


宏程序在異(yì)形螺紋車削中的應用(yòng)
2020-4-9 來源: 中車株洲電力(lì)機車有限公司 作者:劉 輝(huī),熊文華
摘要: 隨著科(kē)學技(jì)術和社會生(shēng)產的不斷(duàn)發展,對一(yī)些機械產品的質量和生(shēng)產效率提出了更高的要求,異形螺紋的車削就是其中典型的代表。一般的螺紋切削指令 G32 和螺紋(wén)切削循環 G92、G76 等加工指令適用於常(cháng)用的螺紋加工,而不能滿足異形螺紋的車削。采用宏程序功能與螺紋加工指(zhǐ)令相結合,實現(xiàn)了對異形螺紋的車(chē)削(xuē)加工,並重(chóng)點介紹了有關異形圓柱螺紋的加工方(fāng)法及宏程序在異形螺紋車削中的應用。
關鍵詞: 數控編程; 宏程序; 刀具(jù); 異形螺紋
1 、概述
螺紋在(zài)各種機器中應用非常廣泛,常用的螺紋(wén)按其牙型不同可(kě)分為三角形螺紋(wén)、梯形螺(luó)紋、鋸齒形螺紋、矩形螺紋等,如果螺紋的牙型是圓弧、橢圓曲麵、拋物線或雙曲線等規則曲線,由這些曲(qǔ)線組合而成(chéng)的不規則形狀的螺紋,本文(wén)稱異形螺紋。這類型的螺紋加工(gōng)時,應用傳統的螺紋指令編程是不(bú)能完成的,如(rú)果用 CAM 軟件編程也不能實現異形螺紋的(de)車(chē)削加工。由於異(yì)形螺紋(wén)牙形形狀不定,無(wú)標準刀具,隻能借助一般刀具來加工,這就給編程帶來不便(biàn),利用宏程序功能,建立合理的數學模型就能很好解決這一難題。本文重點簡述螺紋牙型為橢圓曲麵的異形螺紋(wén)車削方法和加工刀具的設計及加工程序的編製,零件圖如圖 1 所示(shì)。
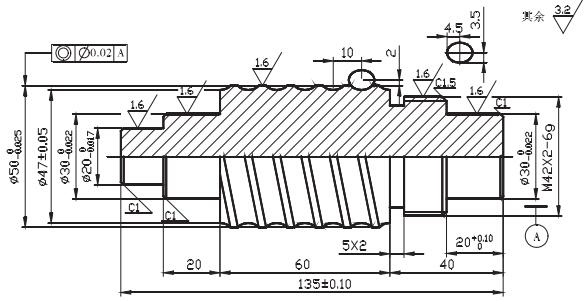
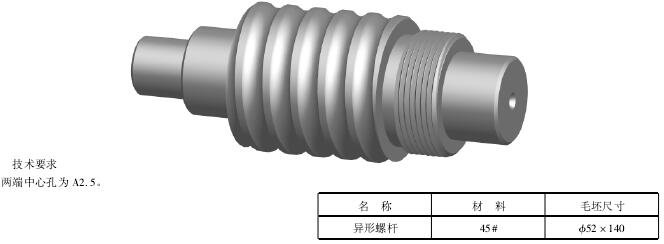
圖 1 異形螺紋零件(jiàn)
2 、對異形(xíng)螺(luó)紋的(de)分析(xī)
在型號為 CK6140 數控車床上加工此類(lèi)異形螺紋(wén)件,由於螺紋的牙槽是一個(gè)橢圓形(xíng),同時經過(guò)分析,橢圓的長半軸尺寸為 4. 5 mm,短(duǎn)半軸尺寸為 3. 5 mm,牙底直徑 47 mm,螺紋外徑為 50 mm,螺距為 10 mm 等形(xíng)狀(zhuàng)特點,技術要求、數量多少和(hé)裝夾方法,對該異形螺紋(wén)進(jìn)行(háng)車削工藝分析,加工中存在的難點,表現以下幾個方麵。
1) 該零件由外圓柱、普通螺紋、橢(tuǒ)圓牙形螺紋和退(tuì)刀槽組成。圖樣(yàng)中的圓柱尺寸和粗糙度(dù)要求很高,同時,在異形螺紋外徑與外圓基準 A 處有(yǒu)同軸度要(yào)求。
