


摘要:縫邊機是紡織機械中的一種設備,它通過將布料對折後,利用縫紉機將布料進行縫合。傳統縫(féng)邊機送料(liào)、對折部分依靠人工完成,不僅生產效率低,而且成(chéng)本較高。本文以四方PLC和伺服係統及變頻器為平台,設計了一(yī)整套自(zì)動對折縫邊機控(kòng)製係統,係統能夠自動完(wán)成送料、折邊(biān)、縫紉和收布(bù)等工序。
關鍵詞:縫邊機,PLC,伺服,HMI,變頻器
一、引言
近年來,紡織行業發展迅速,縫邊機作為紡織機械中的一種,它通(tōng)過將布料運送對折後,利(lì)用縫紉機將布料進(jìn)行縫合。為了提高生產效率,自動對折縫邊機應(yīng)運而生。然而許多自動對折縫邊機在快速運行過程中會出現斷針、跳針、頻(pín)繁斷線等一係列問(wèn)題,因(yīn)此如何設計出更加合理的自動對折縫邊機(jī)控製係(xì)統就很有必要了。以往的機(jī)械式(shì)的輥鍛機送料設備,往往存在機械成本高、通用性差、調整不靈(líng)活、人機交互差等一係列問題。這就需要開發出更合理的輥鍛機(jī)送料機械手控製係(xì)統,來提高機械效率、改善安(ān)全狀況、增強設備通用性。為此,我們設計了一套基於四方PLC、伺服驅係統和變頻器的自動對折縫邊機控製係統(tǒng),該係統成功應(yīng)用於浙江(jiāng)某紡織機(jī)械廠,經過數月(yuè)的運(yùn)行測試,係統運行穩定、生產效率高,得(dé)到客戶(hù)的認可和好評。
二、工藝分析
縫紉機原理如圖(tú)1所示,需要將針部分穿過織物。由於針眼就在尖頭(tóu)的後麵,而不是在針(zhēn)的尾端。針固定在針杆上,針杆由電機通過一係列的齒輪和凸輪牽引做上下運動(dòng)。當針的尖端穿過織物時,它在一麵向另(lìng)一麵拉出一個小線圈。織物下麵的一個裝置(zhì)會抓住這個線圈,然後將其(qí)包住另一根線(xiàn)或(huò)者同一根線的另一個線圈。
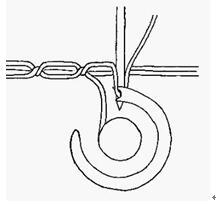
圖1 縫紉原理(lǐ)圖
縫紉機的線跡是由麵線、底線兩根(gēn)縫紉線在縫料上、下麵相互有規律交合(hé)在(zài)一起,縫紉線的交合點處於(yú)縫料中(zhōng)間,從線跡的橫斷麵上看,好像有兩把鎖(suǒ)相互連接在一起鎖住一樣,因此稱為(wéi)“雙線連鎖式(shì)線跡”。
當機針從最低位置開始上升時,送布牙同步開始送布,機針向下接近縫料(liào)時(shí),送布(bù)結束,如圖2所示。隨後機針引著麵線繼續(xù)下降(jiàng),穿過縫料降低到最低位時,麵線受針孔向下(xià)的拉力和針杆與縫料的擠(jǐ)壓力而在針孔上方緊貼針杆(gǎn)繃緊。擺梭鉤著線環轉到梭心(xīn)下麵時,挑線杆停止輸送麵線並迅速上升收回麵線,使線(xiàn)環急速(sù)縮小上移套住底線。在夾線器、挑線杆和(hé)梭(suō)心套的共同的作用(yòng)下(xià),麵線把底線拉到縫料中間並收緊。這樣完整的(de)線跡形成了。
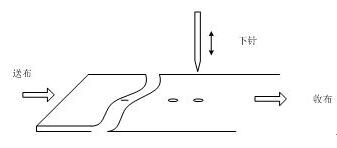
圖2 縫紉(rèn)成型過程
自動對折縫邊機整體結構如(rú)圖3所(suǒ)示,布料由(yóu)送布輥(gǔn)運送(sòng)至對折機構處,將一整塊大的布料進行對折之後送至縫紉機處對需要縫補的(de)邊緣處(chù)進行(háng)快速縫補。収布輥起到將縫(féng)紉的布料往前(qián)拉動的作用(yòng),布(bù)料經過縫補後,經(jīng)由収布擺杆整齊地鋪(pù)疊擺放在最終収布(bù)平台上。
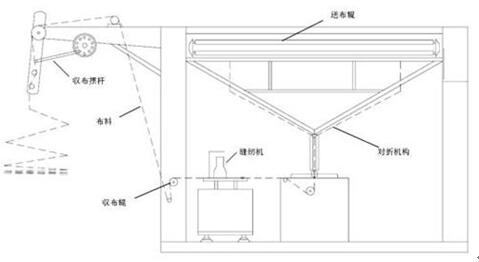
圖3 工藝原理圖
三、係統架構
本方案中的控製係統,采用EM1係列HMI實現人(rén)機交互,送料、縫紉機、收布電機的控製采用E550係列變頻器,而收布輥傳(chuán)動機構采用CA100伺服(fú)係(xì)統,EP1係列(liè)PLC對整個工藝過程(chéng)進行(háng)集中(zhōng)控(kòng)製。基本工(gōng)作原理(lǐ)為:HMI完成運行參數的設置和顯示,PLC通過通訊讀寫CA100伺服係統的內部位置參數,伺服係統根據(jù)外部(bù)縫紉機端的接近開關信號來控製電機實現內部位置的反複行走,帶動拉布輥將布(bù)行走。
係統方案如圖(tú)4所示。

