


數控車(chē)床主軸溫度(dù)場分布檢測與控製措施
2019-5-30 來源(yuán):沈陽理工大學 機械工(gōng)程學院 作者:史安娜 ,曹富榮 ,劉斯妤
摘要:數控車床主軸的熱變形對加工產品的質量和精度有重(chóng)要的影響,溫度場的(de)分布不均勻是導致熱變(biàn)形的主要因素。以(yǐ)CAK3665經濟型數控車床主軸為研究對象,應(yīng)用FLIR紅外熱成像儀(yí)測溫技術對車床主軸的溫度場展開測量,分析造成車床(chuáng)主軸的溫度場分布不均勻的熱源,測出(chū)隨著車床主軸在中速下連續運轉(zhuǎn),各測點的穩定溫度以及(jí)溫(wēn)升變化規(guī)律。提出改善溫度場分布不均勻的方案,為後續(xù)進行熱分析以及實現數控車床的高速高精密加工奠定基礎。
關鍵詞:數控車床;溫度場(chǎng);FLIR熱成像儀
引言(yán)
數控加工技術向著高可靠性、高速度以(yǐ)及高精度(dù)的方向快速發展,現代製造(zào)行業對數(shù)控機床的(de)加工速度、加工效率(lǜ)的要求(qiú)越(yuè)來越高。改善車床的熱特性,成為製造業發展中最重(chóng)要(yào)的研究課題之一。數控(kòng)車床產生的熱變形,是因為車床的溫度升高而造成車床部件會膨脹(zhàng)或者變形,從而導致刀具與工件之間的相對位移產生變化(huà)。熱誤差是高精度、高速機床的最大誤差源,約占總誤差的(de)70%左右。主軸作為高(gāo)檔數控車床的最重要零部件之一,主(zhǔ)軸的熱變形主要是由主軸的溫度場分布不均勻所導(dǎo)致(zhì)的,對數控車床主軸的溫度場(chǎng)進行測(cè)試,對後續進行熱變形分析,提高車床的加工精度、加工效率顯得尤為重要。
以CAK3665數控車床主軸為研究對(duì)象,對主軸熱穩定後的整體溫度變(biàn)化以及分布數據進(jìn)行測(cè)試,並提出(chū)改善由於(yú)熱源所造成的主軸溫度場分布不均勻的方案。直接(jiē)對改善車床主軸的熱特性提供了依據。
1、數控車床主軸的熱源
在正常工作的情況之(zhī)下,數控車床的主軸受到內、外熱源的作(zuò)用,這些熱源(yuán)都不是恒定的,內部熱源(yuán)與外部熱源(yuán)的分類如圖(tú)1所示。由(yóu)於主軸上各零(líng)件的機構、材料、形狀都(dōu)不盡相同,受熱性(xìng)能也不(bú)相同;在結合(hé)麵處的(de)每個連接件之間有不相同的表麵傳熱情況(kuàng)以及一定的熱阻等因素,使得數控(kòng)車床主軸表麵產生了一個多變、複雜的(de)溫度場。在形成的溫度場作用的影響之下,主軸上每個(gè)零部件材料所生成的熱應力(lì)與熱位移隨著零(líng)部件的形狀、支承的方式以及材料本身的物理屬性的不同而不同,這樣,主軸的熱變形問題將變得更(gèng)為複雜(zá)。
