



基於智能交流接觸器的采摘機器人機械臂設計
2017-7-20 來源:河南工業職業技術學院 作者:王臻卓,李偉,範樂
摘要: 在充分考(kǎo)慮機械臂伺服電機智(zhì)能速度(dù)檢測裝置的結構和閉環運(yùn)動過程控製的基礎上,將智能交流接觸器引入到了采摘機器(qì)人機械臂關節伺服電機的(de)反饋控製(zhì)中,並(bìng)建立了 PID 閉環反饋調節(jiē)回(huí)路,有效地提高了機(jī)械臂的控製精度。同時,將智能交流接觸器以速度控製函數的形式嵌入到了(le) PID 控製環節,采用 ADMAS 和 Mat-Lab 軟(ruǎn)件對機械臂的軌跡控(kòng)製精(jīng)度進行了測試 ,並利用 Mat Lab 軟(ruǎn)件計算(suàn)得到了關(guān)節的控製變量 ,以 Spline 形式將變量導入到了 ADMAS 中對(duì)機械臂兩關節進行控製。通過仿真得到了機械臂關節的輸入和輸出位移隨時間變化曲線和機械臂末端的運(yùn)動結果,結(jié)果表(biǎo)明: 輸(shū)入和輸出的位移基本吻合,並且機械(xiè)臂末端可以按照預定(dìng)的圓環軌跡運動,從而驗證了智能交流接觸(chù)器 PID 控製的控製精度。
關鍵詞: 采摘機器人; 機械臂; 交流接觸器; 閉環運動
0.引言
目前,速度檢測裝(zhuāng)置一般為速度傳感器,且多(duō)為角速(sù)度傳感器。線(xiàn)速度(dù)傳感器由(yóu)於其測量精度較低、檢測範圍小等(děng)因(yīn)素未能得到廣泛應用; 而應用較多的(de)渦(wō)流位移傳感器量程較小,結構複(fù)雜,無法在采摘機器人機(jī)械臂的關(guān)節伺服電機接觸器上應用(yòng)。充分考慮接觸器(qì)的(de)結構和閉(bì)環運動過程(chéng)控製的影響,將智能交流接觸器引入到了采摘機器(qì)人機械臂關(guān)節伺服電機的反饋控製中(zhōng),該檢測(cè)裝置基(jī)於電磁感(gǎn)應原理,可以(yǐ)根據線圈中感應電動勢大小計算出銜鐵的運動速(sù)度; 而銜鐵可以嵌入到機械臂材料中,實現了機械臂伺服電機的閉環反饋控製,對於微機電技術在采摘機器(qì)人中(zhōng)的應用具有重要的意義。
1.機械臂關節(jiē)速度檢(jiǎn)測電路結構原理
為了實(shí)現采摘機器人機械臂關節伺服電機的速度自主檢(jiǎn)測,將電力電子技術應用到了電機的閉環反饋調節係統中,並利用電(diàn)壓控製模式及 Buck 電路實現交流接觸器的智能控製,從而可以(yǐ)實現接觸(chù)器的閉環控製(zhì),並快速(sù)、準確地調節線圈的電流大小。閉環反饋調節可以實現電壓和電流閉環的快速切換(huàn),當機械(xiè)臂關節伺服電機輸出的電(diàn)流小於設定(dìng)電(diàn)流閾值時,壓閉環工作,接觸(chù)器實現恒壓工作; 當伺服電機輸出的電壓小於設定電(diàn)壓閾值(zhí)時,電流閉(bì)環工作(zuò),接觸器實現恒流(liú)工(gōng)作。其工作(zuò)原理如圖 1 所示(shì)。
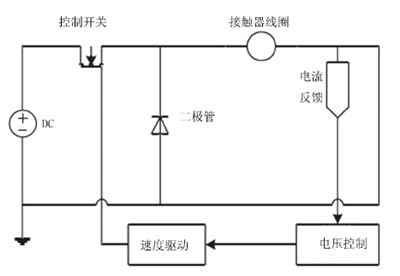
圖 1 采摘機器人機械臂關節速度檢測電路
