁材排(pái)列的長度與儲料筐的寬度相(xiàng)近,磁材在落入儲料(liào)筐後滾動(dòng)空間很小,從
而(ér)能使(shǐ)磁材整齊排列。
2. 4 儲(chǔ)料筐移位機構
其機構(gòu)如圖(tú)4 所示,其主要作用是控(kòng)製儲料筐的位置,通過傳送帶的移動來控製儲料筐的直(zhí)線運動。
3 、運動分析
要保證生產線的(de)連續生產,自動下料係統(tǒng)中的各部分動作必須相互協調,因此(cǐ),需要對各機構的動(dòng)作進行精(jīng)準控製(zhì)。
圓(yuán)柱磁材通過下料槽落入傳送帶,隨傳送帶運動到無心外圓磨床前端,擋(dǎng)料板處安(ān)裝有傳感(gǎn)器,可記錄(lù)通過的圓柱磁材數量,當通過的(de)磁材達到一定數量時,氣(qì)缸推動擋(dǎng)料板,暫時阻止磁材進入(rù)儲料槽中,此時,儲料槽處的氣缸推動儲料(liào)槽下端底板,將磁材放入儲料(liào)筐中,滾珠絲杠推(tuī)動儲料筐,為下(xià)一批磁材預留空間。
4、結語
該自動下料(liào)係統有效解決了圓(yuán)柱磁材在下料(liào)過程中的(de)碰撞問題,大大提高了產品合格率,降低了工人勞動強度,也給工人管理設備帶來了眾多方便,同時,可使現場的工作環境更加幹淨。本設計的不足之處在於不能在儲料筐中排列多層(céng)磁材(cái),因為上(shàng)層的磁材下料(liào)時會對前一層的磁材造成較大的撞擊,但這對於產(chǎn)品的(de)生產(chǎn)效率並沒有太大的影響。本自動下(xià)料係統的設計是對磨床自動上下料的(de)一次探索,國內無心磨床自動化程度的提高還(hái)需要眾多學者和相關技術人員的共同努力。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區(qū)金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床(chuáng)產量數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新(xīn)能源汽車(chē)產量數(shù)據
- 2028年8月(yuè) 基本型乘用車(轎車)產量(liàng)數據(jù)