對主軸部(bù)件的加工精度起著最重要影響作用的因(yīn)素不是溫升,而是主軸上溫度場(chǎng)的分布,其實是指溫度的梯(tī)度與溫度場相對於主軸的對稱性(xìng)分布(bù)。雖然主(zhǔ)軸部件的溫升比較高,但是(shì),其溫度場的(de)分布比較均勻,主軸係統每個點上的溫差比較小,主軸上溫(wēn)度的梯度也很(hěn)小,這(zhè)樣,由溫升引起的誤差很小。但是,即使(shǐ)主軸係統的溫升(shēng)很小,而主軸上(shàng)每(měi)個點的溫度場分布不對稱或者是各個點的溫差比較大,這樣,所(suǒ)導致的加工誤差也會很大。
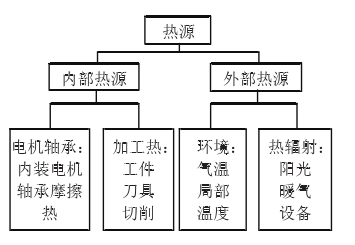
圖1 內外熱源(yuán)分類示意圖
2 、FLIR紅外熱成像儀測溫(wēn)
紅外測溫(wēn)為非接觸式測量,不(bú)改變被測量介質的溫度場,並且可以對(duì)移動物件的動態溫度進行測量(liàng)。紅外測溫的缺點為,在1000℃以下進(jìn)行測(cè)量時,溫度誤差較大(dà)。但是,對於運(yùn)行中的機床進行測量,尤其是指對旋轉部件的溫度檢測,這種非接觸式的測溫方式是最為合適的。
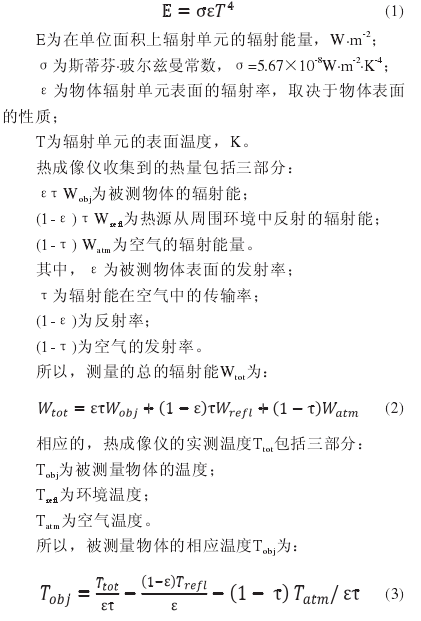
利用熱成像儀來檢測(cè)物體輻射(shè)單元的輻射能量。利用斯蒂芬.玻爾茲曼定(dìng)律來求輻射單元的表麵溫度,被測物體表麵的輻射能量被紅外(wài)線熱像儀轉化(huà)成為視頻可見的圖像,通過光掃描機構,紅外探測器進行探測輻射單元(yuán)的輻射能量,並(bìng)且將輻射單元的輻射能量轉(zhuǎn)化成為電子視頻(pín)信號,再經過信號的處理,能夠顯示出可見的圖像。熱像圖用來表示被測量表麵的二維輻(fú)射能量場以及所對(duì)應的物體表麵的溫度分(fèn)布場。
在測量之前確定的參(cān)數有:被測量物體表(biǎo)麵的發射率ε,被測量物體和熱成像儀檢測元件之間的(de)距離Dobj,被測量物體周圍(wéi)的溫度或者環境反射溫度Trefl,及其大氣(qì)溫度Tatm。
斯蒂芬.玻(bō)爾茲曼定律:
3、實驗檢測
以沈陽機床集(jí)團CAK3665經(jīng)濟型數控車床主軸為研究對象(xiàng),進行測試該機床主軸的溫度場(chǎng)分布以及溫升變化規律。CAK3665數控車床的整體結構示意圖如圖2所示。

圖2 CAK3665數控(kòng)車床整體圖形
機床在冷態下開始試驗,環境溫度為22℃,相對濕度為50%,由於(yú)主軸采(cǎi)用鑄鐵材料,其傳播率為1.00,反(fǎn)射率為0.637,熱成像儀與發熱點的距離為2,滿足在(zài)試驗前(qián)12小時之(zhī)內沒有工作,試驗時(shí)不準機床中途停車。
