


試論數控機床加工的對刀技巧
2016-9-8 來源:阜新高等專科(kē)學(xué)校(xiào) 作者:範興文
摘要:在數控機床加工的實際操作中,工作人員對加工精準度方麵有著極其嚴格且謹慎的要求。為了(le)進一步提高數(shù)控機床操作加工的質(zhì)量,工(gōng)作人員除了熟練地掌握對刀的技巧,對刀(dāo)過程中進行有(yǒu)效操作,這樣(yàng)製作(zuò)出的產品才能真正符合設計圖紙(zhǐ)的要(yào)求。因此,在數(shù)控機床加(jiā)工中熟練掌握技(jì)巧對進行有(yǒu)效操作(zuò)是十分重要(yào)的。文章對數(shù)控機床加工的對刀技巧進行研究和分析,希望借此提高數控機床加工的水平。
關鍵(jiàn)詞:數(shù)控機床;加工;對刀(dāo)技巧
對刀技巧(qiǎo)作為工作人員在數控機(jī)床加工過程中必(bì)須要掌握的一(yī)門重要技能,在對刀的精準度方麵要求(qiú)極高,這不僅影響著產品(pǐn)的工作效率,而且嚴重影響著產品的質量和品質。盡(jìn)管我國的數控機床加(jiā)工的(de)自動化水平有所提高,對刀工(gōng)藝的技巧(qiǎo)仍(réng)是工作(zuò)人員不可以忽視(shì)的重要技(jì)能和(hé)加工(gōng)過程中必不可少的(de)環節,因為對刀質量的準確(què)度直接影響加工質量和效率。
1、數控機床加工中對刀技巧的重(chóng)要性
數控加工是通過計(jì)算機軟件進行製作工藝的特定程序的編製,對加工部(bù)件的過程進行自動化操作的一種自動化技術。這種加工方式是以技術為支(zhī)撐點,在固定加工材料(liào)之後對(duì)加工部件進行精準定位,然(rán)後工作人員根據計算機軟件的(de)設置進(jìn)行對(duì)刀,這樣的(de)自(zì)動化加工過程不(bú)僅精確而快速,出錯率也很低。隻有充分保證精確(què)對刀,零部件加工的工序才能有序不亂,從(cóng)而高效生產出高質量的部(bù)件。一旦對刀操作有所偏(piān)差,之(zhī)後的工序也會被打亂,進入影響加工進程,製作出的部件不符合圖紙要求,所有的部件自(zì)然也無法(fǎ)投(tóu)入使用。因此,加工部件(jiàn)能否正常投入(rù)使用(yòng),對刀操作的準確性(xìng)是(shì)重要的決定因
素,必須重視起來(lái)。
2、數控機床加工對刀技(jì)巧的具體(tǐ)操作(zuò)分析
在數(shù)控機床加工過程中熟練地掌握對刀的技巧,可以加強(qiáng)對刀(dāo)的精確度,從而製造出(chū)高質(zhì)量的部件。這不是一蹴而成(chéng)的(de)事情,而是在不斷地實踐與嚴重過程中反複思(sī)考、摸索(suǒ)的結果,進而總結出符合實際的操作方(fāng)法(fǎ)。數控機床加工的(de)對刀技巧主要分為兩方麵(miàn),一方麵是測量刀具偏置的具體數據,記錄數據庫存檔;另一方麵則是確定(dìng)起刀點。加工(gōng)之前,要首先要將刀具放回參考點進行對比衡量,例如,一般的數控車床刀架(jià)可以安裝四(sì)把車(chē)刀,安裝之後要測量刀具偏置的具體數據,即刀具偏置補償,或者(zhě)刀(dāo)具安裝位置有所變動的話,要再次進行刀偏設(shè)置,以保證測量數據的準確性;加工一個或(huò)者批量進行(háng)加工時,還要確定對刀點。
2.1 測量(liàng)刀具偏置的具體數據,記錄數據庫存檔
為了準確地測量刀具偏置的具體數據,對刀方式主要有三種方式,即直接觀察法、基準刀精確定(dìng)位法和準確定位法,分別適用於不同情(qíng)況下的數(shù)據測量。在產品的精確度要求不(bú)是特別高的情況,可以任意選用一種方法,如(rú)果對精確度(dù)要(yào)求極其嚴格,則要慎(shèn)重選擇測量方法。
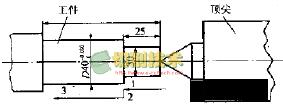
圖(tú)1 直接觀察(chá)法
