


數控機床智能化技術
2018-7-6 來源:-- 作者:--
摘要(yào):本文從傳感器出(chū)發,將(jiāng)數控機床的智能技術按(àn)層次(cì)劃分為智能傳感器、智能功能、智能部件、智能係統等部分,對智能(néng)技術進行了總結,指出不(bú)足,揭示了發展方(fāng)向,並對未(wèi)來進行了展望。
智能機床最早出現在賴(lài)特(P·K·Wright)與伯恩(D·A·Bourne)1998年出版的智能製造研究領域的首本專著《智(zhì)能製造》(Manufacturing Intelligence)中[1]。由於對先進製造業具有重(chóng)要作用,智能技術引起各個國家(jiā)的重視。美國推(tuī)出了智(zhì)能加工平台計劃(SMPI);歐(ōu)洲實施 “Next Generation Production System”研(yán)究;德國推出(chū)了“Industry 4.0”計劃;中國中長期(qī)科技(jì)發展對“數字化智能化製造技術”提出(chū)了迫切需求(qiú),並製定了相(xiàng)應的“十二五”發展規劃;在2006年美國芝加哥國際製造技(jì)術展覽會(IMTS2006)上,日(rì)本Mazak公司推出的首次命(mìng)名(míng)為“Intelligent Machine”的智能(néng)機床和(hé)日本Okuma公司推(tuī)出(chū)的命名為“thinc”的智(zhì)能數控係統,開啟了數控機床智能(néng)化時代(dài)。
本文從傳感器(qì)出發,將(jiāng)數控機床的智能(néng)技術按層次劃(huá)分為智能傳感器、智能功能、智能部(bù)件、智能係統等部分,對智能技術進行了總結,指出不足,揭示了發展方向,並(bìng)對未來進行了展望。
智能傳感器
由機床、刀具(jù)、工件組成的數控機床(chuáng)製造係統在加工過程中,隨著(zhe)材料(liào)的切除(chú),伴隨(suí)著多種複雜的物(wù)理現象,隱含著豐富的信息[3]。在這種動態、非線性、時變、非確(què)定性環境中,數(shù)控機床(chuáng)自身的感知技術是實現智能化的基本條件。
數控機床要實現(xiàn)智能,需要各種傳感(gǎn)器收集外部環境和內部狀態信息,近似人類五官感知環境變化的功能,如表1所示。對人來講,眼睛是(shì)五官中最重要的感覺器官,能獲得90%以上的環境信(xìn)息,但視(shì)覺(jiào)傳感器在數控機床中的應(yīng)用還比較少。隨著自動化和智能化水平的提(tí)高,視覺功能在數控(kòng)機床中將發(fā)揮越來越重要的作用。
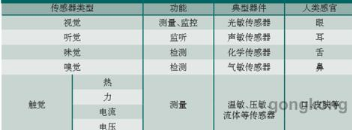
表1 數控機床可用傳感器
隨著MEMS(微機電係統)技術(shù)、嵌入技術、智能材料與結構等技術的發展(zhǎn),傳感器趨向小型化。MEMS微傳感器、薄膜傳感器以及(jí)光纖傳感器等(děng)微型傳感器的成熟應用(yòng),為傳感器嵌入數控機(jī)床奠定了基礎。
由於(yú)製造過程中存在(zài)不可預測或不能(néng)預料的複雜現象和奇怪問(wèn)題,以及(jí)所監測(cè)到的信息存在(zài)時效性、精確性、完整性等問題,因此,要求傳感器具有分析、推(tuī)理、學習等智(zhì)能,這要求傳感器要有高性能智能處理器來充當“大腦”。美國高通公司正在研製能夠模擬人腦工作的人工智能係統微處理器。將來可通過半導體集成技術(shù),將高性能人工智能係統微處理器與傳感器、信號處理電路(lù)、I/O接口(kǒu)等集成在同一芯片上,形成大規(guī)模集成電路式智能傳感器,不但具(jù)有檢測、識別(bié)、記憶、分析等功能,而(ér)且具有自學習甚至思維能力[4]。相信隨著計算機技術、信(xìn)號處理(lǐ)技術、MEMS技術、高新材料技術、無線通信(xìn)技術等不斷進步,智能傳感器將會在數(shù)控機床智能感知方麵帶來全新變(biàn)革(gé)。
智(zhì)能功能