利用FLIR熱成像儀作為本試驗主要的儀器設備,在數控車床(chuáng)主軸前後軸承以及其他主要熱源處布置測點,實驗時直接對各測點進行測量即可,該機床主軸的最高轉速為4000r/min,應采用2000r/min的轉速對數控車床主軸的溫(wēn)度場進行測試(shì),可保證機床在高速(sù)運行時絕對安全,並通(tōng)過軟件的處理轉換為實際的溫度值。在主(zhǔ)軸(zhóu)運轉時,運用熱成像(xiàng)儀對主軸進行定期拍照,記(jì)錄(lù)每一時刻的主軸(zhóu)溫(wēn)升熱場(chǎng),測得每一(yī)時刻各(gè)測點的(de)溫度值,溫度測試係統的連接(jiē)圖如圖3所示,其(qí)中,1為(wéi)紅外熱像(xiàng)儀,2為火線(xiàn),3為運行數據(jù)釆集及處理軟件的PC機,4為電源模塊。測(cè)試現場的圖片如圖4所示。
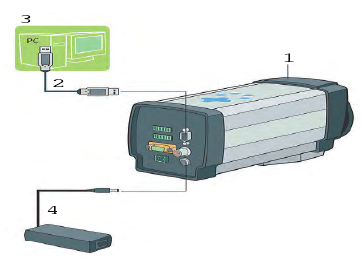
圖(tú)3 溫度測試係(xì)統連接示意(yì)圖
圖4 測試(shì)現場(chǎng)照片
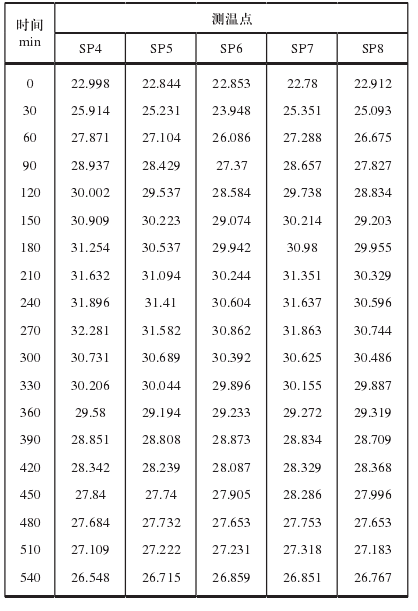
主軸總共運行540min,當主軸連續轉動270min時達到熱穩定狀態,在該狀態下(xià)主軸的溫度場分布如圖5所示。以最終主軸(zhóu)前後軸承處的(de)最高溫升作為考核的指標,車床主軸在中速下連續運行270min,主軸軸承溫升測量結果如表1所示。主軸在轉動(dòng)過(guò)程中各個測(cè)量點的溫度時間(jiān)變化曲線(xiàn)如圖6所示。
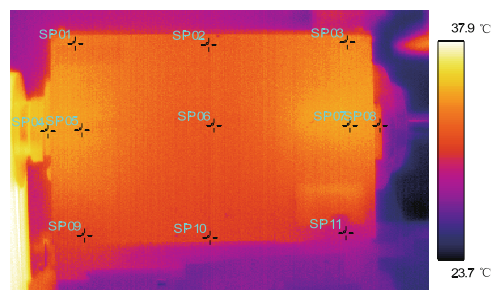
圖5 熱成像儀(yí)測(cè)量的溫度分(fèn)布
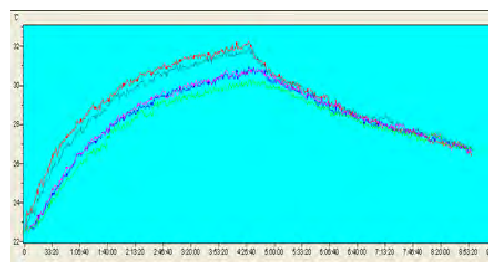
圖6 溫度變化曲線
4、實驗結果分析(xī)
通過以上實驗,得出了數控車床主軸溫度分(fèn)布圖,以及溫度隨時間(jiān)的變化規律,由圖5可知,由於熱源(yuán)的作用,使得整個溫度場的分(fèn)布(bù)不均勻,在前後軸承及法蘭盤所在(zài)位置處的溫度比其他地方高,主(zhǔ)軸後軸承處的溫度比前(qián)軸承處的高,主軸後軸承法蘭(lán)盤處的溫度也比前軸承法蘭盤處的高,主軸頭部將(jiāng)有翹曲的趨(qū)勢(shì),嚴(yán)重影響機床(chuáng)加工精度。由圖6知,從冷態下(xià)開始試驗,車床主軸總(zǒng)共(gòng)運行540min,在前270min運(yùn)行的過程中,隨(suí)著車床主軸的運轉,各測點的溫度逐漸升高,當車床主軸連續轉動270min時達到溫升穩定,各(gè)測點的溫度值將不再隨著主(zhǔ)軸的運轉而增(zēng)加,後270min停車冷卻,各測點的溫度逐漸降低。