采摘機(jī)器人的(de)機械臂作為動磁體,主磁路的設計包含(hán)永磁體,其安放的位置和磁壓降需要計算得到,磁路中的(de)感應強度呈現線性(xìng)變化,氣隙磁感應強度(dù)基(jī)本恒定,其結(jié)構如圖 2 所示。永磁體的磁壓降變化會對磁鏈產生較大的影響,為了降低(dī)這種影響,將永磁體安裝在靜磁極上,這樣永磁極產生的磁壓基本恒定,而永磁體的等效磁動勢和磁導率為
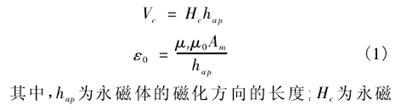
體磁感應的矯頑力; μr和 μ0分別為靜磁體和永磁體的磁導(dǎo)率; Am為動(dòng)磁極的橫截麵積。結(jié)合永磁體的等效磁動勢(shì)和(hé)磁導率對檢(jiǎn)測裝置進行了尺寸優化(huà),主要包括動磁極的鐵(tiě)芯尺寸、靜磁極的截麵積、靜磁極(jí)的(de)鐵芯(xīn)長度、動靜磁極(jí)的氣隙(xì)長度和測量線圈的匝數。參(cān)數(shù)優化提高了速(sù)度檢測裝置的靈敏度(dù)和測(cè)量精度。
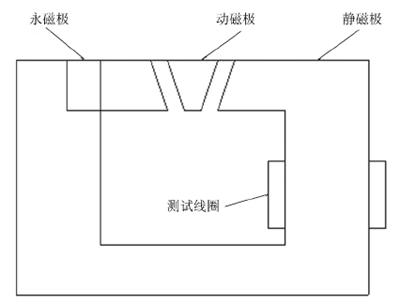
圖 2 機械臂關節速度檢測裝置優化結構圖
2.采摘機器人關節控(kòng)製馬達結構和原理
采摘機器人機械臂關節(jiē)控製采用的是微機電技術,該技術采用微型伺服馬達控製關節的運動速度。馬達的(de)內部(bù)包含一個速度(dù)檢測器、小型(xíng)直流馬達、一(yī)組變速器、反饋調節電位和電子控製板,如圖 3 所示。機械臂的原始動力由直流馬達提供,可以產生較(jiào)高扭力的輸出,當齒輪組的變速(sù)比越(yuè)大時,伺服(fú)馬達可以輸出的轉矩也越大(dà),承受的重力也越多,但是轉動速(sù)度(dù)卻越低。
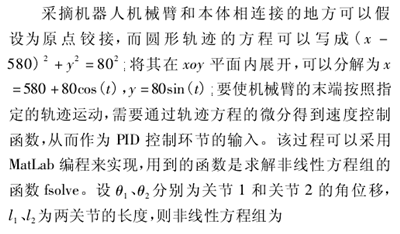
圖 3 微型伺服馬達內部結構(gòu)圖
微型伺服馬達是典型的閉環反饋控製係統,其控製指令主要是由控製脈衝發出,其原理如圖 4 所示。減速齒輪組由馬達驅動,在終端安裝有(yǒu)速(sù)度(dù)檢測裝置和電位器。速度檢測裝置檢測的速度參數在電位器(qì)以比例電壓(yā)或者比例電流的形式反饋(kuì)給控製線路板; 控製(zhì)線路板對輸入(rù)控製脈(mò)衝信號進行比較,產生糾正脈衝,實現馬達的(de)正向和(hé)反向轉動。通過(guò)反饋(kuì)調節,可以使齒輪組的輸出位置和預期的期望值相符,使糾正脈衝(chōng)的(de)值趨向於 0,實現了馬達的準確定位。為了實現微伺服馬達的(de)線(xiàn)性控製,采用 PID 控製器,其結構如圖 5 所示。
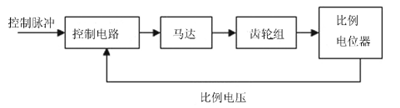
圖 4 微(wēi)型伺服馬(mǎ)達工作原理圖
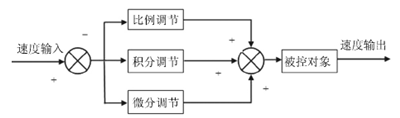
圖 5 PID 控製器結構
采摘(zhāi)機器人機械臂關節伺服電機閉環回路主要運用(yòng) PID 控製器進行調節,其控製方程為

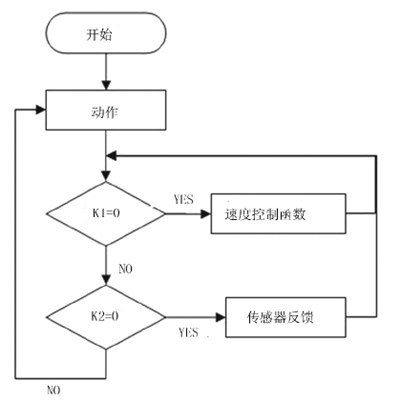
圖 6 基於(yú)速度函數的機械臂軌跡控製