圖4 控製係(xì)統結構方案
四、係(xì)統調試
自動對折縫(féng)邊(biān)機控製係統調試主要分為伺服係統調試,PLC程序調試(shì),整機調(diào)試這(zhè)幾部分。
4.1 係統電氣圖
自動對折縫邊機的部分的電(diàn)氣圖紙如圖5所示。
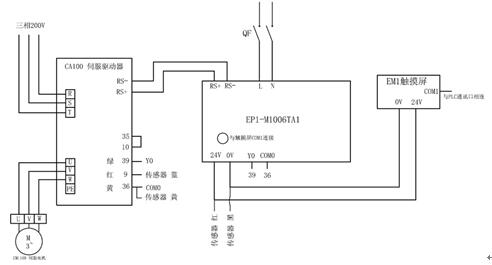
圖(tú)5 係統電氣圖紙
4.2 伺服驅動器參數調試
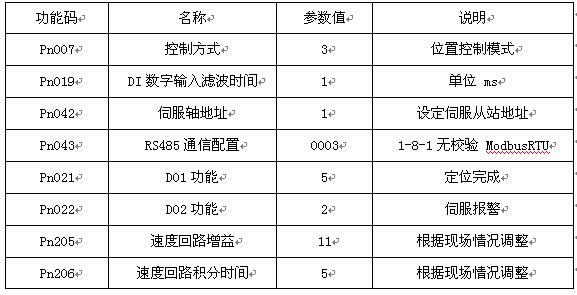
係統調試首先要進(jìn)行的是伺服參數調試,使伺服的功能和性能達到係統的要求,伺服驅動(dòng)器調(diào)試的主(zhǔ)要參數如(rú)下表所示:
表1 伺服驅動器調試參數(部分)表
4.3 PLC程序調試
四方EP1係列PLC編程軟件具有在(zài)線監控和修改功能,可以方便的(de)監(jiān)控PLC程序運行狀態,便於使用者在調試過程中持續的優化PLC程(chéng)序,實現完(wán)美(měi)的工(gōng)藝流程控製。EP1係列PLC提供了2路通訊接口(kǒu),可(kě)以在線監(jiān)控PLC程序(xù)同時連接HMI,可以直觀的監控(kòng)HMI與PLC之間的通信,便於發現各類問題,減少了多機聯調時容易(yì)出現的兼容性問題。
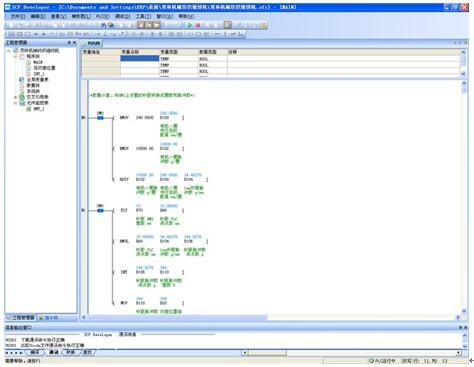
圖6 EP1係(xì)列PLC在線監控圖
4.4人機交互界麵
HMI主界(jiè)麵如圖7所示,可進行伺服使能(néng)控製以及針距及伺服速度的設定,顯示(shì)設備的當前工作狀態(tài)和報警狀(zhuàng)態等信息。
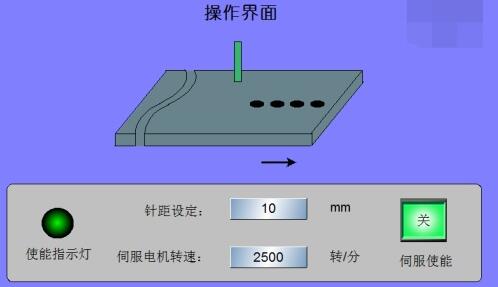
圖7 HMI主界麵
4.5 整機調試
整機調試需要注意以下問題:
(1)必須保證布(bù)料折疊後上下(xià)邊平齊後才啟動(dòng)縫紉機。
(2)在調整縫紉機速度前(qián),必須將送(sòng)布機構的速度調整到一個合適的範圍,保證送布和拉布之(zhī)間布處於繃直狀態。
(3)収(shōu)布機構的變頻(pín)器頻率可適當比送布的低些,保證是(shì)伺服控製的収布輥在拉布。
五(wǔ)、結束語
基於四方電氣機電產品所設計的自動對折縫邊(biān)機控製係統,較好的解決(jué)了傳統對折縫邊(biān)機人(rén)工送布的效率低、成本高、高速時跳針、斷線(xiàn)等(děng)問題。係統采用全套(tào)四方工控產品,包括HMI、PLC、伺服及變頻器,保證了各產品間(jiān)良好的兼容型。經(jīng)過(guò)數月的現場使用測試,係統性能穩定可靠,生產效率顯(xiǎn)著提高,滿足了用戶的實際生產需求。
參考文獻(xiàn)
1、深圳市四方電氣EP1係列PLC編程手冊. 深圳:深圳市四方電氣技術有限公司(sī). 2016
2、深圳(zhèn)市四方電氣CA100係列伺服驅動器使(shǐ)用(yòng)說明書. 深圳:深圳市四方電氣技術有限公司. 2016
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com

牌調查")
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月(yuè) 軸承出口情況(kuàng)
- 2024年10月 分(fèn)地區(qū)金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據