分析以上因(yīn)素(sù),決定擬定一條合理的工藝加工路線,減少裝夾(jiá)次數,采用三爪(zhǎo)自定心卡盤夾持工件和鑽(zuàn)中心孔,用(yòng)後頂尖頂住工件(jiàn)成一夾一頂裝(zhuāng)夾。把加工(gōng)順序及走刀路線集中分配,不僅利 於 車削加工、還保證了尺寸精度等技術要 的目(mù)的。
2) 該異形螺紋牙槽是一個橢圓形,對刀具(jù)的選擇不能忽視,任(rèn)何一把刀具刀尖(jiān)部分都(dōu)是圓弧的(de),根據理論刀尖點 A 來(lái)編程,如圖 2 所示(shì),那麽車削時,實(shí)際起作用的切削刃是圓弧各切(qiē)點,這樣就會產(chǎn)生加工表麵的形狀誤(wù)差,它對圓柱麵和端麵加工(gōng)沒有影響,但在車削錐(zhuī)麵、圓弧麵、橢圓等曲麵時(shí),會(huì)造成過切(qiē)現象,會(huì)造成異形螺紋的牙(yá)槽底部(bù)大(dà)於(yú)圖紙要求。
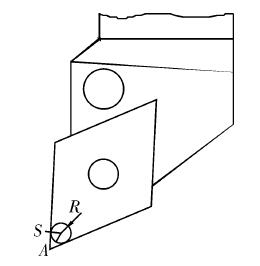
圖 2 刀尖圓弧和刀尖(jiān)理論點
分析異形螺紋加工刀具,決定將異形螺紋車刀刀頭形狀設計成圓頭形,優點是: 一是具有較好的強(qiáng)度和耐磨性; 二(èr)是能更好的起到異形曲麵的光滑(huá)過渡,有效提高螺紋表麵粗(cū)糙(cāo)度。刀頭圓弧太小(xiǎo)的確定,要考(kǎo)慮異形(xíng)螺紋麵最小曲率半徑,螺紋車刀刀頭(tóu)圓(yuán)弧(hú)半徑因小於所(suǒ)加工螺紋麵最小曲率(lǜ)半徑。在刀具角度的選擇及安裝時,都應合理,反之,則(zé)會(huì)直接影響螺紋的加工精度。
3) 由於異形螺紋麵為橢圓麵,一般的螺紋切(qiē)削指令不能滿足異形螺紋的車削,所以編製異形螺(luó)紋加工程序是關鍵。分析考(kǎo)慮,隻能借助於(yú)宏程序功能,設橢圓曲線(xiàn)、所包絡的角度為變(biàn)量,X,Z 值為自變量,用直線段逼近輪廓曲(qǔ)線的方法完成螺紋麵加工,再(zài)與 G32 指令(lìng)巧妙結合,最終完成異形螺紋的順利加工。
3 、用戶宏程序(xù)與一般螺紋加(jiā)工指令的優勢
用戶宏程序其實質與子程序相(xiàng)似,它是把一(yī)組實現某種功(gōng)能的指令,以子程序的形式(shì)事先存儲在係(xì)統存儲器(qì)中(zhōng),並通過主(zhǔ)程序中的(de)宏程序(xù)調用並執行這組程序。
宏(hóng)程序與普通程序相(xiàng)比較,一般程序的程序字為常量,一(yī)個程序隻能描述一個幾何形狀,所以缺乏靈活(huó)性(xìng)。而用戶宏程序主體中可以使用變量進行編程,還可以用宏指令對這些變量進行賦值和(hé)變量之間的運算等處理,從(cóng)而可以使用宏程序執行一(yī)些有規律(lǜ)變化(huà)的(de)動作。
