


異形特殊螺紋(wén)數控車削加工(gōng)
2017-12-27 來源:河南工業職業技術學院 作者: 劉誌剛,趙(zhào)曉燕
異形螺紋(wén)一般指螺紋的牙型、外形輪廓等與普通螺紋不同(tóng)的螺紋,如常見的圓弧螺紋。由於異形特殊螺紋形狀特殊(shū)、工藝複雜,單(dān)純利用傳統的(de)螺紋車 削 加 工(gōng) 指 令 ( 如 G32 /G33 /G92 /G76 /CYCLE97等) 無法(fǎ)完成,需要結合利用(yòng)參數(shù)化編程方法才能實現異形(xíng)特(tè)殊螺紋類零(líng)件的數控車削加(jiā)工。
1 、加工工藝分析
( 1) 刀具選用
刀具選用的基本(běn)原則是尺寸和形狀相適應,即刀具要和被加工對象的形(xíng)狀相似、尺寸匹配(pèi)。以常見的圓弧加(jiā)工(gōng)為例(lì),應(yīng)首選圓弧形車刀,可用來車削內、外表麵,尤其適於(yú)車削曲線連接( 凹形) 的各種成型麵。選用螺紋車刀時,圓弧車刀的半徑要≤所加工螺(luó)紋的半徑,以免加工時(shí)發生幹涉。但注(zhù)意圓弧車刀的半徑也不宜太小,否則會因刀體(tǐ)散熱差或刀尖強(qiáng)度低導致刀具損毀。
除圓弧車刀外,也可根據(jù)被加工對象的具體情況選(xuǎn)用尖形(xíng)車刀、小角度偏刀及寬度較小的(de)普通切槽刀。
( 2) 夾具的選擇
夾具通常采(cǎi)用三爪卡盤,但細長軸則用一夾一頂的方式,可提高工件剛度(dù),增加切削平穩性,保證(zhèng)加工時跳動量不會太大(dà),滿足同軸(zhóu)度(dù)要求。若遇到帶孔的單件,可使用心軸一端與(yǔ)工件連接,一端用三爪卡盤夾緊,以提高工件剛性,防止工件變形量(liàng)過大。
( 3) 異形特殊(shū)螺紋加(jiā)工方(fāng)法分析
異形特殊螺紋大都具有牙型深、寬度大、螺距大等特點,切削餘量和切削抗力也較大,因此加工時宜采用低速分層擬合車(chē)削。具體來說,是將螺紋牙型深度按一定數值分成若(ruò)幹層分別加工,通過不斷改變刀具起點位(wèi)置逼近實(shí)際螺紋輪廓(kuò)。
使用螺紋車削基(jī)本指令 G32、G33 結合宏參數進行編程加工,不宜使(shǐ)用 G76、CYCLE97 等循環指令進行加工。
( 4) 分層(céng)切削加工流程(chéng)
對於圓弧螺紋等異形(xíng)特殊螺紋的加工,僅靠基本指令和編程軟件是無法實現的,必須(xū)借助宏變量進行手工編程,圖 1 為利用宏變量和螺紋(wén)基(jī)本加工指(zhǐ)令編程加工圓弧螺紋的流程。
2 、加工實(shí)例
編製如圖 2 所示零件的圓弧螺紋加工程序,螺距 10mm,圓弧半徑 3. 5mm,公稱直徑 82mm。參(cān)考加工程(chéng)序如下:
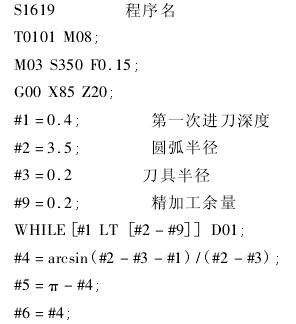
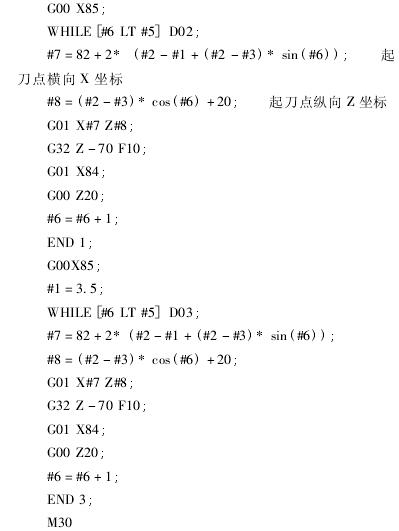
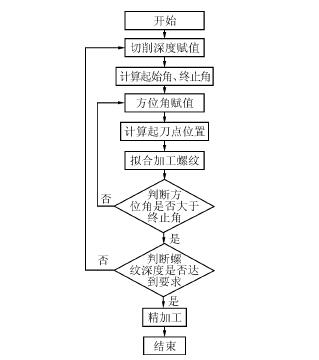
圖 1 圓弧螺紋加工流程圖(tú)
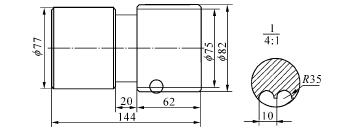
圖 2 圓弧螺紋(wén)加工圖
通過以上實例(lì)及分析可知,隻要認真分析異形(xíng)特殊螺紋,選(xuǎn)擇合(hé)適的刀具、裝夾方式和加工方法,並把螺紋加工基本指令和宏變量巧妙(miào)結合起來編寫程序,就能降低勞動(dòng)強度、提高生產效率,加工出符合要(yào)求的高精度異形特殊螺紋。
投(tóu)稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息
")
業(yè)界視點
| 更(gèng)多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新(xīn)能源汽車產量(liàng)數據(jù)
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床產量數據(jù)
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月(yuè) 基本型乘用(yòng)車(轎車)產量數據
博文選(xuǎn)萃
| 更多
- 機械加工過程圖示
- 判斷一台加工(gōng)中心精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床何去何(hé)從?
- 中國的技(jì)術工人都去(qù)哪裏(lǐ)了(le)?
- 機械(xiè)老板做了十多年,為何(hé)還(hái)是小作坊(fāng)?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時(shí)代,少談點智(zhì)造,多談點製造
- 現實麵前,國人沉默。製造業的騰(téng)飛,要從(cóng)機床
- 一文(wén)搞懂(dǒng)數控車(chē)床加工刀具補償(cháng)功能
- 車床鑽孔攻螺紋加(jiā)工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工(gōng)工(gōng)藝的區別