


對(duì)螺套應用及安裝(zhuāng)可靠性的研究
2018-5-11 來源: 中車長(zhǎng)春軌道客車股份有限公司(sī) 作者:焦延娟
摘 要:螺套是一種(zhǒng)新型(xíng)內螺紋緊固件,是(shì)目前最有效、最快捷、最經濟的內螺紋增強、修複(fù)技術。不同拉伸強度和硬度的母材是(shì)決定自攻螺套的拔出強度、拔出(chū)扭矩的最重要(yào)因素,控製自攻螺套鑲嵌底孔的(de)大(dà)小可以提高其可靠性。
關鍵詞 :自攻螺(luó)套;可靠性;鑲(xiāng)嵌底孔
1 、引(yǐn)言
螺套(Wire Thread Insert),是一種新型內(nèi)螺紋緊固件(jiàn),是目(mù)前最有效、最快(kuài)捷、最經濟的內螺紋增強、修複技術,其在(zài)發達國家已得到充分應用與普及。
高速(sù)鐵路客車車體(tǐ)大多選用鋁合金型材製造,鋁合金材質的(de)應用,將車輛的輕量化發揮到極致(zhì),但是材質硬度的偏低,導致內螺紋連接結構的性能嚴重降低,螺套(tào)的使用,有效的解決了這一問題。
2 、螺套(tào)簡介
螺套為高精度的內、外螺紋同心體,外螺紋用於螺套與母材之間的緊固連接,內螺紋供(gòng)結構(gòu)需求的(de)螺栓連接使用。螺(luó)套鑲嵌好後能形成一個符合(hé)相(xiàng)應標準的高精度內螺紋,其各項性能均(jun1)優於直接用絲錐攻(gōng)絲形成的內螺紋。
螺套(tào)安裝前通常需要對母材進行鑽孔和攻絲,部分螺套僅需要鑽(zuàn)孔,母(mǔ)材上的內螺紋在鑲嵌(qiàn)螺套時成型(xíng),這(zhè)種螺套稱為自攻螺(luó)套。
自攻螺套帶有(yǒu)內螺紋、外螺(luó)紋和切孔,內螺紋可以根據客戶的需求按照任意標(biāo)準執行,外螺紋因其特殊(shū)的(de)牙型和材質(zhì)能夠滿足自攻螺紋的要求,切孔(kǒng)用於排出自攻螺紋過程中產生的碎屑。
3、 螺套的應用
將螺套鑲嵌入金屬或非金屬材料上形成高強度、耐磨損、具有互換性的標準內螺紋。在鋁、銅、鈦(tài)、鎂合金、塑(sù)料、密度板等低強(qiáng)度工程材料上應用可明顯提高強度和耐磨性;應用(yòng)在鋼件、不鏽鋼、鑄鐵上,可提高螺釘的(de)耐用性,防止由於各種振動因其螺釘鬆動脫落、疲勞斷裂及提高螺釘連接時的耐(nài)疲勞強度。
在出現螺(luó)紋加工錯誤或對已損壞的內螺紋(wén)孔修複時,使(shǐ)用螺套作為(wéi)修(xiū)複(fù)手段,可以不增加重量和體積,獲得經濟地維修,拯救重要部件(jiàn),快速地修(xiū)複(fù)到原始狀態,並仍使用原規格螺釘,達到或超(chāo)過原來的設計技術(shù)要求。
利用螺套進行國際標準、英製、統一螺紋等係列螺紋孔相互(hù)轉換,非常方便、快速、經濟,適用於進口和出(chū)口產品。
螺套連接的使用(yòng),能夠極大地(dì)減小外(wài)形尺寸,節省設計產品的材料(liào)並減輕重(chóng)量。經過試驗驗證,要得到相同的(de)拔出強度,使用螺套連接,可以(yǐ)使用更(gèng)小的螺栓,見圖 1。
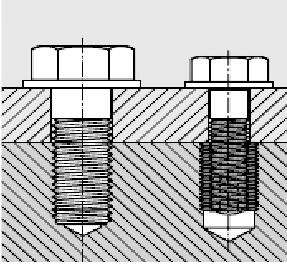
圖(tú) 1 相(xiàng)同拔出強度的螺栓對比(左:攻絲內螺紋;右:鑲嵌螺套)
4 、自攻(gōng)螺套的可靠性(xìng)研究
首先,自攻螺套安裝結構的受力情況決定了其在工作過程中一(yī)直處於安全的趨勢中。自攻螺套安裝所需母材的厚度不能小於自攻螺套的長度,因此,可分為盲孔和通孔兩種形式(shì)。盲孔的深度通常比螺套略長,鑽(zuàn)孔的深(shēn)度還和螺栓(shuān)的長度有關。盲孔安裝的自攻螺套(tào)安全性較高,因為自攻螺套在鑲嵌過程中在母材中形成內螺紋,自攻螺套的有效外螺紋能夠達到的最深處就是母(mǔ)材內螺(luó)紋的最深處,與自攻螺套配合(hé)的螺栓的旋入方(fāng)向與自攻螺套的旋入方向相同,所以,當擰緊螺栓時,自攻螺套有向深處繼續自攻(gōng)螺(luó)紋的趨勢,自攻螺套安(ān)裝更加牢固。同時,這並(bìng)不影響與螺套長度(dù)等(děng)厚的母材使用自攻螺(luó)套,自(zì)攻螺套有效(xiào)的具有自攻能力的外螺紋(wén)較螺套長度略短,這(zhè)能夠保證在母材通孔的情況下,仍有部分餘量(liàng)的母材沒有內螺紋,因此,與自攻螺套長度等(děng)厚的母材(cái)安裝的自攻螺套仍具(jù)有很高的安全性。
