


一種四軸精密車(chē)床的研製及應用(yòng)
2020-12-10 來(lái)源: 長沙航空職業技術學院 作者:周誌(zhì)平 陳勇
摘要:普通車床上車削(xuē)工件內圓時,通常需要將工(gōng)件拆下(xià)重新裝夾才能加工工件的另一端,而拆裝工件易導致安裝誤差,降低加工精度,且二次裝夾也易(yì)造成已(yǐ)加工表麵的夾傷。本文展示了四軸精密車床的研究成果,具體包括設計(jì)裝夾兩個工件的夾具,兩套車削裝置,而每套車削裝置包括兩套主軸裝置(zhì)。隻需一次裝夾,即可四軸同時運轉加工兩個(gè)工件。該車床特別適合兩端都需要加工(gōng)的工(gōng)件(jiàn),能(néng)極大地提高加工精度和生(shēng)產效率。
關鍵詞:四軸 精密車床 研製
普通車床加工工(gōng)件的(de)常(cháng)用方法(fǎ)是(shì)將工件裝(zhuāng)夾在三爪卡盤上,車刀安裝在刀架上,通過(guò)工件的旋轉運動和車刀的直線運動,完(wán)成對工件的內外表麵(miàn)或端(duān)麵的切削。在車削工件外圓(yuán)時,通常可以采用外圓(yuán)車刀進行端麵車削,但是車削內(nèi)圓時必須更換車刀;加工完工件的一端後,通常需要(yào)將工件拆下重新(xīn)裝夾才能加工工件的另一端,拆裝工件易導致安裝誤差,從而降低加工精度;二次裝夾也易造成已加工表麵夾傷(shāng)。
本文展示了一種四(sì)軸精密車床的結構設計和應用(yòng)方法。通過設計機床夾(jiá)具,一次裝夾兩個工件,同時設置兩套車(chē)削裝置,每套車削裝置設置兩套主軸裝置,隻需一次裝夾,即可四軸同時(shí)運轉加工兩個工件。
1、四軸精密車床主要設計方案
為(wéi)提高零件的加工精度和(hé)加工效率,本車(chē)床采用(yòng)的主(zhǔ)要技術方案是:在(zài)機架上設置基板,在基板上安裝夾具;以夾具為(wéi)中心,位於夾具(jù)的橫(héng)向兩側對稱位置設有兩套車削裝置;在基板的下方設有切削液過濾循(xún)環(huán)裝置;在機架上(shàng)還設有控製箱、控製麵(miàn)板和操作裝置。本文研製的四軸車(chē)床(chuáng)結構示意圖如圖 1 和圖 2 所示,機床主視(shì)圖和(hé)俯視圖分別見圖 3 和圖 4。
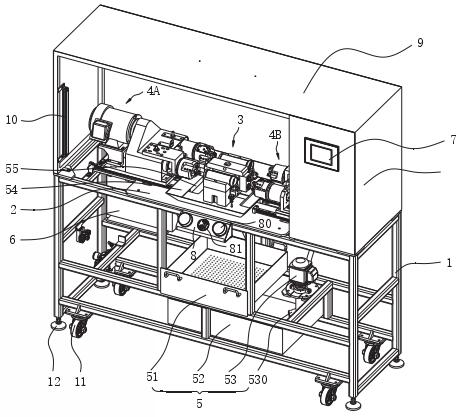
圖 1 機床結構示意圖
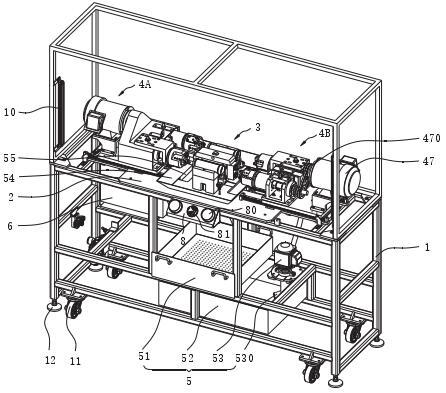
圖 2 去(qù)除機罩的機床結構示意圖
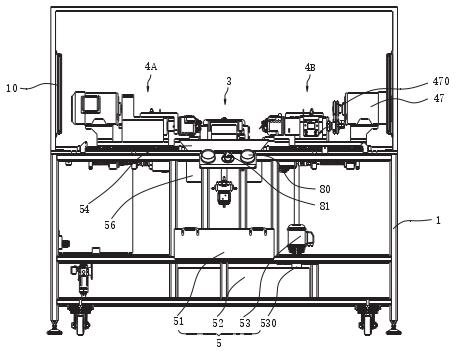
圖 3 機床主視圖
2、四軸精密(mì)車床主要結構及(jí)工作原理
由上述四軸(zhóu)精密車(chē)床結構圖可以看(kàn)出:在機(jī)架 1 上(shàng)設有基(jī)板 2,在基板 2 上設(shè)有夾具 3(夾具結(jié)構示意圖見圖 5,夾具俯視圖和右視圖分別見圖 6 和圖 7)。以夾具 3 為中(zhōng)心,位於夾具 3 的(de)橫向(xiàng)兩(liǎng)側對稱設有兩(liǎng)套車削裝置 4A 和 4B,兩套車削裝置結構相同(車削裝置結構示意圖見圖(tú) 8);在基板(bǎn) 2 的下方設有切削液過濾循環裝置 5。夾具 3 包括安裝板31,安(ān)裝板 31 設在基(jī)板 2 上,在安裝板 31 上設置有基座32,在基座 32 上(shàng)設置有第一 V 形塊 33 和第二 V 形塊 34,在第一 V 形塊 33 的一端位於基座 32 上設置有第一工件端麵定位裝(zhuāng)置 35,在第二 V 形塊 34 的一端位於基座(zuò) 32 上設置有第二工件(jiàn)端麵定位裝置 36。
