


起重機車架螺紋孔加工應用方案研究
2022-6-29 來(lái)源:- 作者:-
摘(zhāi)要 : 本文重點對(duì)工程機械行業中起重機車(chē)架螺(luó)紋孔加工進行研(yán)究,根據車架座(zuò)圈法(fǎ)蘭內螺紋加工的特點、難點,分別對螺紋銑削以及多種螺(luó)紋攻(gōng)絲等方式進行了對比分析,針對車(chē)架(jià)螺紋孔加工中最常見的纏屑問題,使(shǐ)用西門子數控係統的斷屑攻絲(sī)循環進行了實際加工測試,防纏屑效果(guǒ)顯著,在(zài)延(yán)長刀具使用壽命的同時,保持了加工效率,並(bìng)維護了操作者的(de)安全。
關鍵詞 : 起(qǐ)重機,車(chē)架,螺紋孔,螺紋銑刀,擠(jǐ)壓絲錐,螺尖絲錐(zhuī),螺旋槽絲錐,攻絲,斷(duàn)屑
1.引言
車架是汽(qì)車起重機的關鍵部件之一(yī),它與上(shàng)車部件轉台共同配合完(wán)成起重機臂架(jià)的轉向運動(如(rú)圖 1)。對於車架的加工,主要包(bāo)含座圈平麵的銑(xǐ)削和(hé)座圈端麵螺紋孔的鑽孔、攻絲,其中車架座圈法蘭螺紋孔加工過程中的纏屑問題,一直是(shì)生產製造過程中的技術難題,本文通過實際加工測試(shì)案例,重點探討解決螺(luó)紋孔加(jiā)工中纏屑問題的相關工藝和方法。
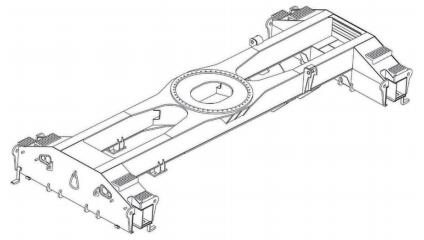
圖 1 車架示意圖
2. 車(chē)架加工要求及工藝特點(diǎn)
與普通汽車的車架不同,為了滿足重載荷的要求,起重機車架(jià)是專門設計製造的,采用低碳高強度鋼板焊接而成。板材通(tōng)常選用 HG70 這一類的(de)焊接(jiē)結構鋼,屈服強度大於 590MPa,抗拉強度(dù)大於(yú) 685MPa,具有良好的焊接性及低溫衝(chōng)擊韌性。同時板材硬度較高,約(yuē)為 HRC35,因此焊接後的車架整體剛性高、抗扭性強。由(yóu)於車架體積十(shí)分龐(páng)大,大直徑座圈端麵需要進行銑削,座圈上端麵(miàn)還要進行大量的鑽孔和攻絲,完成(chéng)所有這些加工需要在中型以上的龍門加工中心上進行。

圖 2 龍門加工中心加工(gōng)車架座圈法(fǎ)蘭
座圈端麵通常均勻分布著數(shù)十個規格在M20~M27 的螺紋孔,以某型號車架為例(如圖 3所示)需要加工座圈端麵的 48 個深(shēn)度約(yuē)為(wéi) 55 毫米的(de) M24 螺紋孔。
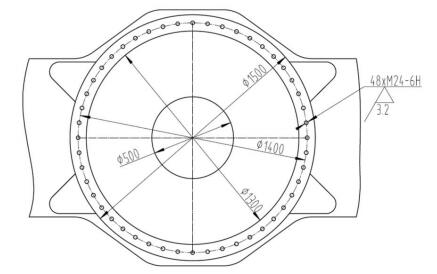
圖 3 座圈端麵(miàn)圓弧(hú)陣列螺紋孔
3. 螺紋加工方法分析
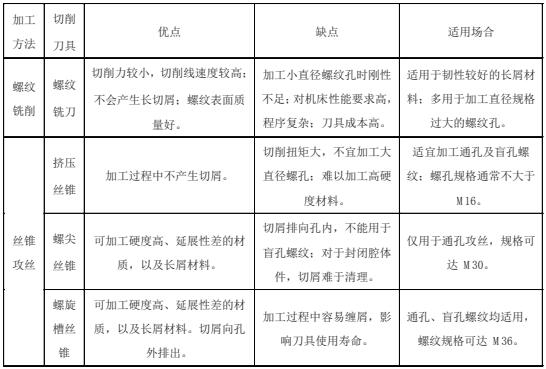
對於內螺紋加工主要有兩類加工方法,一(yī)類是用螺紋銑刀進行螺紋銑削(xuē),另一類是使用絲錐進行攻(gōng)絲。絲錐(zhuī)攻絲時比較常用的切(qiē)削刀具主要有擠壓絲錐、螺尖絲錐和螺旋槽絲錐等。現將各自特點及適用場合總結如下 :