由表1可知(zhī),當車床主軸連(lián)續轉動270min時,各測點的溫(wēn)度(dù)值將趨(qū)於穩(wěn)定,此時(shí),SP4(後軸承(chéng)法蘭盤)處的溫度值為32.281,SP5(後軸承)處的值是31.582,SP8(前軸承法蘭盤)處(chù)的溫度值為(wéi)30.744,SP7(前軸承)處的溫度值是31.863,由此得出前軸承法蘭盤處的最高(gāo)溫升為7.8,後軸承法蘭盤處的(de)最高溫升為9.3。
5、改善溫度場分布不均(jun1)勻的措施
主軸的熱變形主要是由主軸的溫度場分(fèn)布(bù)不均勻而導致的,而溫度場的分布不均勻是由主軸的冷(lěng)源與熱源的(de)綜合作用所引起(qǐ)的。綜合(hé)以上實(shí)驗測試的結果,提出以(yǐ)下措施:
1)選擇(zé)合適的軸承支撐(chēng)係統。使得主軸兩端的(de)軸承熱變形基本一致,避免主軸發(fā)生翹曲。
2)改善冷卻與散(sàn)熱條件。用循環水、循環冷空氣等方(fāng)法(fǎ)對主要的發熱體進行冷卻,以便帶走主軸上的熱量,從而(ér)減小(xiǎo)主軸的熱變形量。
3)均(jun1)衡溫度。在(zài)主軸結構(gòu)中(zhōng),通過對主(zhǔ)軸(zhóu)各部位的溫度(dù)快速均衡,使得溫度較高位置的熱量快速的傳到(dào)溫度較低(dī)的位置,以便達到熱量與變形的平衡。
4)改善主軸(zhóu)結構。將主軸(zhóu)設計(jì)對稱結構(gòu),以便(biàn)在溫升較大時,主軸各個(gè)部位所發生的變形平衡,減(jiǎn)小加工誤差。
表1 主軸軸承在中速下不同時間內的(de)溫升(shēng)測量結果
設計到(dào)仿真優化過程。通過數字(zì)化工廠(chǎng)仿真平台,可直觀地觀(guān)察機(jī)器人在工作過(guò)程中(zhōng)運(yùn)動狀況,對機器人及設備的運動軌跡進行建模(mó)仿真,並對整體生產線進行(háng)節(jiē)拍優化,很好地指導生產(chǎn)實際,極大提升工程設計人員的設計效率,減輕設計人(rén)員的工(gōng)作強度,縮短工藝規劃時間,優(yōu)化生產布局,避免機器人與(yǔ)設備間的幹涉情況,減少不(bú)必要的浪費。
投稿箱:
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月 新能源汽車(chē)銷量情(qíng)況
- 2024年(nián)8月 新(xīn)能源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據(jù)