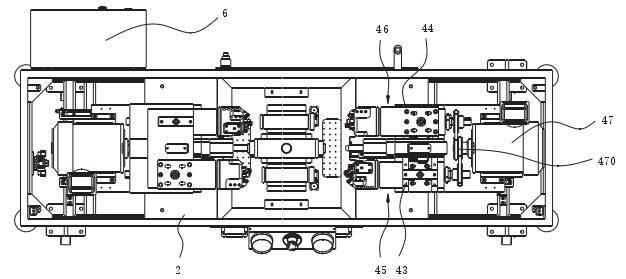
圖 4 機床俯視圖
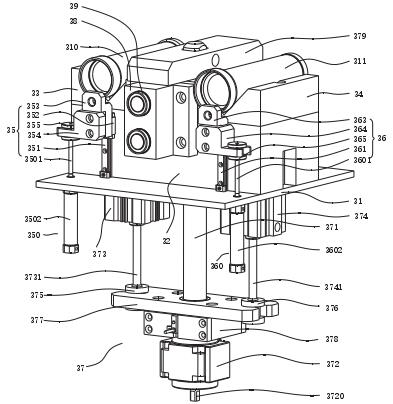
圖 5 夾(jiá)具結構示意圖
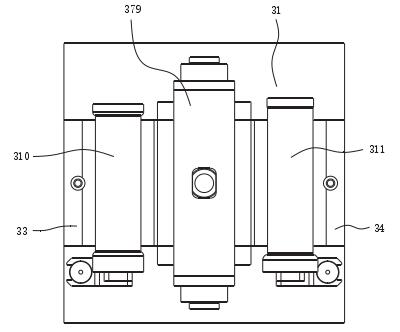
圖 6 夾具俯視圖(tú)
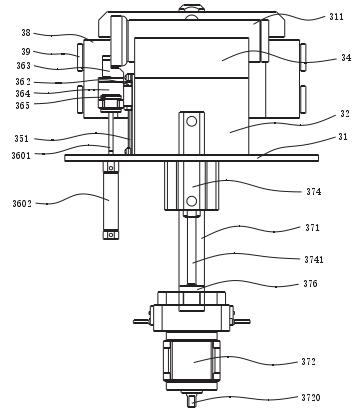
圖 7 夾具右視(shì)圖
圖(tú) 8 車削裝置結構示意圖(tú)
第一工(gōng)件端麵定位裝置 35 包括第一滑(huá)軌 351、第一(yī)滑(huá)塊(kuài) 352、第一定位塊 353、第一(yī)連接塊 354、第(dì)一卡扣 355和第一推拉氣缸 350。第一(yī)滑軌 351 設置在基座 32 上,第一滑塊 352 滑(huá)動地設置在第一滑軌 351 上,第一定位塊 353設置在第(dì)一滑塊 352 上,第一(yī)連接塊 354 設置在第一(yī)定位塊 353 上,第一卡扣 355 設置(zhì)在第一連接塊 354 上,第一推拉氣缸 350 的活塞杆 3501 與第一(yī)卡扣 355 連(lián)接,第一推(tuī)拉氣缸 350 的缸體 3502 設置(zhì)在安裝板 31 上。活塞杆 3501驅動第一卡扣 355、第一連(lián)接塊 354、第一定位(wèi)塊 353 和第一滑塊 352,沿第一滑軌(guǐ) 351 上下運動給工件 310 提供定位(wèi)。
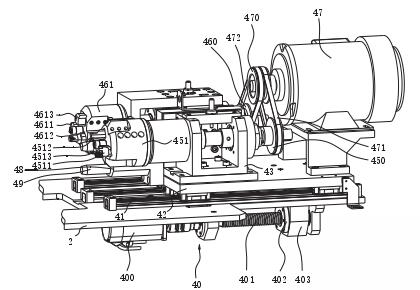
第二工件端麵(miàn)定位裝置 36 包括第二滑軌 361、第二滑塊 362、第二(èr)定位塊 363、第(dì)二連(lián)接塊 364、第二卡扣(kòu) 365和第二推(tuī)拉氣缸 360,第二(èr)滑軌 361 設置在基座 32 上,第(dì)二滑塊 362 滑(huá)動地設置在第一(yī)滑軌 361 上,第二定位塊 363設置在第二滑塊 362 上,第二連接塊 364 設置在第二定位塊 363 上,第(dì)二卡扣 365 設置在第二連接塊 364 上,第二推拉氣缸 360 的活塞杆 3601 與第二(èr)卡扣(kòu) 365 連接,第二推(tuī)拉(lā)氣缸 360 的缸體 3602 設置在安裝(zhuāng)板 31 上。活塞杆 3601驅動(dòng)第二(èr)卡扣 365、第二連接塊 364、第二定位塊 363 和第二滑塊 362 沿第二滑軌 361 上下運動給工件 311 提供(gòng)定位(wèi)。在基座 32 的下麵設有旋轉夾持(chí)裝置 37,旋轉夾持裝置37 包括旋(xuán)轉軸 371、馬達(dá) 372、第(dì)一夾持氣缸 373、第二(èr)夾持氣缸 374、第三卡扣 375、第四卡扣(kòu) 376、推拉板 377、固(gù)定(dìng)塊 378 和壓板 379。