


機床無刷直流電機係(xì)統的分岔分析與控製*
2016-9-6 來源:東北電力大學理學(xué)院 作者:張中華 付景超 鄧冠男
摘要:文(wén)章主要研究了機床無刷(shuā)直流電機係統的Hopf 分岔控製問題. 首先,對係(xì)統進行分岔分析,通(tōng)過計算極限環曲率係數判定(dìng)係統的(de)Hopf 分岔類型; 然(rán)後設計Washout 濾波器對係統進行分岔控(kòng)製,根據Hopf 分岔理論給出使原係統Hopf 分岔位置發生改變的參數條件,利用Normal Form 方法計算出受控(kòng)係統的Hopf 分岔正(zhèng)規型,根據正規型的實部大小判定Hopf 分岔類型(xíng),給出(chū)使(shǐ)原(yuán)係統Hopf 分岔類(lèi)型發生改變的參數條件; 並借助MATLAB 軟件對(duì)理論結果進行數(shù)值(zhí)仿真,理論結果和數值仿真表明: 控製器中的線性增益(yì)能使係統(tǒng)在所期望的參數值處發生Hopf 分岔,甚至消除Hopf 分岔,控製器中的非線(xiàn)性增益能改變原係統的(de)Hopf 分岔類(lèi)型及極限環幅值的大小. 研(yán)究結(jié)果對(duì)無刷直流電動機係統的工程實際具有一定的指導意義.
關鍵詞:Hopf 分岔(chà), 分岔控(kòng)製, Washout 濾波器, 無刷直流電機(jī)
0、引言
無刷直流電動機係統是集(jí)永磁同(tóng)步電(diàn)機、位置檢測元件和驅動控製電路於一體的機電一體化產品,它既具備(bèi)交流電動(dòng)機結構簡單、運行可靠、維護方便等(děng)一係列優點,又具(jù)備直流電動(dòng)機運行效率高、無勵磁損耗等優點,在伺服和驅動係(xì)統中得(dé)到廣泛應用. 但在實際運行當中,在一定(dìng)的參數(shù)條件下,係統會出現分岔行為,進(jìn)而導致混(hún)沌運動,表現為電流(liú)波形出現不規則的電流噪聲,電機轉速忽大忽(hū)小,隨機波動(dòng),電(diàn)機運行性能不穩定等. 這種混沌現象在機床,特別是在精密機床的傳動係統中是不允許出現的,因此對直流(liú)電機係統(tǒng)分岔、混沌及其控製方麵(miàn)的研究一直備受關注. 但到(dào)目(mù)前為止,大部分文獻主要集(jí)中研究(jiū)非線性動力係統的分岔行為及混沌控製問題[1 - 2]. 文獻[3]建立了無刷直流(liú)電機的等效無量綱模型,分析了模型解的(de)穩定性情況. 文獻[4]在此基礎(chǔ)上進一步研究了無刷直流電機的Hopf 分岔行為和(hé)混沌現象,但(dàn)沒有進(jìn)行這方麵的控製. 文獻[5 - 7]在文獻[3 - 4]的(de)基礎上(shàng)分別(bié)采(cǎi)用不同的方法對無刷直流電機的(de)混沌(dùn)現象進行控製,從而保證了(le)電機運行性能的穩定(dìng)性. 但(dàn)對係統的分岔(chà)控製沒有研究,分岔是導致混沌產(chǎn)生的一種途徑,對係統進行分岔(chà)控製有時可(kě)避免混沌的產生,進而減少混(hún)沌對係統造成的(de)危害. 文獻[8 -10]利用這(zhè)種方法對混(hún)沌係(xì)統(tǒng)進行了分岔控製.
基於上述原因,本文在文獻[4]和文獻[7]的基礎上,對無(wú)刷直(zhí)流電機係統的等效非線性(xìng)數學模型進行研究,首先討論係統的Hopf 分岔類型(xíng),然後設計washout 濾波(bō)器對係統(tǒng)的Hopf 分岔行為進(jìn)行控製,進而控製(zhì)混沌的產生,保證電機運行(háng)性能穩(wěn)定性. 主要利用Hopf 分岔理論及Normal Form 直接方法,給出原(yuán)係統Hopf 分岔點提前、延遲或消失應滿足的參數條件和原係統Hopf 分岔類型發生改變應滿足的參數條件,並借助MATLAB 軟件對理論結(jié)果進行數值仿真,分別給出控製前、控製(zhì)後的分岔圖以及分岔周期解振幅( 極限環(huán)幅值) 隨參數變化的曲線圖. 通過理論及仿真結果說明控製器的有效性.