采摘機器人的機械臂動作主要由(yóu)關節的伺服電機控製,而伺服電機不能直接控製機械臂的(de)軌跡位移,因此隻能將軌跡位移通過微分的方式轉換(huàn)為速度函數。當機器(qì)人的機械臂按照合理的速度移動時,係統返回值為 YES,機器人根據控製移動速度函(hán)數進行相應的動作; 當機器人的機械臂(bì)違背了合(hé)理的移動速度時,機械臂將結合傳感器(qì)函數和速度來控製函數調整。
3.智(zhì)能交流接觸器動作軌跡規劃測試
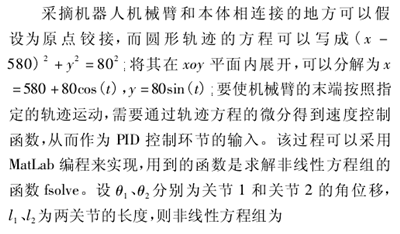
為了驗證(zhèng)智能交流接觸器對采摘機器人機械(xiè)臂軌跡規(guī)劃的作用,將速度檢測裝置作為機械臂動(dòng)作控製的反饋(kuì)調節裝置,以 PID 控製器速度函數的形式引入到 PID 控(kòng)製環境,並(bìng)通過 ADAMS 仿真來驗(yàn)證軌跡控製的精度(dù)。為了簡化測試過程,將采摘機器人在采摘果實和放回果(guǒ)盤的動作簡化為近似圓環形的動作,在(zài) ADAMS /View 中用 Contros Toolkits 建立控製係統,通過智能速度檢測器速度控製函數(shù)的 PID 環節控製,控製機械臂每個關節的單分量力矩(jǔ),使機(jī)械(xiè)臂的末端運動軌跡為圓。
計算(suàn)完(wán)成後,矩陣 r1 裏(lǐ)麵保存的是(shì)關節 1 的角速度,矩陣 r2 裏麵保存的是關(guān)節 2 的角速度,變量可以以(yǐ) SPLINE 的形式輸入到 ADAMS 中,作為模型的關節輸(shū)入。使用 ADMAS 建立控製係統的步驟如下:1) 首先建立(lì)采摘機器人機械臂的模型,在機械臂的關節處分(fèn)別添加智能交流接觸器的速度函(hán)數,然後(hòu)將其他數值初(chū)始化為 0。2) 將 Mat Lab 計算(suàn)得(dé)到的數(shù)據導出,然後(hòu)在 AD-MAS 軟件中以 Spline 形式導入。建立(lì)一個 d1. txt 文檔(dàng)保存在 ADMAS 工作目(mù)錄下,文檔中的數據主要有兩列組成(chéng): 第 1 列為時間,第 2 列為 r1 矩陣; 在 import中導入數據,然後點擊 ok 後便可(kě)以導入 Mat Lab 計(jì)算得到的(de)數據。在 PID 控製環節中設置各種參(cān)數後,單擊 F8 可(kě)以進入後處理模塊中,在(zài)後處理模塊中可以將關節的(de)輸入和(hé)輸出位移(yí)進(jìn)行比較,根據位移的重合度,得(dé)到控製的誤差,如圖 7 所(suǒ)示。關節 1 輸入和輸出位置分布以 spline1_input 和 angl_joint1 表(biǎo)示。由圖 7 可以看出: 采摘機器人機械臂關節 1 的位移輸入和輸出隨時間變化的曲線非常吻合,從而驗證了控製的精度。
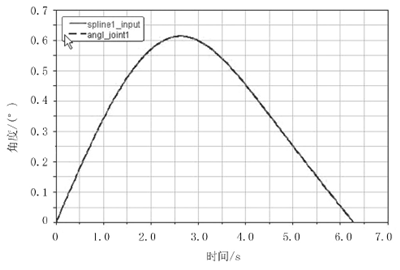
圖 7 關節 1 的位移調(diào)節曲線
關節 2 輸(shū)入和輸出位置分布以 spline2 _input 和angl_joint2 表示。為了進一步驗證(zhèng)智能交流接觸器速度函數的 PID 控製精度,對關節 2 的輸(shū)入和輸出位移進行了繪製,如圖(tú) 8 所示。由圖 8 可以看出: 關節 2 輸入和輸出的位移也非常吻合,從(cóng)而進一步(bù)驗證了(le)智能交流接觸器速度函數的(de) PID 控製精度。