以 FANUC 0i MATE - TD 係統數控車床為例,用來加工螺紋的(de)基本指令有 G32( 單行(háng)程螺(luó)紋切削指令(lìng)) 、G92( 螺紋切(qiē)削循環指令) 、G76( 螺紋切削複合循環指令) 三種。G92 為直進式進刀如圖 3( a) 所(suǒ)示,而 G76 為斜插式進刀如圖 3( b) 所示。其進刀方式不一樣,加工的效果也不一樣,人們在加工螺矩較小的螺紋時往往用 G92 指令進行編程,較大螺矩的螺(luó)紋時用G76 指令編程(chéng)。然(rán)而在沒(méi)有異形曲麵成型刀的情況下,使用上述哪種螺(luó)紋加工指令都無法滿足如圖 1 所示的異形螺紋車削。
通(tōng)常我(wǒ)們可以使用螺紋固定循環指令進行普通螺紋程(chéng)序(xù)的編製,對於(yú)橢圓麵(miàn)部分,可以(yǐ)使用逐點計算法計算(suàn)出其曲麵上的點,然後再進行程(chéng)序編輯,但其計算量和程序的編輯都非常費時、費力,且編程(chéng)存在較大的精度(dù)誤差。若將用戶宏程序功能和 G32 指令結合使用,就能實現如圖 3( c) 所示,沿異形曲麵斜插式進刀。不僅可以完成對異形螺紋(wén)加工,而且計算量較小,程序編輯相對簡(jiǎn)單。
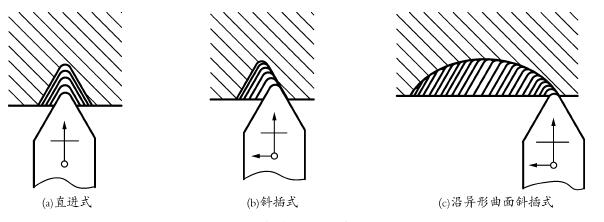
圖 3 螺(luó)紋切(qiē)削進刀方式
4、 異形螺紋零件(jiàn)圖分析及加工路(lù)線的確定
4. 1 異形螺紋零件分析(xī)
如圖 1 所示,該零件表麵由外圓柱、普通螺紋、橢圓牙形螺紋和退刀(dāo)槽組成。其中圓柱尺寸和粗糙度要求較(jiào)高,另外異形螺紋(wén)麵與基(jī)準 A 有同軸度要求。其餘長度方向和退刀槽並沒有較嚴格的(de)尺寸精度和(hé)表麵粗糙度要求,尺寸標注完整,輪廓描述清楚,零件材料為 45#鋼(gāng),無熱處理和硬度(dù)要(yào)求。
4. 2 加工路線的(de)確定
1) 采用三爪自定心卡盤夾持工件的左端,工件伸出長度60 mm 左右(yòu),校正夾緊。
2) 車端麵,車一小段外圓長 20 mm 左右( 車圓即可(kě)) ,鑽中心孔。
3) 調頭夾已車外圓,校(xiào)正夾緊。車端麵,保證總長 135 ±0. 1 mm,鑽(zuàn)中心孔,用後頂尖頂住工件成一夾一頂裝夾。
4) 調用外圓車刀,采用 G71 循環指令粗車 30 0 ~ 0. 022 mm,M42 × 2 - 6 g 螺紋外徑(jìng),異形螺紋外徑 50 0 ~ 0. 025 mm,留1 mm精車餘(yú)量並倒角。
5) 調頭夾 31 mm 外圓,用後(hòu)頂尖頂住工件成一夾一頂裝夾。調用外圓車刀(dāo),采用 G71 循環指(zhǐ)令粗車 20 0 ~ 0. 017 mm,30 0 ~ 0. 022 mm,留 1 mm 精車餘量並倒角。
