
Page 114 -
P. 114
C 刀具應用 UTTING TOOLS APPLICATION 複式組合刀具的設計及應用 ■ 文 / 中國兵(bīng)器北方華安集團(tuán)有限公司 信連誌(zhì)
【摘要】: 針對數控車床在機械加工中存在
的問題,比如工位較少不適用於多刀位(wèi)加工,大
批量生產中四工位自動刀架轉位故障率較高(gāo),易
造成廢品及停產停機, 以及維修(xiū)故障時間較長等,
設計開發(fā)了一種適(shì)合數控車床四工位自動刀(dāo)架使(shǐ)
用的(de)複式組(zǔ)合刀具,彌補了數控車床四工位自動(dòng)
刀架的缺陷(xiàn),對刀具刀片 100°餘角進行(háng)再(zài)利用,
根(gēn)據試驗加工數據統(tǒng)計, 應(yīng)用此刀具提高了效率,
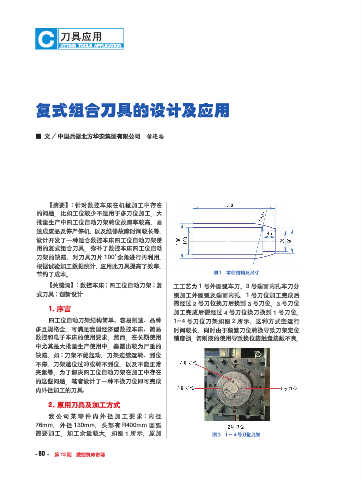
節約了成本。 圖 1 零件結構及尺寸 【關鍵詞】: 數控車床 ; 四工(gōng)位自(zì)動刀架 ; 複 工工藝為 1 號外圓弧車刀、3 號端麵內孔車刀分(fèn)
式(shì)刀具 ; 創新設(shè)計 別加工外圓(yuán)弧(hú)及端麵內孔,1 號刀位加工完(wán)成後 需經過 2 號刀位換刀(dāo)後換到 3 號刀位,3 號刀位
1. 序言
加工完成後需(xū)經過 4 號刀位換刀換到 1 號刀位,
四(sì)工(gōng)位(wèi)自動刀架結構簡(jiǎn)單、容易製造、品種 1~4 號(hào)刀位刀架(jià)如圖 2 所示。這種(zhǒng)方式空運行(háng)
多且規格(gé)全,可滿足我國經濟(jì)型(xíng)數控車床、簡易 時間較長,同時由於頻繁刀位轉換導致刀架定位
數控和電子車床的使(shǐ)用要(yào)求。然而,在(zài)長期(qī)使用 銷磨損, 切削液的(de)使用導致換位接觸盤接觸(chù)不良,
中尤其是大批量生(shēng)產使用中(zhōng),暴露出較為嚴重的
缺陷,如 : 刀架不能起動,刀架連續運轉、到位
不(bú)停,刀架越位過衝或轉不到位,以及不(bú)能正常
夾緊等。為了解決四工位自動刀架(jià)在加工中(zhōng)存在
的這些問題,筆(bǐ)者設計了一種不換刀位即可完成
內外徑加工的(de)刀具。 2. 原用刀(dāo)具及加(jiā)工方式 我 公 司 某 零 件 內(nèi) 外 徑 加(jiā) 工 要 求 : 內 徑
76mm,外徑 130mm,頭部有 R400mm 圓弧
需要加工,加工餘量較大,如圖 1 所(suǒ)示。原加 圖 2 1~ 4 號刀位刀架 ·80· 第 12 期 數控機床市場