


重型臥式車床幾何精度檢測(cè)與加工精度預估
2020-12-16 來源:天津中德應(yīng)用技術大學(xué)機械(xiè)工程學院 作者:馬(mǎ)林旭 王麗(lì)娜
摘要: 以(yǐ)一(yī)台重型(xíng)臥式(shì)車床為例,基於剛體運動學原理建立了機床幾何誤差模型,得到了各軸線幾何誤差源與(yǔ)加工誤差之間的映射關係,而後采(cǎi)用激(jī)光幹涉(shè)儀、水平儀等測量儀器獲取了機床(chuáng)部分幾何誤差源的誤差數據,並進而預估出機床全工作空間內的加工誤(wù)差變化規律,可用(yòng)於指導機床的誤差(chà)補償等工作,以提高機床(chuáng)的精度性(xìng)能。
關(guān)鍵詞: 重型臥式車床; 幾何誤差建模; 誤差檢測; 精度(dù)預估
重(chóng)型臥式車床(chuáng)廣泛應用(yòng)於(yú)能源、石化、船舶、航天等領域,是車削各類大型回轉類零件(jiàn)的(de)重要工作母機,對國防軍工、國民經濟發展具(jù)有(yǒu)重要戰略意義[1]。幾何精度是重(chóng)型臥式車床的重要性能指標之一[2],影響幾何精度的因素(sù)主要包(bāo)括主軸回轉精度以及直線進給軸(zhóu)運動(dòng)精度兩類(lèi),而直線進給(gěi)軸運動(dòng)精(jīng)度是(shì)影響整機幾何精度(dù)的最重要因素。針對重型臥式(shì)車(chē)床幾何精度檢測,諸多(duō)學者開展了大(dà)量的研究(jiū)工作[3-8],所采用的(de)測量方法主要(yào)包括激(jī)光跟蹤儀、激光幹涉儀、自準直儀、水平(píng)儀(yí)以及步距規等,然而對於(yú)如何利用測量(liàng)數(shù)據預(yù)估加工精度,並指導誤差補償以及加工(gōng)工藝規劃,尚未(wèi)有(yǒu)係統性研究。本文以一台重型臥式車床為例,首先建立機床幾何誤差模(mó)型,並分析不(bú)同誤差源對加工精度的影響規律,之後采用激光幹涉(shè)儀開展誤(wù)差(chà)檢測實驗,最後基於(yú)檢測數據預估機床(chuáng)全工作空間內的加(jiā)工誤差(chà)。
1、 誤差建模與(yǔ)分析
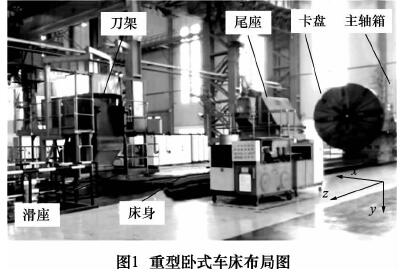
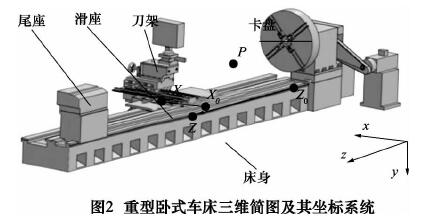