6) 調頭(tóu)夾 21 mm 外圓(yuán),用後頂尖頂住工件成一夾一頂裝夾如 圖 4 所 示。調 用 外 圓 車 刀,用 G70 指 令 精 車 30 0 ~0. 022 mm,M42 × 2 - 6 g 螺紋外徑,異形螺紋外徑 50 0 ~0. 025 mm 至尺寸。
7) 調用切(qiē)槽刀,粗、精車 5 mm × 2 mm 螺(luó)紋退刀槽至尺寸。
8) 調用三角螺紋(wén)車刀,用 G92 螺紋循環指令粗、精車 M42× 2 - 6 g 螺紋至尺寸。
9) 調用(yòng)異形螺紋車(chē)刀,用宏程序粗、精車異形螺紋至尺寸。
10) 調頭包銅皮夾 30 0 ~ 0. 022 mm 外(wài)圓,用後頂尖頂住工件成一夾一(yī)頂裝夾,校正夾緊。調用(yòng)外圓車刀,用 G70 指令精車 20 0 ~ 0. 017 mm,30 0 ~ 0. 022 mm 外(wài)圓至尺寸。
11) 檢驗(yàn)。
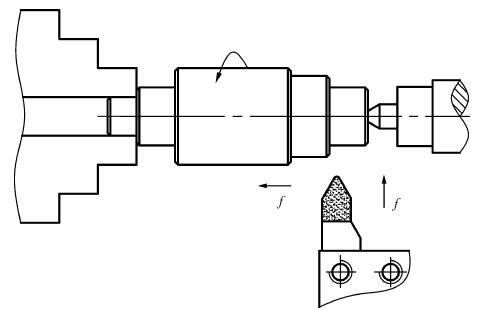
圖(tú) 4 工件裝夾示意圖
5 、異形螺紋車刀設(shè)計
5. 1 異形螺紋車刀刀頭形狀的確定
如(rú)圖 5( b) 所示,將異形螺(luó)紋車刀刀(dāo)頭形狀(zhuàng)設計(jì)成圓頭形。此種圓頭形異形螺紋車刀比圖 5( a) 所示三角形螺紋車刀具有更好的強度和(hé)耐磨性,因此可以承受更大的切削(xuē)力(lì),在車削時可適當的加深背吃刀量,提高加工效率。另一方麵圓頭形螺紋車刀在加工異形螺紋時能更好地起到異形曲麵光滑過渡的效果。
5. 2 異形螺紋車刀刀頭(tóu)圓弧大小的確定
理論上,異形螺紋車刀刀頭圓(yuán)弧半徑因小於所加工異形螺紋麵最小曲率半(bàn)徑(jìng),否則大於最(zuì)小曲率半徑將產生過切現象。在實際加工中,車異形螺紋(wén)的螺紋車刀刀頭為圓弧(hú)形,加工時若車刀圓頭半(bàn)徑增大,其接觸麵積隨之(zhī)增大,至使徑向切削力過大,車削時易出現紮刀現象,若圓頭半徑太小又將影響刀具強(qiáng)度和刀具(jù)耐用(yòng)度。通過多次試驗,總結出車該異形螺紋工(gōng)件(jiàn)時(shí)車刀的刀頭圓弧半徑(jìng)取(qǔ) R1. 5 mm ~ R2 mm 為比較適宜,采用的刀具幾(jǐ)何形狀和角度如圖 5( b) 所(suǒ)示。
5. 3 異形螺紋車刀角度的選取(qǔ)
異形螺(luó)紋車刀角度如(rú)圖 5( b) 所示(shì)。徑向前角取 5° ~ 10°,徑向後角取 6° ~ 8°,兩側後角進刀方向為( 10° ~ 12°) + ψ,背進刀方向(xiàng)為( 6° ~ 8°) - ψ。
5. 4 螺紋車刀的安裝
