


用宏程序加工變螺(luó)距(jù)螺紋(wén)
2018-2-16 來源:營口職業技術學院 作者:修鐵奇
摘要(yào):介紹如(rú)何使用 GSK980TDB係統的數控車床用 B類宏程(chéng)序加工牙等槽(cáo)變距及槽等寬牙變距(jù)螺紋的(de)方法和過程,並給出具體加工程序,為加工同類型件提供參考.
關鍵詞:變距(jù)螺紋;宏程(chéng)序;數控(kòng)加工
在普通車床上加工特殊要求的螺紋是很困難(nán)的,並且還有一些螺紋是(shì)無法加工的,比如(rú)變距螺紋.變距螺紋的螺距呈增量變(biàn)化(huà),由於普通車床是傳動式齒輪傳動,因(yīn)此滿足不了加工變距螺紋的要求.隨著數控車床(chuáng)的發展,加工範圍更加廣泛.在數控車床上編程(chéng)加工普通螺紋相對簡單,加工效率高,但對於一些異形螺紋加工(gōng)也存在一定的難度,主(zhǔ)要體現(xiàn)在加(jiā)工程序的編寫.
目前經濟型數控機(jī)床相對普及,大部分數控係統已經具備(bèi)了加工變(biàn)距螺紋的功能,可以(yǐ)縮短零件編程(chéng)時間,提高生產效率(lǜ).變螺距螺紋是螺距發生變化,即主軸每轉一圈(quān) Z 軸移動一個導程,並且主軸每轉一轉,刀具移動的螺距是不斷增加或減少指定(dìng)的值(zhí),在工件表麵形成一(yī)條變螺距的螺旋切槽,實現變距螺紋的加工.變距螺紋(wén)的類型分為兩種,一種是牙(yá)等槽(cáo)變距,一種是槽等寬牙變距.宏程序的特點是(shì)使用(yòng)變量編寫加工程序,通過變量(liàng)進行運算,拓寬了傳統(tǒng)數(shù)控編(biān)程的局限性.
經濟(jì)型數(shù)控車床加工某些(xiē)零件使用宏程序編程比計算機編程更方便,而且常用的固定循環指令也都(dōu)是通過宏程序來實現的,因此(cǐ)掌握宏程序(xù)的編程方法(fǎ)就可以實現對數控係統的二次開發.
下麵介紹用一(yī)台(tái)配備(bèi) GSK980TDB係統的經濟型數控車床上采用 B 類宏程序加工變螺距螺紋的(de)方法和過程.
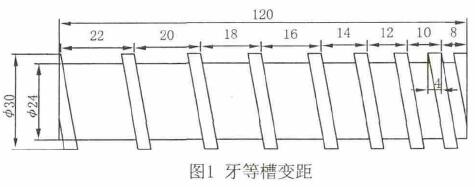
1、牙等槽變距
如圖(tú)1,所加工的變螺距螺紋為牙(yá)等槽變(biàn)距,加工牙頂 Φ30,牙底 Φ24,初
始螺距 6 mm,牙(yá)型寬度 4 mm,最小螺距為 8 mm,最大(dà)螺距為22mm,每轉螺距增量2mm.
1.1 過程分析
1.1.1 已知條件螺距初始值為6mm,牙型寬度4mm,螺距增量2mm,最(zuì)小螺距8mm,最大螺距為22mm,切完一層後要向 X 向退(tuì)刀、在第(dì)二層切削前螺距初始化(huà)為6mm,X 軸(zhóu)初始值為30mm、X 軸(zhóu)中止值為24mm,3mm 切槽刀(dāo)具一把.
1.1.2 分析結果
每層 X 軸(zhóu) 進 刀(dāo) 增 量 0.5 mm;最 大 剩 餘(yú) 量 = 最 大(dà) 螺 距 - 刀(dāo) 具 寬 度 - 牙 型 寬 度(dù) =22-3-4=15mm;剩餘(yú)切削次數=最大剩餘量÷刀具寬度=15÷3=5次,本例取8次;Z方向(xiàng)偏(piān)移量=|(螺距初(chū)始值-牙型寬度-刀具寬度-螺距增量)÷剩餘切削次數|=|(6-4-3-2)÷8|=0.375mm;螺距F 偏移量=螺距增量R÷剩餘切削次數=2÷8=0.25mm.根據以上條件通過(guò)計算得出工(gōng)件加(jiā)工的總長,毛坯總長必須在150 mm 左右 (8.0+10.0+…+20.0+22.0=120 mm),工件 X 軸初始值為Φ30mm,留出加工長(zhǎng)度130mm.
1.2 過程描述
以工件軸線與工件端麵(miàn)交點為(wéi)編程原點,切槽車(chē)刀快速定位 X 軸至32mm,Z 軸定位至6mm,X 軸進刀至29.5mm,完成第一刀切(qiē)削後退刀至退刀點,刀具重新定位起點 X 軸數值29.5mm (
Z方向起點位置變量=螺距初始值為(wéi)-Z 方向偏移量×切削次(cì)數),切削螺紋時 (螺距 F 變量=螺距初始值-螺距F 偏移量)反複循環8次.進行比較 (如果工件 X 軸尺(chǐ)寸≥24mm,繼續(xù)進刀,否(fǒu)則轉
移到 N1程序段),反複進刀(dāo)至 X 軸尺寸24mm,如果 X 軸尺寸小於24mm 循(xún)環結束,執行下一段指令(lìng),螺紋(wén)切削完畢.