數控機床向高速(sù)、高效、高精化發展,要求數控機(jī)床(chuáng)具有熱補(bǔ)償、振動監測、磨損監測、狀態監(jiān)測與故障診斷等智能功能。融合幾個或(huò)幾種智能傳(chuán)感器,采用人(rén)工智能方法,通過識別、分析、判斷及推理,實現數控機床的智能功能,為智能部件的實現打下基礎。
數控機床的誤(wù)差包(bāo)括幾何誤差(chà)、熱(rè)(變形)誤差、力(變形)誤差、裝配誤(wù)差等。研究表明,幾何(hé)誤差、熱(rè)誤差占到機床總誤差(chà)的50%以上,是(shì)影響機床加工精度的關鍵因(yīn)素,如圖1所示[5]。其中,幾何誤(wù)差是製造、裝配過程中(zhōng)造成的與機床結構本身有關的誤(wù)差,隨時間變化不大(dà),屬於靜態(tài)誤(wù)差,誤差預測模(mó)型相對簡單,可以(yǐ)通過係統(tǒng)的補償功能得到(dào)有效控製,而熱誤差隨時間變化很大,屬於動態誤差,誤差預測模型複雜,是國(guó)際研究的難點和熱點。
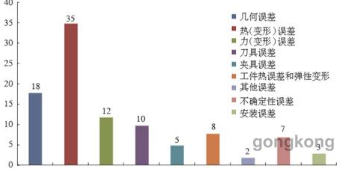
圖2 數控機(jī)床加工誤差來源(yuán)(百分比)
數控機床在(zài)加工過程中的熱源包括軸承、滾珠絲杠、電機、齒輪箱、導軌、刀具等。這些部件的升溫會引(yǐn)起主軸延伸、坐標(biāo)變化、刀具伸長(zhǎng)等變化,造(zào)成機床誤差增大(dà)。由於(yú)溫度敏(mǐn)感點多、分(fèn)布廣,溫度測試點位置優化設計很重要(yào),主要方法有遺傳算法、神經網絡、模糊(hú)聚類、粗糙集、信息論、灰色係(xì)統(tǒng)等[6]。在確定了溫度測點的基礎上,常用神(shén)經網絡、遺傳算法、模糊邏(luó)輯、灰色係統、支持向(xiàng)量機等來進行誤差預測與補償。
在航空航天領域,隨(suí)著鈦合金、鎳合金、高(gāo)強度鋼等難加工材料的廣(guǎng)泛應用(yòng),以(yǐ)及高(gāo)速切削條(tiáo)件下,切削量(liàng)的不(bú)斷(duàn)增大,刀具(jù)、工件間(jiān)很容(róng)易發生振動,嚴重(chóng)影響工件的加工(gōng)精度和表麵質量。由於(yú)切削力是切削過程的原始特征信號,最能反映加工過程的動態特性,因此可以借助切削力監測與預報進行振動監測。借助測(cè)力儀、力傳感器、進(jìn)給(gěi)電機(jī)的(de)電(diàn)流等,利(lì)用粒子群算法(fǎ)、模糊理論、遺傳算法、灰色理論等對切削力進行建(jiàn)模和預測[8]。考慮到(dào)引起機床振動的原因主要(yào)有主軸、絲杠、軸承(chéng)等部件,也可以采集這些部件的振動、切削力、聲發射等信號,利用神經網絡、模糊邏輯、支持向量機等智能方法直接進行振動監測。
刀具安(ān)裝在主軸前端,與加工工件(jiàn)接觸,直接切削工件表麵,對加工質量的影響是最直接(jiē)和關鍵的。刀具磨損(sǔn)、破損等(děng)異常現象(xiàng)影響(xiǎng)加工精度和工作安全。鑒於直接測量法需要(yào)離線檢測的缺陷,常采集電流、切削力、振動、功率(lǜ)、溫度(dù)等一種或多種間接信號,采用RBF神經網絡、模糊(hú)神經網絡、小波神經網絡、支持向量機等智能算法(fǎ)對刀具磨損狀態進行智能監測。
隨著自動化程度的提高,數控機床集成越來越多的功能,複雜程度(dù)不斷提高。為了高效(xiào)運行,對數控(kòng)機床(chuáng)的內部狀態進行監測與性能評價、對故障進行預警與診斷十(shí)分必要。由於故障模式再現性不強,樣本采集(jí)困(kùn)難,因此BP神經網(wǎng)絡等要求樣本多的智能方法不適合這種場合。狀態監測與故(gù)障診斷(duàn)常采用SOM神經網絡(luò)、模糊邏輯、支持向量機、專家係統和多Agent等(děng)智能方法。
研究人(rén)員不斷探索和(hé)研究智能功能的新方法或多種方法的混合,但大部分集中在實驗室環境下,缺少實時性(xìng)高、在線功能強的方(fāng)法,尚需(xū)深入發展簡潔、快速、適應性強的智能方法。
智能部件