第一夾持氣缸 373 和第二夾持氣缸(gāng)374 的缸體均固定在基座 32 上,第一夾(jiá)持氣缸 373 的活(huó)塞杆 3731 通過第三(sān)卡扣 375 與推拉板 377 相連,第二夾持氣缸 374 的活塞杆 3741 通過第四卡扣 376 與推(tuī)拉(lā)板 377 相連(lián),固定塊 378 安裝在推拉(lā)板 377 上,馬達(dá) 372 的本體安裝在固(gù)定塊 378 上(shàng),馬達 372 的輸出軸 3720 與旋轉軸 371 的下端相連,壓板 379 安裝在旋轉軸 371 的上端。第一夾持氣缸373 的活塞杆 3731 和第二夾持氣缸 374的活塞杆 3741 推動推拉板 377 帶動第三卡扣 375、第四卡扣 376、推拉板 377、固定塊 378、旋轉軸 371、壓(yā)板 379 和馬達 372 上下運動為壓板 379 壓緊工件 310 和(hé)工件 311 提(tí)供壓力,馬達 372 帶動(dòng)旋轉軸 371 旋轉,方便放置和取出工件 310 和(hé)工(gōng)件 311。在基座 32 的橫向(xiàng)兩側對稱設有導套座 38,導套座 38上(shàng)設有導套 39。車削裝置 4B 包括(kuò)安裝在基板 2 上的滑軌 41,滑軌 41上設有可沿滑軌 41 滑動的滑座 42。滑座 42 上靠近(jìn)夾具 3的一端設有(yǒu)第一主軸座 43 和第二主軸座 44,第一主軸座43 上設有第一(yī)主軸(zhóu)裝置 45,第二主軸座 44 上設(shè)有(yǒu)第(dì)二(èr)主軸裝置 46。滑座 42 的另一端設有電動馬(mǎ)達(dá) 47,電動馬達47 的輸出軸(zhóu)上設有主動(dòng)皮帶輪
470。
第一主軸裝置 45 靠近夾具3的一端設有第一刀座451,第一刀座 451 上設有外圓車刀安裝孔、內(nèi)孔車刀(dāo)安裝孔和端麵車刀安裝孔,在外(wài)圓(yuán)車刀安裝孔內安裝外圓車刀4511、在內孔車刀安裝孔(kǒng)內安裝內孔車刀(dāo) 4512、在(zài)端麵車刀安裝孔內安裝端麵車刀 4513;第一主軸裝置 45 的另一(yī)端設有(yǒu)第一(yī)從動皮帶輪(lún) 450,第一從動皮帶輪 450 與主動皮帶輪 470 之間設有第一皮帶(dài) 471;第二主軸裝置 46 靠近夾(jiá)具3 的一端設有第二(èr)刀座 461,第二刀座 461 上(shàng)設有外圓車刀安裝孔、內孔車刀安裝(zhuāng)孔和端麵車刀安裝孔,在外圓車刀安裝孔內安裝外圓車刀 4611、在內孔車刀安裝孔內(nèi)安裝內孔車刀 4612、在端(duān)麵車刀安裝孔內安裝端麵車刀 4613,第二主軸裝置 46 的另一端設有第二從動皮帶輪 460,第二從(cóng)動皮帶輪 460 與主動皮帶輪 470 之(zhī)間設有(yǒu)第二皮帶(dài) 472。通過在外圓車刀安裝孔內安裝外圓車刀、在內孔車刀安裝孔內安裝內孔車刀、在端麵車刀安裝孔內安裝端麵車刀,主軸(zhóu)裝(zhuāng)置旋轉可(kě)同時加工工件的外圓、內孔和端麵,可極大提到加工效率。
選用(yòng)電動馬達作為(wéi)驅動裝置,結構簡(jiǎn)單(dān),運行可靠,噪音小。主動皮(pí)帶(dài)輪和從動皮帶輪(lún)之間(jiān)選用皮帶作為傳動件,結(jié)構(gòu)簡單,成本低,運行噪音小。在滑座 42 上(shàng)還設有導柱座 48,導柱座 48 上設有導柱49。工作時,滑座上設置的導柱與夾具的基座上的導套配合,以提高加工精度。在滑座 42 和基板 2 之間設有進給裝置(zhì) 40,進給裝置40 包括伺服電機 400、絲杠 401、螺母 402 和固定塊 403。