1.3 加(jiā)工程序
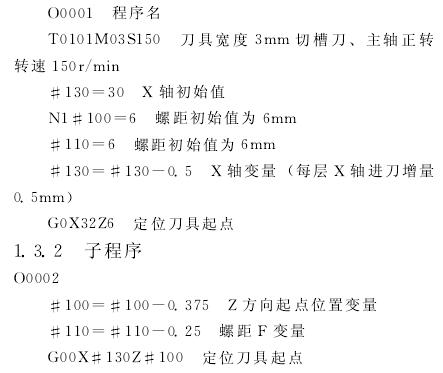
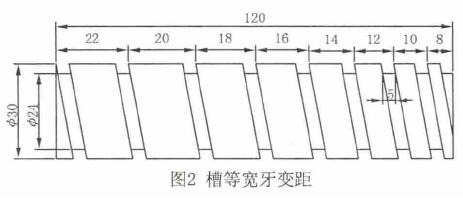
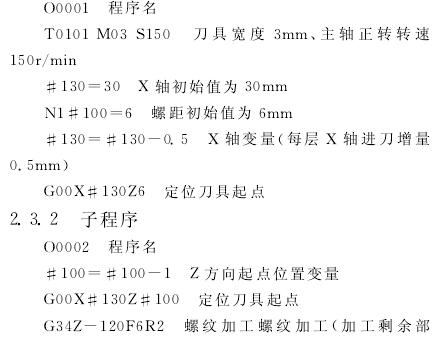
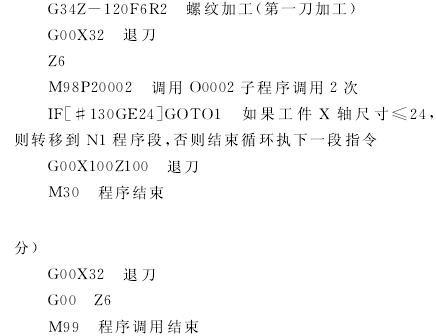
1.3.1 主程序
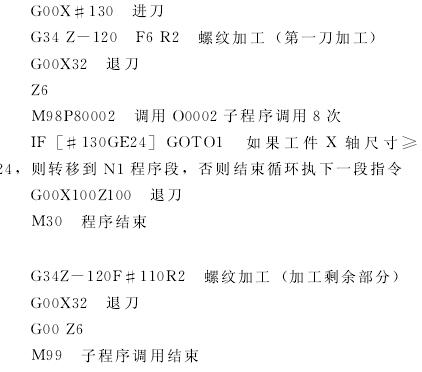
2 、槽等寬牙變距
如圖2,所加工的(de)變螺距螺(luó)紋為槽等寬牙變距,加(jiā) 工 牙 頂 Φ30, 牙 底 Φ24, 初 始 螺 距 6mm,槽底寬度5mm,最小(xiǎo)螺距為8mm,最大螺距為(wéi)22mm,每轉螺距增量2mm.
2.1 過程分(fèn)析
2.1.1 已(yǐ)知條(tiáo)件每層 X 軸(zhóu)進刀增量0.5mm,螺距初始值為6mm,槽底寬度5mm,螺(luó)距(jù)增量2mm,最小螺距8mm,最(zuì)大螺距為22mm,在第二層切削前(qián)螺距初始化為 6mm,X 軸初始值為
30mm,X 軸中止值為24mm,刀具寬(kuān)度(dù)3mm.
2.1.2 分析結果
Z 方向總偏移量(liàng)=槽底寬度-刀具寬度=5-3=2mm;Z 方向偏移量1mm;Z 方向刀(dāo)具(jù)偏(piān)移次數=Z 方向總偏移量÷Z 方向偏移量=2÷1=2次.根(gēn)據以上條件,通過計算得出工件毛坯總長必須在150mm 左(zuǒ)右(8.0+10.0+…+20.0+22.0=120mm),工件 X 軸初始值為Φ30mm,留出(chū)加工長度130mm.
2.2 過程描述以工件軸線與工件端麵交點為編程原點(diǎn),切(qiē)槽車(chē)刀快速(sù)定位 X 軸至32 mm,Z 軸定(dìng)位至6mm,X軸進刀(dāo)至29.5mm,完成第一(yī)刀切削後退刀至退刀點(diǎn),刀(dāo)具重新定位起點 X 軸數值29.5mm(Z 方向(xiàng)起點(diǎn)位置變量=螺距初始值為-Z 方向偏移量×切削次(cì)數),切削螺紋時反複循環8次.進行(háng)比較(如果 X軸刀具位置(zhì)≥24,繼(jì)續進刀,否則轉移到 N1程序段),反複進刀至(zhì) X 軸尺寸(cùn)24mm,如果 X 軸尺寸小於24mm 循環結束,執行下一段指(zhǐ)令,螺紋切削完畢.
2.3 加(jiā)工程序
2.3.1 主程序
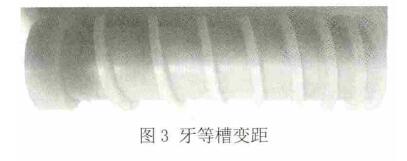
3、模擬加工(gōng)成果
加工成(chéng)果如圖3、圖4所示.

投稿箱:
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行資(zī)訊(xùn)合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行資(zī)訊(xùn)合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產(chǎn)量數(shù)據
- 2024年11月(yuè) 新能(néng)源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文選萃
| 更多