1、係統分岔分析
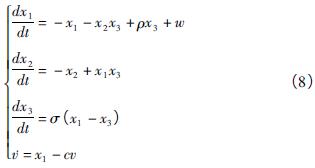
在轉(zhuǎn)子磁場定向坐標係( d - q) 中,由電壓平衡(héng)方(fāng)程和轉矩平衡方程可得(dé)無刷直流(liú)電機狀態方(fāng)程為[2]
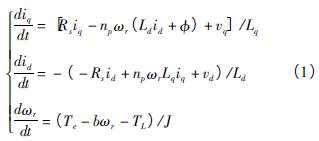
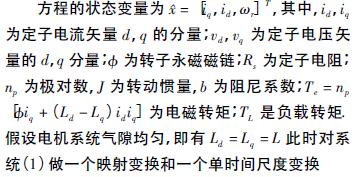
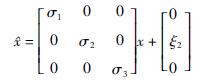
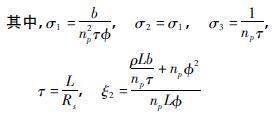
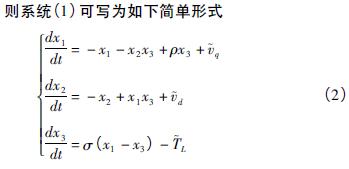
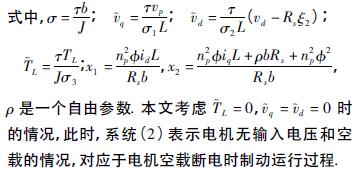


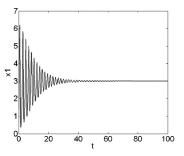
圖1 σ = 4,ρ = 10,係統( 2) 波形圖
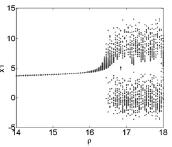
圖(tú)2 σ = 4,ρ = 16 時,係統( 2) 分岔圖
2、係統Hopf 分岔控製
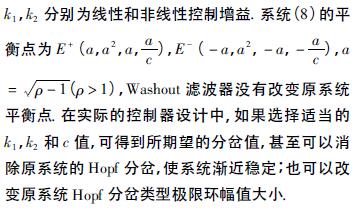
取σ = 4,用washout 濾波器控製的等效無刷直流電機(jī)受控係統如(rú)下
x1為washout 濾波器的輸入變量,c 為濾波器時間常數,c > 0 時,為穩定的washout 濾波器,c < 0 時(shí),為不穩定的washout 濾(lǜ)波器,現取(qǔ)控製器
2. 1 線性(xìng)控製部分對Hopf 分岔的影(yǐng)響
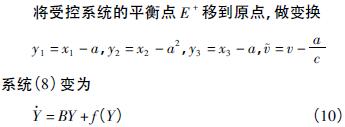

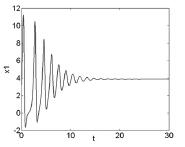
圖3 k1 = - 1,ρ = 16 時(shí),係統( 8) 波形圖
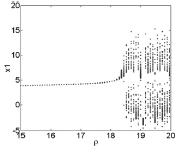
圖4 k1 = - 0. 1,ρ = 18. 3368 時,係(xì)統( 8) 分岔圖
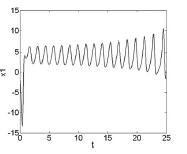
圖5 k1 = - 0. 1,ρ = 18. 3368 時,係統( 8) 波形圖
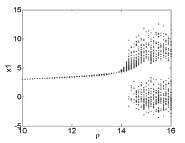
圖6 k1 = 0. 1 時,ρ = 13. 9238 時,係統( 8) 分岔圖
2. 2 非線(xiàn)性控(kòng)製部分對Hopf 分岔的影響
當取c = 1,k1 = - 0. 1 時,ρ = 18. 3368. 方程( 10) 中的線性和非線性部分分別為

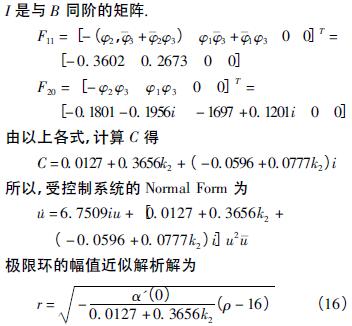
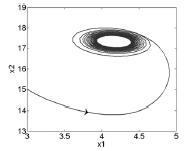
圖7 當ρ = 18. 3368,k1 = -0. 1,k2 = -1. 5 時,係統⑻極限環
根據Hopf 分岔(chà)理論知,當Re( C) <0,即(jí)k2 < - 0. 347時,係統(tǒng)( 8) 在ρ =16 處發生超臨界Hopf 分(fèn)岔,即原係(xì)統Hopf 分岔類(lèi)型被改變,不穩定極限環變為穩定極限環,如圖7 -8 所示. 取k1 = -0. 1,將λ 看成分岔參數ρ 的函數,方程( 11) 兩邊同時對ρ 求導,得