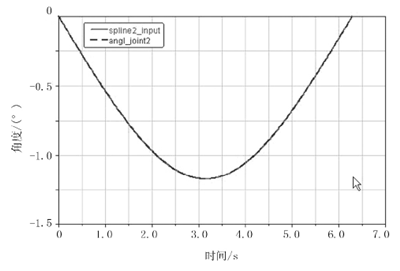
圖 8 關節(jiē) 2 的位移(yí)調節曲線
在 ADMAS 後處理中還可以對機械臂末端的軌跡進行查看,依次(cì)點擊 Review→Create Trace Spline,選(xuǎn)擇關節(jiē) 2 和關節 1 的(de)端點,移動鼠標到 Joint1 處,右擊在對話框選擇 ground,單擊 OK 便可以創建機械臂末端的軌跡,如圖 9 所示。由圖 9 可以(yǐ)看出: 機械臂末端可(kě)以嚴格(gé)地(dì)按(àn)照圓環進行(háng)運動。這說明(míng),在 PID 控製(zhì)中加入(rù)智(zhì)能交(jiāo)流接觸器的速度控製函數可以有效地實現采摘機器人機械臂的軌跡控製,並且軌跡控製的(de)精(jīng)度較高。

圖 9 機械臂末端軌跡
4.結論
以交流接觸器速度函數的形式控製機械臂的移動(dòng)軌跡,建立了 PID 閉環反饋(kuì)調節回路,有效(xiào)地提高了(le)機械臂的控製精度。為了驗證該方法的可靠性,采(cǎi)用 ADMAS 和 Mat Lab 軟件聯合仿真的方法,對機械臂關節的輸入和輸出位移隨時間變化曲線和機械臂末端(duān)的移動軌跡進行了計算。仿真結果表(biǎo)明輸入和輸出的位移基本吻合(hé),從而驗證了智能交流接觸器在機(jī)械臂軌跡控製中應(yīng)用的可行性。
投稿箱:
如果您有機床(chuáng)行業、企業(yè)相關新聞稿件發表,或進行資(zī)訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業(yè)相關新聞稿件發表,或進行資(zī)訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關(guān)信(xìn)息
馬")
業界視點(diǎn)
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切(qiē)削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基(jī)本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽(qì)車(chē)產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據
博文選萃
| 更多
- 機械加(jiā)工過程圖(tú)示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床的發展趨勢(shì)
- 國產(chǎn)數控係統和數控機床何去何從?
- 中(zhōng)國的技術工人(rén)都去哪裏了?
- 機械老板做了十多年,為何還是小作坊(fāng)?
- 機械行業最新(xīn)自殺性營銷,害人害己(jǐ)!不倒(dǎo)閉才
- 製(zhì)造(zào)業大逃(táo)亡
- 智能時代,少談(tán)點智造,多(duō)談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數(shù)控車床加(jiā)工刀具補(bǔ)償功能
- 車床鑽孔攻(gōng)螺紋加工方法及工裝設計
- 傳統鑽削與螺(luó)旋銑孔加工工(gōng)藝(yì)的區別