


數控車加工多線螺紋的方法
2020-5-7 來源: 山西平陽重工機械有限責任公司 作者:王永軍
摘要 : 通過實例介紹(shào)在數控車(chē)床和(hé)數(shù)控(kòng)車 削中心上加工多線螺紋的方法,利用該方法可以 加工任何複雜(zá)高精度多線螺紋(wén),並且解決了普通 車(chē)床加(jiā)工(gōng)多線螺(luó)紋效率低的問題。 隨著機械行業的快速發展,對各種零件的螺 紋精度和加工效率提出了更高的要求。多線螺紋 是螺(luó)紋加工中常見的一種,可(kě)以成倍提高傳動(dòng)效 率,傳統製造中(zhōng)利用普通車床加工多(duō)線(xiàn)螺紋,由 於(yú)效率低、精度差以及勞動強度高等弊端,逐漸 被數控加工所取代。
1.螺(luó)紋(wén)的加工(gōng)原理
螺紋的加工是靠刀(dāo)具的移動與主軸回(huí)轉同步 運動來實現的,裝在數控機床主軸上的位(wèi)置編碼 器(qì)實時(shí)讀取主軸的轉速,並(bìng)轉換為刀具(jù)的進(jìn)給速(sù) 度(dù)。通(tōng)常,螺(luó)紋的切削是沿著(zhe)同樣的刀(dāo)具(jù)軌跡從 粗切到精切重(chóng)複(fù)進行,因為螺紋切削是在主軸上 的位置編碼器輸出一轉信號時開始的,所以螺紋 切削是從固定點開始且刀具在工件上的切削軌跡 不變。
2.多線螺紋的分線方(fāng)法
多線螺紋(wén)是在普通螺紋的基礎上增加分線的 工序,常采用的有軸向分線法和圓周角度分(fèn)線法。 軸向(xiàng)分線法是在車好一(yī)條螺旋線之(zhī)後,把車刀沿(yán) 螺紋軸線方(fāng)向移動一個螺距再車第二條螺旋槽, 這種方(fāng)法適合主軸上沒有安裝(zhuāng)位置檢測(cè)裝(zhuāng)置的機(jī) 床,它適合加工一些起始點在工件的任何一側而 不是中部的螺紋,否則可能會發生刀具與工件幹 涉。圓周角度分線法是根據螺旋線在圓周上等距 分布的特點,利用等分圓(yuán)周角度來分線。采用(yòng)圓 周角度分線法需(xū)要機床(chuáng)主軸具有分度(dù)功能(néng),但在 加工過程中不受任何限製,這種方法對於(yú)一些有 特殊要求的螺紋(wén)更為實(shí)用。
3.實例驗證
以加工圖 1 所示(shì)產品外表麵(miàn) 6 線矩形螺(luó)紋為 例,用兩種方(fāng)法(fǎ)來(lái)說明在數控車床上是如何(hé)加(jiā)工 多線螺紋的。
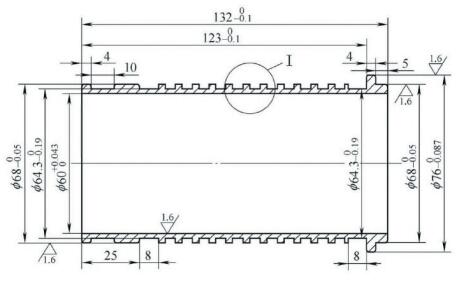
圖(tú) 1 工件的 6 線(xiàn)矩形螺紋
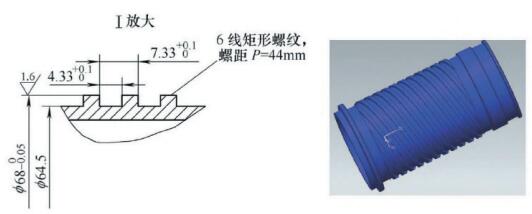