固定塊 403 設置在滑座 42 上,螺母 402 設置在固定塊 403 上,伺服電機 400 固定在基(jī)板 2 上(shàng),絲(sī)杠(gàng) 401 的一端與伺服電機 400 相連,絲杠(gàng) 401 的(de)另一端與螺母 402 配合。進(jìn)給裝置選用伺服電機作為動力,伺服電機運行精度高,能提高工(gōng)件的加工精度。傳動件選用絲杠,運行可靠,精度高。切(qiē)削(xuē)液過濾循環裝置 5包括過濾筐 51、儲液箱 52 和水泵 53。過濾筐 51 設在儲液箱 52 的上方,過濾筐 51 底部為(wéi)多孔(kǒng)網狀結構,水泵 53 安裝在機架 1 上,水泵 53 的泵頭 530 設置(zhì)在儲液箱 52 內。基板(bǎn) 1 上圍繞夾具 3 設有回(huí)形斜板 54,在基板 1 上回形斜板 54 圍繞的區(qū)域內開有落料孔55,在基板 1 的底麵(miàn)上圍繞落料孔 55 設有落料管 56,落(luò)料管 56 底部(bù)落料口的投影麵(miàn)位(wèi)於過濾筐 51 內(nèi)。過濾(lǜ)筐底部為多(duō)孔網狀(zhuàng)結構,能(néng)過(guò)濾切削(xuē)下來的廢料。回形斜(xié)板具有導(dǎo)流作用,落料管底部落料口的(de)投影麵位於過濾筐內,能(néng)使(shǐ)從過濾筐流下的(de)切削液完全流入儲液箱。機架 1 上(shàng)設有機罩 9,機罩 9 內頂部設有照明燈(dēng)(圖中未示出)。在機架 1 的前麵設(shè)有安全光幕 10,在機(jī)架 1 的底部設有旋轉腳輪 11 和固定(dìng)腳蹄 12。機架上(shàng)還設(shè)有控製箱6、控製麵板 7 和操(cāo)作裝置 8,操作裝置 8 上設有啟動按鈕80 和(hé)急停按鈕 81。機罩能防止切削液甩出,隔(gé)離加工區(qū),防止發生安全事故。安全光幕(mù)能防止發生(shēng)安全事故。在機架的底部同時設置旋轉腳輪和固定腳蹄,旋轉腳輪能(néng)方便移動車床,移動(dòng)到(dào)預定的位置後,調整固定腳蹄的高度,使用固定腳蹄支撐車床,並可通過(guò)固定腳蹄調整車床的水平度,確(què)保車床的加工精度。控製箱內安裝控製車床的(de)電器元件,控製(zhì)麵板用來設置各項參數(shù)來控(kòng)製(zhì)車床。操(cāo)作裝置上設(shè)置的啟動按鈕和急停按鈕方便操作車床,緊急情況下可快速停機。
3、結語
機床設置了(le)四套主軸裝置,夾具能同時裝夾兩個工件,通過一次裝夾即可完成對工件兩端外(wài)圓、內孔及端麵的加(jiā)工,顯著提(tí)高了生產效率。該機床夾具結構合理,裝夾和拆卸工件方便、可(kě)靠,並且能較好地保證工件的同軸度,極大地提高了產品的加工精度和質量,特別適合大批量生產兩端都需要加工的工件。
投(tóu)稿箱(xiāng):
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相(xiàng)關信(xìn)息
州金(jīn)馬")
業界視點
| 更多

行(háng)業數據
| 更多(duō)
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年(nián)11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數據
- 2024年11月(yuè) 新能(néng)源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據