異形螺紋車刀的安裝與普通(tōng)三角螺紋車刀的安裝相似,在裝夾異形螺紋(wén)車(chē)刀時,刀頭圓弧位置應調整與工件回轉軸線等高,然後車刀刀尖角的(de)對稱中心線與工件軸線垂直,另外刀頭伸出不要過長,一般為 20 ~ 25 mm 否(fǒu)則刀具剛性變差(chà)。
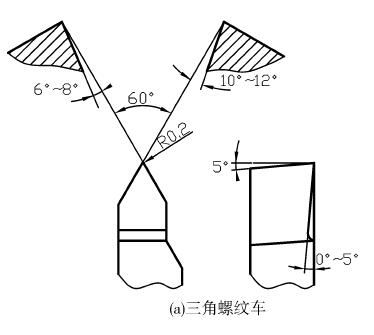
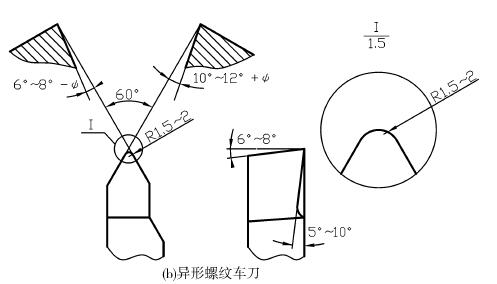
圖(tú) 5 螺(luó)紋車刀
5. 5 異形螺紋車刀圓頭(tóu)半徑(jìng)對加工的影(yǐng)響
由於異形螺紋車刀刀頭為圓弧形,所以切削(xuē)異形螺紋曲麵時,會因工件與(yǔ)刀具圓弧切點(diǎn)的(de)變化而(ér)產生零件的形狀誤差。故編程時必須使用刀具的半(bàn)徑(jìng)補償,否則將影響加工精度。從圖 6 中可以看出,理論上刀具切削(xuē)時刀尖運動軌跡是刀尖 A 的軌跡 ( 圖中 P1→A2—A3…→P2) 。但是,車削(xuē)時實際起切削作用的是刀尖圓弧的(de)各切點(diǎn),因此(cǐ)車出的工(gōng)件實際表麵形狀是圖中的虛線(xiàn)形狀(zhuàng),這樣就產生了較大的形狀誤差。為(wéi)此,在這種情況(kuàng)下就必須考慮刀尖圓弧半徑對異形螺紋曲麵形狀的影響。現以 FANUC 0i MATE - TD 為例刀具半徑補(bǔ)償指為: G40 為取消刀具半徑補償(cháng)指(zhǐ)令(lìng),G41 為刀具半徑左(zuǒ)補償指令,G42 為(wéi)刀具(jù)半徑右補償指令。
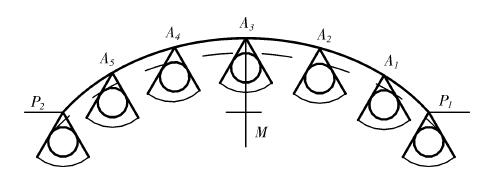
圖 6 異形螺紋加工(gōng)時刀頭圓弧的影響
6 、程序(xù)設計思路
由於異形(xíng)螺紋麵為橢圓麵,考慮借助於宏程序功能,設橢圓曲線、所包(bāo)絡的角(jiǎo)度為變量(liàng),X,Z 值為自變量,用直線段逼近輪廓(kuò)曲線的方法(fǎ)完成螺紋麵加工,再與 G32 指令結合最終(zhōng)完成異形(xíng)螺紋的加工。
6. 1 數學(xué)建模(mó)

圖 7 為被(bèi)加工(gōng)螺紋橢圓曲麵的幾何圖形,其加工(gōng)長(zhǎng)度為7. 4 mm。a = 3. 5 mm,b = 4. 5 mm。
6. 2 程序設計(jì)
如圖 8 所示宏(hóng)程序加工異形螺紋流程,首先為(wéi)螺紋參數初賦值,用 G32 作為螺紋加工指令,設螺紋曲麵 Z 向(xiàng)長度作為條件判斷(duàn)依據,橢圓(yuán) X 值(zhí)計算,螺紋循環加工一次,變量 Z 重(chóng)新賦值,計算橢圓 X 值,進行螺紋(wén)車削,如此比較判(pàn)斷、計算、螺紋循環加工,直至滿足(zú)條(tiáo)件為止。跳出程序螺紋加工完畢。
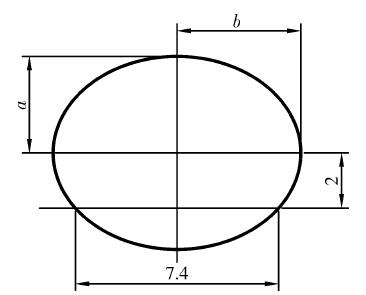