本文研究(jiū)對(duì)象為一台 SKODA SR5-420 /16m 型號的重(chóng)型臥式(shì)車床,如圖 1 所示。該重型臥式車床主要由主軸箱、卡盤、刀架、尾座、床身與滑座(zuò)構成,刀架進給方向為 x 向,滑座進給(gěi)方向為(wéi) z 向。機床最大(dà)加工工件直徑為 4 200 mm,最(zuì)大切削長度為 16 m,最大加工工(gōng)件質量為(wéi) 250 t。為了(le)描述(shù)運動部件刀架及滑座的運(yùn)動誤差對刀尖點(diǎn)加工(gōng)誤差的(de)映射關係,建立如圖(tú) 2 所示坐標係統。當刀架位(wèi)於坐標零點(diǎn)位(wèi)置(zhì)時,在(zài)其所在導軌麵中心(xīn)點 X0處建立與導軌固定連接的坐標係 X0-xyz,並同時在刀架上與 X0點重合的 X 點建立與刀架固定連接的連體坐標係 X-xyz。這樣一來,當(dāng)刀架(jià)運動至坐標 x 處(chù)時,坐(zuò)標係原點(diǎn) X 與 X0之間的 x 方(fāng)向坐標差即為 x。同理,對於滑座所在的 z 軸建立類似的坐標係 Z0-xyz 與 Z-xyz。
計刀尖點為(wéi)點 P,利用剛體運動學基本原理,當刀架(jià)運動至坐標 x 處時,由刀架運動誤差引起的刀尖點空間位置誤差 Δr刀架可以表示為:
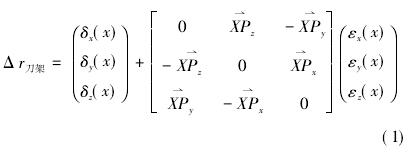
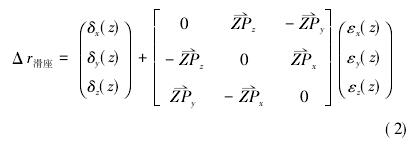
其中: δx( x) 、δy( x) 、δz( x) 與 εx( x) 、εy( x) 、εz( x) 分別表示(shì)刀(dāo)架運動過程中沿 3 個坐標方向的位置誤差與繞這 3 個坐標回轉的轉角誤差,XP→表示由點 X 指向點 P的位置向量,腳標 x、y、z 表示向量XP→的 3 個分量。同(tóng)理,當滑(huá)座運動至坐標(biāo) z 處時,由滑座運動誤差引起的刀尖(jiān)點空(kōng)間位置誤差 Δ r滑座可以表示為:
於是,同時考慮刀架與滑座的影響,刀尖點(diǎn)位置誤差 Δr 可以(yǐ)表示為(wéi):
2 、幾何誤(wù)差檢測
由上節中的分析可知,Δ ry對加工精度的影響可忽略,因而在誤差檢測與加工精度預(yù)測(cè)的過程中僅需重點關注與 Δ rx、Δ rz相關的幾何誤差源。由於對 Δ rx與 Δ rz的研究方法完全一致,本文僅針對與刀尖點 P的 x 向(xiàng)位置誤差 Δ rx相關的幾何誤差源進行檢測、分析與預測。下麵將采用激光(guāng)幹涉(shè)儀以及電子水平儀等手段檢測(cè)與 Δ rx相關的 6 項幾何誤差(chà)源。具體檢測方(fāng)法與(yǔ)檢測結果如下。
2.1 刀架運動誤差(chà)檢測(cè)
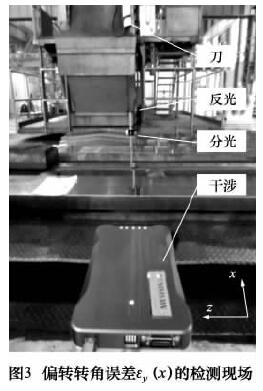
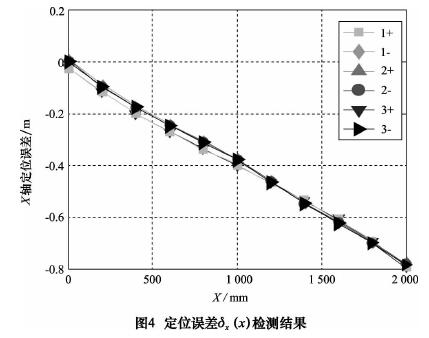
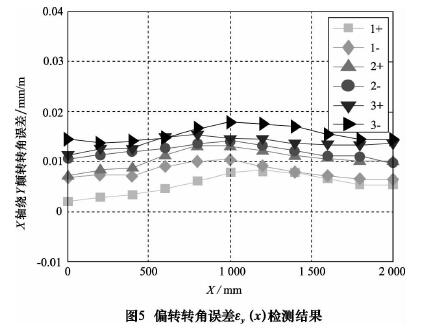