計算(suàn)得
α'( 0) = Re( λ'( ρ) ) | ρ = 18. 3368,λ = 4. 4768i =0. 0445 >0所以,當Re( C) <0 時,Hopf 分岔方向為ρ >16,如圖9 所示; 受控係統的極限環幅(fú)控關係如圖10 所示. 從圖7,圖8 及(jí)圖10 中可(kě)知,控製(zhì)器的非線性部分能改變原係統的Hopf 分岔類型,並(bìng)且分岔極(jí)限環幅值隨著非線性控製參數(shù)的增(zēng)大而增大,成正(zhèng)比(bǐ)關係.
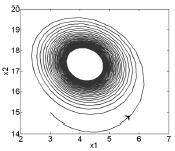
圖8 當ρ = 18. 3368,k1 = -0. 1,k2 = -0. 1 時,係統⑻極限環
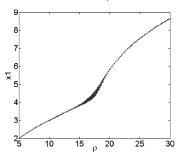
圖9 k1 = -0. 1,k2 = -0. 06 時,係統⑻分岔(chà)圖
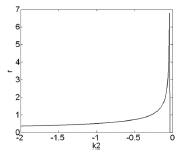
圖10 係統⑻的限極環幅值曲(qǔ)線ρ = 18
3、結論
文章主要研究了機床無刷直流電機(jī)係統的Hopf 分岔控製問題. 首先,研究了係統的分岔行為並判定係統(tǒng)的Hopf 分岔類型; 然後設計Washout濾(lǜ)波器對係(xì)統進行分岔控製,討論了(le)控製參數對Hopf 分岔點位置,分岔類(lèi)型以及極限環幅值的影響; 並借助MATLAB 軟件對理論(lùn)結果進行數值仿真,理論結果和數值仿真表明: 線性控製(zhì)參數能使係統在所期(qī)望的參數值處(chù)發生Hopf 分岔,甚至消除Hopf 分岔,非線性控製(zhì)參數能改變原係(xì)統的分岔類型,使不穩定極限環變為穩(wěn)定極限環,並(bìng)能改變極(jí)限環幅值大小. 研究結果對無(wú)刷直流電動機(jī)係統的工程實際具有一定的指導意義.
投稿箱:
如果您有機(jī)床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多
調查")
行(háng)業數(shù)據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量(liàng)數據(jù)
- 2024年11月(yuè) 分地區(qū)金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出(chū)口(kǒu)情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據(jù)
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中(zhōng)心精度的幾種辦法
- 中走絲線(xiàn)切割機床的發展趨勢(shì)
- 國產(chǎn)數控係統和數(shù)控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械(xiè)老板做了十多年,為何還(hái)是小作坊?
- 機械(xiè)行業最新自殺性營銷,害人害己!不倒閉才
- 製(zhì)造業大逃(táo)亡
- 智能時代,少談點智造,多談點製造
- 現實麵(miàn)前,國人沉(chén)默。製造業的騰飛,要從機(jī)床
- 一文搞懂數控車床加工刀具補償功能(néng)
- 車床鑽孔(kǒng)攻螺紋加工方法及工裝設計
- 傳統鑽削與螺(luó)旋銑孔加工(gōng)工藝的區別