圖 7 橢圓幾何圖形(xíng)
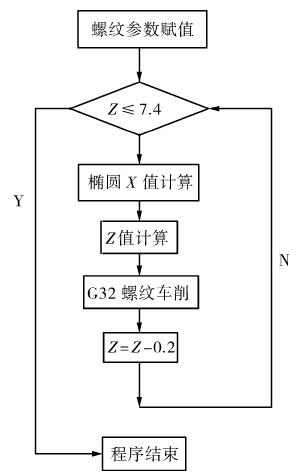
圖 8 宏程序加工異形螺紋流程圖
7 、加(jiā)工程序(xù)編製及應用
使用 FANUC 0i MATE - TD 係統數控車床,隻加工橢圓異形螺紋部分,程序如表 1。
表(biǎo) 1 主程序: O0001
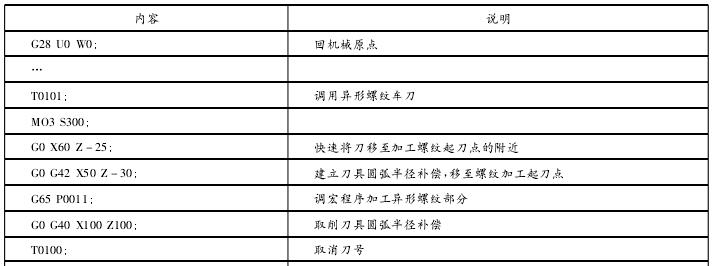
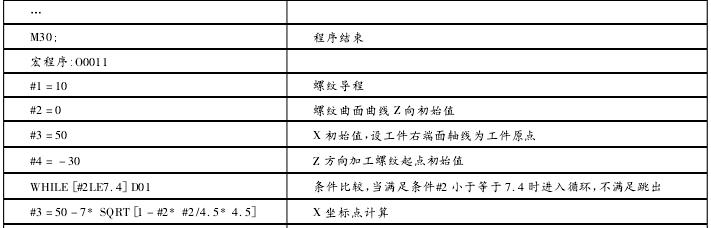
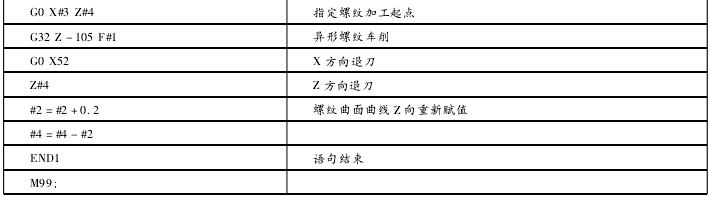
加工異形螺紋零件成型後如圖 1 所示。程(chéng)序中隻要改變X 方向的初始值,即可(kě)完成異形螺紋的粗精加工,本例為(wéi)精加工程序。作為粗、精加工的參數設(shè)置,應根據工(gōng)件的(de)材料、異形螺紋的表麵加工精度及刀具的具體工藝狀況進(jìn)行設置。上(shàng)述程序已上機調(diào)試(shì)完畢,且通過了首件試製加工。
8、 結語
上述程序結構簡單,具備循環加工的特點,適(shì)合用 G92、G76 指令直接編程比較困難和(hé)用 CAM 軟件編程也不能(néng)實現加工的異形螺紋,隻要異形螺紋曲麵曲線能(néng)用數學表達式表達,均可利用宏程序對相關變量賦值,結合 G32 指令,可加工(gōng)出所需要的異形螺紋,通用(yòng)性(xìng)、靈活性非常強。通過實際加工生產,以上方(fāng)法有效(xiào)地解(jiě)決(jué)了異形螺紋難(nán)於加工的問題,除保證了加工後異形螺紋質量符合圖樣要(yào)求外,還大幅減輕了操作者的勞動強(qiáng)度。
投稿箱:
如果(guǒ)您有機(jī)床行業、企業相關新(xīn)聞稿件發表,或進行資訊合(hé)作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機(jī)床行業、企業相關新(xīn)聞稿件發表,或進行資訊合(hé)作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息
馬")
業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金(jīn)屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬(shǔ)切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地(dì)區金屬(shǔ)切(qiē)削機床(chuáng)產量(liàng)數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據