數控機床機械(xiè)部分(fèn)主要包(bāo)括支撐結構件、主傳動件、進(jìn)給傳動件、刀具等部分,涉及到床身、立柱、主軸、刀具、絲杠與導軌以及旋轉軸等部件。這些部件可以集(jí)成智能傳感器的一種(zhǒng)或幾種智(zhì)能功能構成數控機床智能部件(jiàn),如圖2所示。
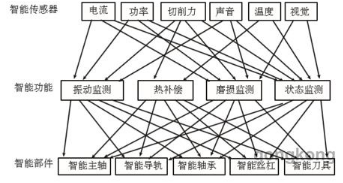
圖3 數控機床智(zhì)能部件
主軸是主傳動部件(jiàn),作為(wéi)核心部(bù)件,直接關係到工件加(jiā)工精度。由於主軸轉速較高,特別是電主軸,發熱、磨損、振動對加工(gōng)質量影響很大,因此,越來越多的智能傳感器被集成到主軸中,實現對工作狀態的監控、預警以及補償等功能。日本山(shān)崎馬紮克研製的“智能主(zhǔ)軸”,裝有溫度(dù)、振動、位移及距離等多種(zhǒng)傳感(gǎn)器,不但具有(yǒu)溫度、振動、夾(jiá)具壽命(mìng)監(jiān)控和防護功能,而且能夠根據溫度、振動狀態,智能協調(diào)加工參數[13]。瑞士Step-Tec、IBAG等(děng)製造的電主軸,裝有溫度、加速度、軸向位移等多種傳感器[14],如圖3所示,能夠進行熱(rè)補(bǔ)償、振動監測等。
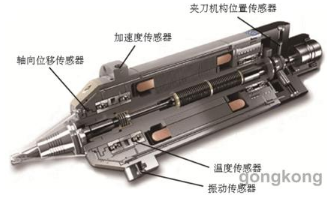
圖4 瑞士斯特普電主軸傳感器分布
絲杠、導軌是數控機床坐標運動和定位的關鍵部件,其(qí)性能直接影響坐標運動(dòng)精度和動態(tài)特性,對工件(jiàn)加工質量影響很大(dà),因此監測絲杠副、導軌副在加(jiā)工中的性能變化(huà)及壽命預測對數控機床的智能化具有重(chóng)要作(zuò)用。通過電機驅動電流信號(hào)、功率、切削力、聲音等傳感器信(xìn)號,結合進給速度、切削深度、絲杠轉速等工藝參(cān)數,可對絲(sī)杠、導軌的磨損情況進行(háng)監控,對剩餘壽命進行預測,及時報警,預(yù)防重大生產事故。
軸承是(shì)數控機床(chuáng)旋轉軸的(de)關鍵部件,起著支撐載荷(hé)、減(jiǎn)小摩擦係數的作用,其運(yùn)行狀態直接影響(xiǎng)機床(chuáng)的運轉精度和可靠性。軸承在高轉速下摩擦劇烈,發熱量大,是最易損(sǔn)壞的部件,因此監測軸承運行狀態(tài),可避免因軸承問題而導致(zhì)設備異常(cháng)或損壞。瑞典SKF公(gōng)司生產外掛式(shì)智能軸承如圖4所示[15],利用應用環境自供電,對轉速、溫度、速度、振動以及載荷等關鍵參數進行測量,並利用無線網絡發送(sòng)自身狀態信息,實現對軸承狀態監測。

圖5 瑞典SKF公(gōng)司外掛(guà)式智能軸承(chéng)
刀具直接與(yǔ)工件接(jiē)觸,切削工件表麵發熱量大,容易產生振(zhèn)動,對表麵(miàn)質量的影響很大(dà),因此(cǐ)刀具中融合越來越多(duō)的傳感器,實現(xiàn)對刀具的(de)磨損監控、振動(dòng)監測、斷裂(liè)報警等功(gōng)能。克裏斯托弗、羅伯特等發明的智能刀具夾具(jù)如圖5所示,集(jí)成有力/扭矩、溫度、處理器、無線收(shōu)發器等芯(xīn)片,能(néng)夠估計和預測顫動頻率、建議(yì)穩定的主軸速度、磨損(sǔn)監視以及建議進給速率等[16]。瑞士ACTICUT公司的生產的智能刀具內(nèi)部由機(jī)構、傳感器和驅動器構成,用於精密數控車削,可對磨損、速(sù)度、溫(wēn)度等進(jìn)行監控(kòng)[17]。
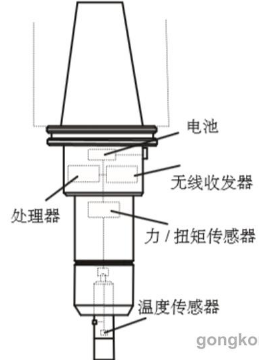
圖6 智能(néng)刀具夾具
智能(néng)係統
數控機床一般由(yóu)數控係統、驅動係統、輔助係統以及機床本體組成,如圖6所示。隨著人工智能技術(shù)的不斷成(chéng)熟,神(shén)經(jīng)網絡、模糊(hú)理論以及專家係統等方法逐漸應用到數控係統、驅動係統以及輔助係統中,實現工藝參數優(yōu)化專家係統、自(zì)適應控製、加工過程監控、智能診斷(duàn)等功能。
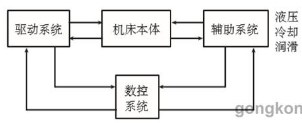
圖7 數控機床組成(chéng)