(1)直接觀察法。直接觀察法是(shì)計算機係統借助手動的方(fāng)式來進行操作的(de)。具體的操作(zuò)過程是:根(gēn)據係統設置的對刀位置,借助手動將基準到準(zhǔn)確(què)定位到基準點上,如圖(tú)1 所示。之後,將(jiāng)係統中設置好的橫縱坐標清零,使用(yòng)電動方式將基準刀從基準點中(zhōng)退出。最後,選擇合適的部件將刀具進行加工,再次(cì)手動推進刀具到基準點的位(wèi)置。這時,計算機上就會自動顯示出測量好的刀具位置與基準點的偏離數據,之後將其顯示的數據輸入記錄到刀具偏置數據的相關參數中(zhōng)即可,這樣(yàng)可以保(bǎo)證刀具在準確的基準點上(shàng),進行有序(xù)的數控機床加工。
(2)基準刀精確定位法。在進行刀具偏置數(shù)據測量時使用基準刀精確定位法(fǎ)的具體操(cāo)作(zuò)過程是:第一,與直接觀察法相同,選中基準刀,讓(ràng)其沿著X軸的方向退出(chū),這時記錄(lù)下計算機上顯(xiǎn)示的有關Z 軸(zhóu)的坐標數據(jù);第二,以相同的方式將車刀外圈那一端(duān)沿(yán)Y 軸退出,並記錄下計算機上顯(xiǎn)示的坐標數(shù)據。第(dì)三,將基準刀定位在Y軸和Z 軸坐標(biāo)的交界處,並清除掉(diào)係統中原先的XY 坐標(biāo)的
數據(jù)。這樣(yàng)的過程便可以將基準刀(dāo)設置在(zài)符合設(shè)計(jì)的基準點上。
(3)準確定位(wèi)法(fǎ)。準確定位的(de)方式比較複雜(zá),也是最為精確的測量方法(fǎ)。具體步驟是:在電動操作下,運(yùn)用係統使用基準刀進行處理,切削工件的外徑,之後使用點動法(fǎ)讓基準刀沿Z 軸(zhóu)退出,同時,測量記錄下北車(chē)表麵的外徑距離(記為D1)和計算機上顯示的X 軸坐標(記為X1)。再次使用基準刀將工件端麵進行切削,讓基準刀沿X 軸退出,並(bìng)記錄下北車表麵的外徑距離(記為L1)和Z 軸坐標(記為Z1)。換用加工刀,按照以上的步驟進行(háng)操作,記錄(lù)下計算機上顯示的此刀與基準刀的差(chà)值,記為△X、△Z,最後進行計算。計算公式主要分為兩種,一種為直徑編程,計算公式為△X=X-X1-(D-D1),△Z=Z-Z1-(L-L1),一種為半徑編程,計算公式為△X=X-X1-(D-D1)/2,△Z=Z-Z1-(L-L1)/2。
2.2 確定起(qǐ)刀點
在確(què)定起刀點時,也有三種確定方法。第一種是將基(jī)準點設置(zhì)在端麵的圓心處,將所需刀具的刀尖對上基準點,選擇準確(què)的起刀點進行數(shù)控加工。第二(èr)種是將基準點設置在端麵的四分點處,使用基準刀同時對端麵和車外圓進行(háng)一刀退出操作,再將所需刀具放置在端麵(miàn)四分點處(chù)來確定起刀點。第三種是將基準點設(shè)置在四分點處,進行精確對刀,每次退出(chū)基準刀時記錄下所顯示(shì)數據,直至找到準確的坐標點。
3、結語(yǔ)
通(tōng)過對數控機床加工的對刀技巧進行研究和分析,進一步證(zhèng)明了對刀操作的精確(què)性在數(shù)控機床加(jiā)工過程中的重要性,通過掌握對刀技巧來加強對刀操作的精確性也有利於提高(gāo)數(shù)控機床加工的效率和質量。
投稿箱:
如果您有(yǒu)機床行(háng)業、企業相關新聞(wén)稿件發表,或(huò)進行資(zī)訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行(háng)業、企業相關新聞(wén)稿件發表,或(huò)進行資(zī)訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
馬")
業界視點
| 更多
")
行業數據(jù)
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月(yuè) 新(xīn)能源汽車(chē)產量數(shù)據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切削(xuē)機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基(jī)本型乘用車(轎車)產量數(shù)據