首先,分析該工件螺紋為 6 線矩形螺紋,螺紋的起始點在工件的(de)中間部位,如果(guǒ)采用(yòng)軸向分線法, 兩端的退(tuì)刀槽都沒有足夠的刀具移動空間,軸向移動螺(luó)紋起點必然造成刀尖與工(gōng)件幹涉(shè)。因此,選用(yòng) 圓周角度分線法,該(gāi)螺紋為 6 條螺(luó)旋線,分線角(jiǎo)度為(wéi) 360°/ 6=60°。選用與螺旋槽相同寬(kuān)度且帶有螺 旋升角的矩形螺紋刀,以減少刀具與工件的(de)切削(xuē)抗力。 螺旋升角(jiǎo)的計(jì)算公式為 :tanφ=nP / πd2,其中 φ 為螺紋升角,nP 為螺紋導程 (n 為螺紋線數,P 為螺距 ),d2 為中徑。 (1)此程序利用機床螺紋加工指令 G32,並由宏指令控製加工該 6 線螺紋 (FANUC 0i 係統 ):
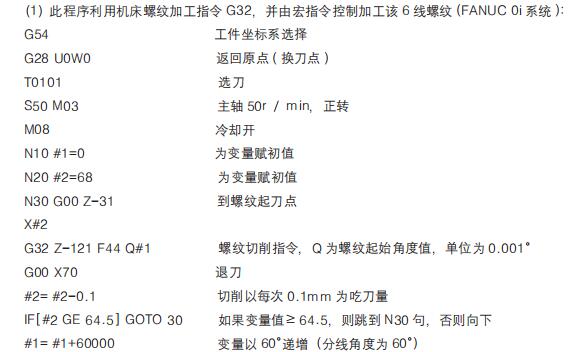
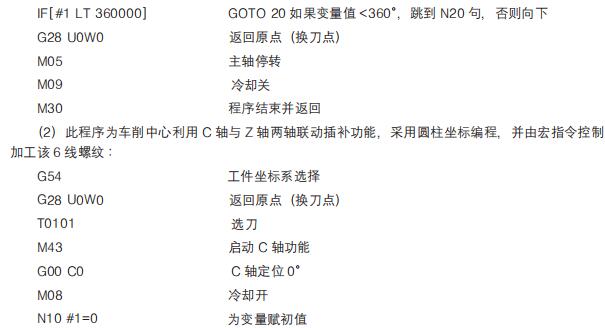
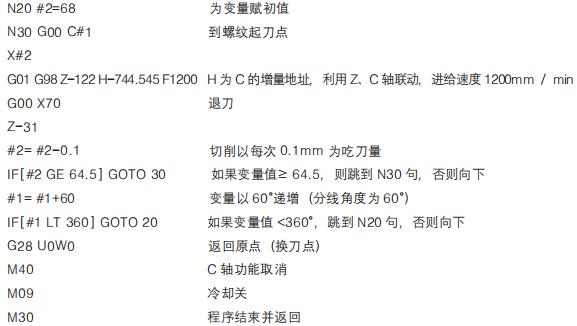
其中 C 軸所轉角度計算如下 :H=( 螺紋起始點與終止點的距離/螺紋導程 )×360°。 該程序走(zǒu)刀速度可由機床(chuáng)倍率開關控製,方便在加工過程中的調整,也能二次裝夾修複螺紋,因 此非常實用。
4.結語
通(tōng)過采用宏指令編寫加工程序的兩種方法,分別利用(yòng)數控車床及車削中心來加工 6 線螺紋的實例, 揭示了數控(kòng)車加工多線螺紋的規律和方法,在實(shí)踐(jiàn)中可有(yǒu)效提高螺紋的(de)加工效率和質量。
投稿箱:
如果您有機床(chuáng)行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業界視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬切(qiē)削(xuē)機床產量數據
- 2024年11月 分地區金屬(shǔ)切削(xuē)機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口(kǒu)情況
- 2024年10月(yuè) 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源(yuán)汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工(gōng)過程圖示
- 判斷一台加工中心精度的幾(jǐ)種辦法
- 中走絲(sī)線切割機(jī)床的發展趨勢(shì)
- 國產數控係(xì)統和數控機床何去何從?
- 中國的技(jì)術工(gōng)人都去哪裏了?
- 機械老板做(zuò)了十(shí)多年,為何還是小作坊?
- 機械行(háng)業最新自殺性營(yíng)銷,害人害己!不倒閉才
- 製造業大逃(táo)亡
- 智能時代,少談(tán)點智造,多談(tán)點製造(zào)
- 現實麵前,國人(rén)沉(chén)默。製造業的騰飛(fēi),要從機床
- 一文搞懂數(shù)控車(chē)床加(jiā)工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計(jì)
- 傳統鑽削與螺旋銑孔加工工藝的區別