綜上所述,根據現場車架的(de)實際加工需求,以及對(duì)毛坯材料的硬(yìng)度、螺紋孔直徑、以及機床性(xìng)能和編(biān)程方法的綜合考慮,M24 的螺紋孔還是選擇使用螺旋槽絲錐進行攻絲的方式比較實用。
螺旋槽絲錐在使用中最常見的(de)問題就是切屑容易纏繞刀具。雖然螺旋槽絲錐為了排出切屑專門設計了螺旋形導向槽,但是對於(yú)加工鋼件的絲錐,為了加強絲錐的強度,螺旋升角一般限(xiàn)製在30度,切屑離開螺紋孔後即快速向水平方向伸展,如(rú)果鋼材韌性較好,一旦切屑遇到阻礙便會阻滯後續切(qiē)屑的運動,導致長切屑(xiè)纏繞到絲錐上。後續切屑不能及時(shí)地順利排出,便會加(jiā)劇絲錐與工件之間的摩擦,從而降低刀具使用壽命。如(rú)果切屑(xiè)阻塞嚴重,還容易導致絲錐被(bèi)折斷。
產生上述情況的原因,通常是由於用(yòng)戶使用傳(chuán)統的一刀(dāo)到底攻(gōng)絲模式(如圖 4 所示),采用這種方式對長屑材(cái)料進行攻絲,纏屑現象是難以避(bì)免的。

圖 4 螺旋切削絲錐纏屑現象
表 1 常用螺紋加工方法對(duì)比
通常在使用切削絲(sī)錐進行(háng)攻絲的過程(chéng)中,為了防止切屑纏繞刀具,可以(yǐ)選擇以下(xià)兩種(zhǒng)防止絲錐(zhuī)纏屑的工藝方法其中之(zhī)一(yī) : 孔外排屑或者孔內斷屑。圖 5 和圖 6 分別為西門子攻絲循環中,排屑(xiè)法與斷(duàn)屑法的設(shè)置界麵。
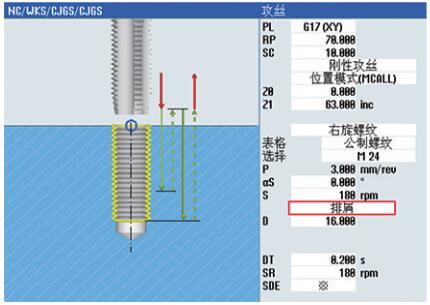
圖 5 孔外排屑攻絲模式
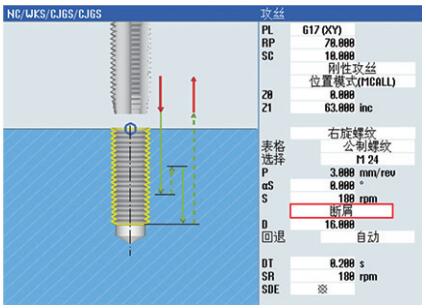
圖 6 孔內斷屑攻絲模式
采用孔外排屑的(de)攻絲模式,是將整個攻絲過程劃分為幾個固定的深度,每次攻入(rù)一個固定深度後,就將絲錐反轉(zhuǎn)至完全退出螺紋孔外,將切(qiē)屑全部甩出。雖然使用這種方式對切屑(xiè)的排除(chú)非(fēi)常徹底,並極大減少了切屑對螺紋(wén)表(biǎo)麵(miàn)的劃傷,但是使用這種方式會導致加工的空行(háng)程較多,對加工效率影響較大,通常隻用於對(duì)螺紋表麵質量要求較高的情況。
孔內斷屑(xiè)的攻(gōng)絲方式(shì)是在剛性攻絲過程中,每攻入一(yī)定的距離,絲錐就進行一次極短距離的反轉回退,使切屑在螺孔中斷開。雖然此時切屑(xiè)並沒有完全(quán)排出孔外,但長切屑已經被分解為短小的切屑(如圖7所示(shì)),不再具備纏繞刀具的條件。

圖(tú) 7 孔內斷屑後切屑不再纏繞刀具
與孔外排屑的攻絲模式相比,使用孔內(nèi)斷屑的攻絲模式避免了攻絲過程中長距離往複的空行程動作,更為節省加(jiā)工時間(jiān)。於此同時(shí),通過係統測試、優化主(zhǔ)軸(zhóu)以及 Z 軸的動態特性(如圖 8所示),使主軸與 Z 軸的插補效果更好,大幅度提(tí)高絲錐(zhuī)回退時的主軸轉速及其相應的加速度和加(jiā)