其次,不同拉伸強度和硬度的母材是決定自攻螺套的拔出強度、拔出扭矩(jǔ)的最重要因素(sù),但是母材的這兩方麵特質通常(cháng)被限製,無法改變(biàn),我們隻能通過選用自攻螺套的規(guī)格和控製自攻螺套鑲嵌底孔的大小(xiǎo)來提高其可靠性。而且,自(zì)攻螺(luó)套鑲嵌底孔的大小在操作(zuò)過(guò)程中容易受到影響從而產生誤差,是需要密切關注的因素。
自攻螺(luó)套鑲嵌底孔的大小決定了螺套外螺紋(wén)嵌入母材部分的多少,在其他條件(jiàn)相同的(de)情況下,相同規格的自攻螺套,外螺紋嵌入母材部分越大,其(qí)拔出強度、拔(bá)出扭矩越大,但(dàn)是一旦底孔(kǒng)過小,安裝時可能需要潤滑,不便於安裝。通常底孔的大小根據外螺紋的尺寸,將外螺紋的(de)牙型總高嵌入母材的部(bù)分控製在 30% -70%。
為了測試底(dǐ)孔大小對自(zì)攻螺套安全性的影響情況(kuàng),進行了試驗。
①選用 M6 的自攻(gōng)螺套(tào)(外螺紋最大直徑(jìng) φ10、推薦(jiàn)底孔大小 φ9.5-9.6),分別鑲嵌在 φ9.2、φ9.3、φ9.4、φ9.5、φ9.6、φ9.7、φ9.8 的底孔上,底孔(kǒng)的公差均為(-0.1,0),每種底孔大小進行 5 個樣本(běn);
②待自攻螺套鑲嵌完成後,分別擰入 8.8 級的 M6 六角頭螺(luó)栓,對螺栓(shuān)施加扭矩;
③查(chá)看(kàn)自攻螺套情況,並記錄破壞扭矩。結果顯(xiǎn)示,除了(le) φ9.8 的底孔無法正(zhèng)常安(ān)裝自(zì)攻螺(luó)套外,其(qí)他大小底孔(kǒng)的自攻螺套均完好直至螺栓斷裂,螺栓的斷裂扭矩在 18-20Nm 之(zhī)間。試驗可以說明,在同種規格大小的前提下,自攻螺套與母材之間能夠承受的載荷大於(yú)與之配合的螺栓的屈服強度。
第三,自攻螺套鑲嵌時(shí),垂直度是很重要(yào)的。當底孔預鑽(zuàn)完成後,自(zì)攻螺套要與母材表麵(miàn)垂直旋入底孔(kǒng),這樣(yàng)做是為了保證母材(cái)能(néng)夠生成(chéng)完整的、高(gāo)質量的內螺紋。當自攻(gōng)螺套鑲嵌出現問題時,如傾(qīng)斜、開裂(liè)等,可以通過擴孔並鑲嵌修複用自攻螺套(tào)來保證後續工序緊固的要求。修複用自(zì)攻螺套與普(pǔ)通用自攻螺套不同之處在於其外徑大,壁厚寬,這樣可以保證該處自攻螺套的強度不發生改變,與其匹配的螺栓等緊固件均不需要改變。
5 、結束語
綜上,自攻螺套是一種可(kě)靠性很高的連接方式。同時,螺套具備應用廣(guǎng)泛、安裝易操作、便於修(xiū)複的優點。隨著(zhe)我國經(jīng)濟的發展,我們機械行業更需要對各種結構進行(háng)減重優化、可靠性優化、使用壽(shòu)命(mìng)優化、可操(cāo)作性優化,螺套技術的優越性將越來越顯著。
投稿箱:
如果您有機床行業、企業(yè)相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本(běn)網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本(běn)網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視(shì)點
| 更多

行業數據(jù)
| 更多(duō)
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘(chéng)用車(chē)(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新(xīn)能(néng)源汽(qì)車銷量(liàng)情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量(liàng)數(shù)據
- 2024年10月 金屬切削(xuē)機床產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據