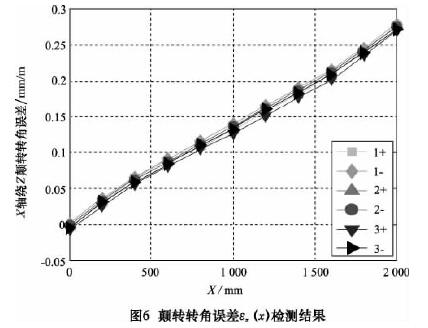
三項相關的幾何誤(wù)差(chà)源均采用(yòng)激光幹涉儀進行誤差檢測。x 軸測量行程為 2 000 mm,每間隔 200 mm 測量一(yī)次,測量點位數目為 11 個。測量過程中 x 軸進給速度為(wéi)8 m / min,每個測點停留時間為 5 s,越程量為 5 mm,具體測量流程參照 GBT 16462.7-2009 中所述方法(fǎ)。針對每一項誤差源,一共往返(fǎn)測量 3 次,獲取 6 組誤差(chà)數據。利用(yòng)激光幹(gàn)涉儀轉角誤差檢測鏡(jìng)組檢測 x 軸運(yùn)動部件( 刀架) 繞 y 偏(piān)轉(zhuǎn)轉角誤差 εy( x) 的現場照片如圖3 所示(shì)。誤差(chà)源 δx( x) 、εy( x) 與 εz( x) 的檢測結果分別如圖 4 ~ 6 所示。依據(jù) GBXXX 所提供的數據評價方法(fǎ),定位(wèi)誤差 δx( x) 偏(piān)轉的定(dìng)位(wèi)精度為 0.796 mm,重(chóng)複定位精度為 0.005 mm; 轉角誤差 εy( x) 的精度為 0.019mm / m,重複精度為 0.012 mm / m; 顛轉轉角誤差 εz( x)的精度為 0.282 mm /m,重複精度為 0.013 mm /m。2.2 滑座運動誤差檢測直線度誤差 δx( z) 以及偏轉(zhuǎn)轉角誤差 εy( z) 采用激光幹涉(shè)儀(yí)進行(háng)檢測,傾轉轉角誤差 εz( z) 由於旋轉方向繞其軸線,用激光幹涉儀誤差檢測,故采用電子水平儀進行檢測。z 軸測量行程為 17 000 mm,每間隔 500mm 測量一次,測量點位數目為(wéi) 35 個。測量過(guò)程中 z軸進給速度為 8 m/min,每個測點(diǎn)停留時間為 5 s,越程量(liàng)為 5 mm。針(zhēn)對每一(yī)項誤(wù)差源,一共往返測量 3次,獲取(qǔ) 6 組誤差數據。
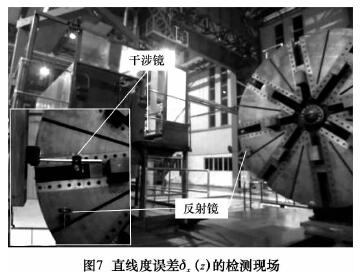
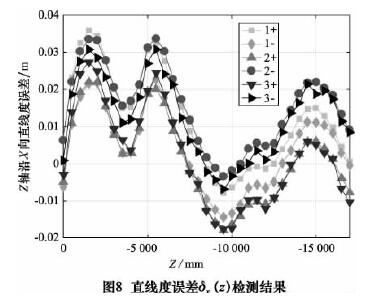
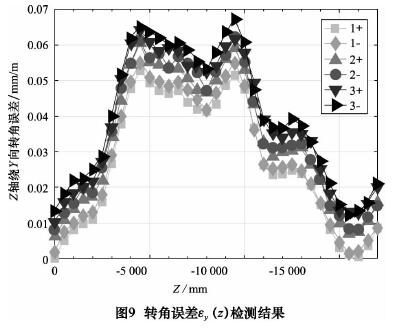
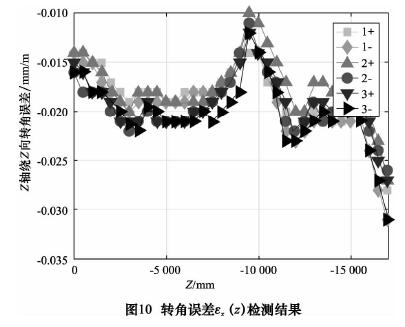
