
Page 112 -
P. 112
C 刀具應用 UTTING TOOLS APPLICATION 少切(qiē)削(xuē)應(yīng)力(lì)產生,控製零(líng)件變(biàn)形。粗加工曲麵 č̿Ďචཟ߭ሇࣚ؇ҩ 由於設備陳舊、
Ḥ
時, 首先使用平直刀以曲麵挖槽方式加工出大致 長期閑(xián)置(zhì),其旋(xuán)轉精度達(dá)不(bú)到圖樣設計要求,根
形狀,然後使用球刀全部以等高外形加工(gōng)方式, 據零件(jiàn)三維斜麵需要旋轉的角度,在轉台(tái)上利用
適當增大 Z 向(xiàng)銑削間距,在控製(zhì)變形的(de)前提下, 試件加工了一係列特征孔,通過檢測(cè)計算出轉台
以保證加工效率為目的,快速高效地完成零件粗 旋轉精(jīng)度差值,加(jiā)工時進行人為補償,確保三維
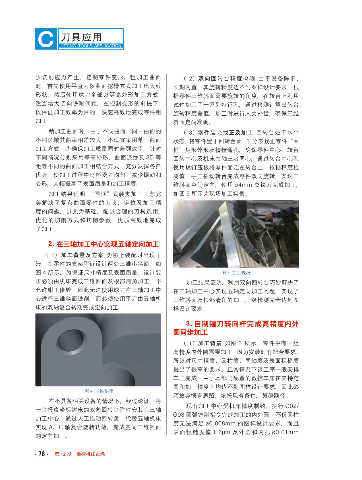
加(jiā)工(gōng)。 斜麵定向準確。 精加工曲麵時,由於(yú)不同曲麵、同一曲麵的 č̀ĎḤਬࡱልࡃᅳᆞࠣࡆ۽ 回轉台(tái)處於水平
不同區域其曲率相差較(jiào)大,不適宜(yí)采用單一(yī)曲麵 狀態, 將零件置(zhì)於回(huí)轉台(tái)麵, 千分(fèn)表找正零件 “圍
加工方式,為確保加工質量(liàng)同時兼顧效率,針對 框” 矩形外形及精鏜通孔,確保零件中心、轉台(tái)
不同情況分別采用等高外形、曲(qǔ)麵流線及 3D 等 回轉中(zhōng)心及機(jī)床主軸三者同心,通過(guò)轉台中心孔
距等(děng)不同的曲麵(miàn)加工相結合方式,充分發揮各自 使用螺釘壓板將零(líng)件固定在轉台上,依據精度檢
優勢,使加工過程中材料受力均勻,減少振動和 測值,手工搖動轉(zhuǎn)台完成零(líng)件雙(shuāng)向旋轉,實現三
變形,大幅提高(gāo)了表麵質量和加工精度(dù)。 維(wéi)斜麵空間定向,使用 ø4mm 立銑刀完成加工,
加工結果(guǒ)證明,“圍框(kuàng)” 式裝夾(jiá)加工工藝完 如(rú)圖 5 所示為(wéi)現場加工(gōng)實景。
美解決了複雜曲麵零(líng)件的(de)裝夾、定位及加工精
度的問題(tí),以(yǐ)此為基礎(chǔ),配以合理的刀具選用、
優(yōu)化(huà)的切削方式和切削參數,優質高效地完成
了加工。
2.在三軸加工中心實現五軸定向加工(gōng)
č̾Ďࡆ۽Мࣟࠣٚσ 為防止裝配時出現(xiàn)幹
涉,在零件的支架附近設計兩處三(sān)維小斜麵,如
圖 4 所示,為保證(zhèng)尺(chǐ)寸精度及表麵質量,設計要(yào) 圖 5 加工現場
求必(bì)須由機床完成三維斜麵及根部清角加工,不 加工結果證明,利用雙向回轉台巧妙解決了
允許鉗工修銼。因此無法使用球刀在三軸加工中 在三軸加工中心實現五軸定(dìng)向加工(gōng)問題,實現了
心進行三維斜麵銑(xǐ)削,而必須使用平刀由五(wǔ)軸機 三維(wéi)斜(xié)麵及根部清(qīng)角的加工,經檢(jiǎn)測完全(quán)達到圖(tú)
床的雙軸複合轉動完成定向加工。 樣設計要求。
3. 自製鏜刀轉向杆完成高精度內外(wài)
圓同步加工
č̾ĎḤࡆ۽Мࣟ 如圖 6 所示,零件中有一組
高精度內外圓需要加工, 因(yīn)為安裝時有(yǒu)配合要求,
所以對尺寸精度、圓柱(zhù)度、同軸度及表麵粗糙度
提出了(le)很高的要求。正常情況下(xià)該工序一般安(ān)排
車工完成,由於(yú)本部門(mén)配置的數控車床在夾持範
圍和加工精度上均達不到圖樣設計要求,因此必
圖 4 三維斜麵
須放棄慣有思路,依托現有條件,另辟蹊徑。
在(zài)不具(jù)備相關(guān)設備的情況下,經過論證,將
現有(yǒu)加工中心受機床精度製約,執行 G02/
一台報廢坐標鏜床的雙向回轉(zhuǎn)台附件安裝在三軸
G03 圓弧銑削指令完成加工的內外圓(yuán),不僅圓柱
加工中心,通過人工搖動(dòng)回(huí)轉盤,代替五軸機床
度無法滿足 ø0.008mm 的圖樣設計(jì)要求(qiú),而且
實現 A、C 軸複合旋轉功能,完成空間三維斜麵
表麵(miàn)粗糙度值 1.6μm 及外圓和內孔 ø0.01mm
的定向(xiàng)加工。 ·78· 第 12 期 數控機床(chuáng)市場