加速度,進一步節省了加工時間,保證了加工效率(lǜ)。
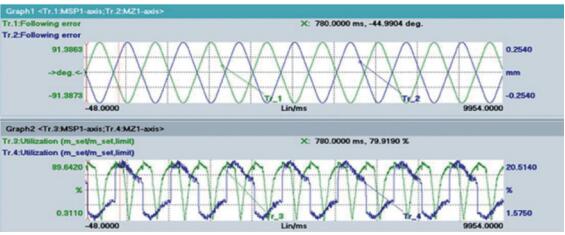
圖 8 主軸(zhóu)與 Z 軸跟隨誤差測試
4. 實際測試結果
經過上述(shù)對比分析,最終在使用西門子攻絲循(xún)環時,采用了既能滿足(zú)斷屑要求,又能節省加工時間的孔(kǒng)內斷屑攻絲模式。
通過現場實(shí)際切削測試,使用傳(chuán)統一刀到底攻絲模式和斷屑攻絲模式的加工效(xiào)果對比如下 :
表 2 加工時間及(jí)刀具壽命對比
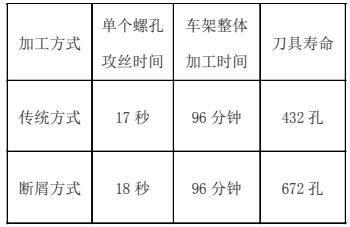
由此可見,采(cǎi)用斷(duàn)屑攻絲模式後,絲錐使用壽命提高了 55%,車架座圈(quān)端麵銑削、鑽孔及攻絲的總加工時間基本保持不變。
5. 結論
針對(duì)不同的螺紋規格以及不同的金屬(shǔ)材料,螺紋(wén)加工刀具及其工藝選擇具有(yǒu)一定的特殊性,選擇適合的加工方(fāng)式才能保證良好的加工(gōng)質量和較高的加工效率。本(běn)文(wén)介紹的螺紋斷屑方式已經大量應用在車架(jià)實際加工中,實踐證明,很好(hǎo)地解(jiě)決了螺紋纏屑問題,在保證加工時間基本(běn)不變的情況下,達到了避免刀具纏屑,延(yán)長刀具使用壽命(mìng)及保護機床操作人員安(ān)全的目的。
來源:
三一汽車起重機械有限公司 李興林 張 朋
西門子(中國)有限公司 武 坤 李曉暉
投稿箱:
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地(dì)區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地(dì)區金屬(shǔ)切削機床產量數據
- 2024年(nián)10月 金屬切削機(jī)床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷(duàn)一台加工中心精度的幾種辦法
- 中走(zǒu)絲線切割機床的發展趨(qū)勢
- 國產數控係(xì)統和(hé)數控機床何去何從(cóng)?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害(hài)人害(hài)己(jǐ)!不倒閉才
- 製造業大逃亡
- 智(zhì)能時代,少談(tán)點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要(yào)從機床
- 一文(wén)搞懂數控車床加工刀具補(bǔ)償功能
- 車(chē)床(chuáng)鑽孔攻螺(luó)紋加工方(fāng)法及工裝設計
- 傳統鑽削與螺旋(xuán)銑孔加工工藝的區別