航空製造領域需要加工的部件含有很多孔(kǒng)、溝、槽、腔等特征,加工(gōng)工藝複雜,因此在數控機床中嵌入工藝(yì)參數優化專家係統成為必然。專家係統利用人(rén)工智(zhì)能技術將某領域內(nèi)一個或多個專家的知識和經驗(yàn)固化到程序中,模擬人類專(zhuān)家的決策過程,進行推理和判斷,以便解決加(jiā)工中的複雜問題。瑞士米克朗公司匯集了幾十年銑削(xuē)經驗的結晶,開發了操作者(zhě)支持模塊OSS(Operator Support System),能夠(gòu)根據加工(gōng)要求調整相關的工藝參(cān)數,優化加工(gōng)程序,獲得更(gèng)理想的加工結果。
隨著數控係統的發展,主流數控係統廠家在產品中(zhōng)嵌入了自適應控製、加工過程監(jiān)控、智(zhì)能(néng)診斷等實用功能。西門子數控(kòng)係統具有電機參數自適應運算、自動識別負(fù)載、刀具壽命監控、安全(quán)集成等(děng)功能,與以色列(liè)的OMATIVE優銑控製器OMAT-PRO相結合,可對主軸功率進行約束,通過學習和再學習掌(zhǎng)握主軸功(gōng)率的最佳狀態,然後在加工過程中,實時監測主軸(zhóu)功率的變化,及時調整進給率[19]。奧地利(lì)WFL的Crash Guard防撞衛士係統,利用CNC係統的高速處理能力,實時監控機床(chuáng)的運動,確保機床在(zài)手動、自動等各種運(yùn)動模式下均正常工作,降低運行過程機(jī)床突發(fā)事故的產生,提高機床工作的安全性和可靠性[3]。GE Fanuc公司的(de)Proficy軟件監控和分析(xī)機床設備複雜的基本數據,對機(jī)床的工作(zuò)狀態、健康狀況(kuàng)進(jìn)行(háng)遠程診斷。德(dé)國ARTIS監控係統是(shì)對工作狀態進行(háng)監控的係統,通過學習,獲取監控信號的特征,實現對加工過程中的斷刀、刀具磨損、碰撞等異(yì)常行為的實時監控。
展望(wàng)
智能化是數控機床發展的高級階段,能夠實現高度自動(dòng)化,進一步解放人類的腦力智能。隨著技(jì)術水平(píng)的發展和需求的提高,數控機床出現越來越多智能功能、智能部件以及智能係統。盡管(guǎn)其智能水平還處於發展階(jiē)段,但隨著人工智能技(jì)術、計算機技術(shù)、傳感器微型化與智能(néng)化以及微處理(lǐ)器技術等發展,實現真正意義上的(de) “自學習、自進化”的具有(yǒu)人類智能水平的數控機床將不再(zài)是“夢”。
投稿箱(xiāng):
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產(chǎn)量數據
- 2024年11月 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月(yuè) 新能源汽車產量數(shù)據
- 2024年10月 軸承出口(kǒu)情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年10月(yuè) 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據(jù)
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦(bàn)法
- 中走絲(sī)線切割機床(chuáng)的發展趨勢
- 國產數控係統和數控機床(chuáng)何去何從?
- 中(zhōng)國的技術工人都去哪裏了(le)?
- 機械老板做(zuò)了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不(bú)倒閉才
- 製造業大逃亡
- 智能時代,少談(tán)點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一(yī)文搞懂數控車床加工刀具補(bǔ)償功能
- 車床鑽(zuàn)孔攻螺(luó)紋加工方(fāng)法及工裝設計(jì)
- 傳統鑽(zuàn)削(xuē)與螺旋銑孔加工工藝(yì)的區(qū)別