利(lì)用激光幹涉儀(yí)直線度誤差檢測鏡組檢測 z 軸運動部件( 滑座) 沿 x 方向直(zhí)線度誤差 δx( z) 的現(xiàn)場照片如圖 7 所示。誤差源 δx( z) 、εy( z) 與 εz( z) 的(de)檢測結果分(fèn)別如圖 8 ~ 10 所示。直線度誤差 δx( z) 的精度為0.054 mm,重複定位精度為 0.018 mm; 偏(piān)轉轉角誤差εy( z) 的(de)精度為 0.067 mm /m,重複精度為(wéi) 0.018 mm /m; 傾(qīng)轉轉角誤差 εz( z) 的精度為 0.042 mm /m,重複精度為 0.007 mm/m。
3 、加(jiā)工精度預測(cè)
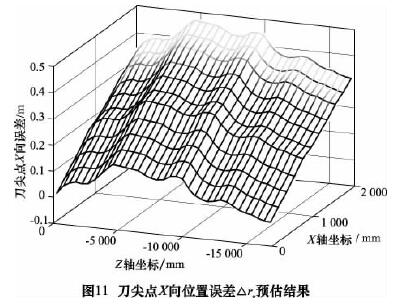
重型臥式車床的工作空間為(wéi)由 x 軸和 z 軸構成(chéng)的經過主(zhǔ)軸旋轉軸線的矩(jǔ)形平麵區域。依據車床幾何誤差模型式( 3) ,將第 2 節中檢測得到的 6 項幾何(hé)誤差源(yuán)數據代入(rù)到誤差模型中,即可(kě)預估出刀尖點的 x 向位置誤差在全部工作空間中的(de)變(biàn)化情況,具體結果如圖 11 所示(shì)。可(kě)以(yǐ)看出隨著 x 坐標的增大,即刀尖點遠離主軸旋轉軸線,刀尖點誤差 Δ rx呈逐漸增大的趨勢; 隨著 z 坐標的變化,Δ rx呈波浪形變化,無明顯規律。全工作空間中,Δ rx的平均值為 0.246 mm,最大值為 0.479 mm。刀尖點 z 向位置誤差Δ rz也可利用相同的方法獲得。基於上述結果,我們可以獲取車床運動至工作空(kōng)間任意一點處的加(jiā)工誤差,並基於此修正加工程序,抵消機床誤差對加工精度的不利影響。
4 、結語(yǔ)
本文以一台重型臥式車床為(wéi)例,為(wéi)了提高其加工精度,基於剛體運動學(xué)原理建立了機床幾(jǐ)何(hé)誤差模型,得到了各軸線幾何誤差源與加工誤差之間的映射關係,而後采用激光(guāng)幹涉儀(yí)、水平儀等測量儀器獲取了(le)機床部分幾何誤差源的誤差數據,並進而預估出機床(chuáng)全工作空間內的加工(gōng)誤差變化規律,可用於指(zhǐ)導機床的誤差補(bǔ)償等工(gōng)作,以提高機床的精度性能。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息
")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金(jīn)屬切削機床產(chǎn)量數(shù)據
- 2024年(nián)11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬(shǔ)切(qiē)削機床產量數(shù)據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產(chǎn)量數據