



采用(yòng)一種創(chuàng)新的自動化測(cè)量方法,來(lái)幫助解決多機床柔性生產(chǎn)環境所固有的問題
2008年,Kurt製造公司在其Minneapolis製造廠安裝了一套自動化生產(chǎn)係統(APS)。該APS係統與加工單元成套投入生產,進(jìn)入該係統加工的零(líng)件是經(jīng)過預先(xiān)噴漆的鑄件,離開該(gāi)係統時,已成為組裝(zhuāng)好的組件。它將十分(fèn)有效的工裝夾具戰略與先進複雜的測量係統(tǒng)結合在一起,有效地控製在APS加工、熱處理和磨削加工操作中所出現(xiàn)的(de)各種(zhǒng)變量。
按照Kurt製造有限公司的說法,人們之所以對其Anglock品牌的工裝夾具高度重(chóng)視,是(shì)基(jī)於它們的精度和經久耐用性。正是因為這個原(yuán)因,該公(gōng)司聲稱,50多年來,這(zhè)些台鉗一直成為該公司最暢銷(xiāo)的產品。

測量是(shì)Kurt公司自動化生產(chǎn)係統獲得成功的關鍵因素之一。未經精密加工(gōng)的台鉗鑄體如圖片所(suǒ)示(shì),這是(shì)該鑄件在自動化係統的一台磨(mó)床中采用(yòng)自(zì)動裝卸工件(jiàn)前的加工情況
該公司(sī)也明白,這種產品(pǐn)必定具有很強的價格競爭力。優質的台鉗,很好的(de)價格,是使贏家(jiā)在市場中保持領導地位和抵製海外低價仿製者的關鍵。整個APS與加工單元是(shì)成套投入生產的(de),進入該係統加工的零件是經過預先噴漆的鑄件,離開該係統時,已成為組裝(zhuāng)好(hǎo)的組件。該APS係統(tǒng)具有高度的內置自(zì)動化水平,可以24h不停地運(yùn)行,很(hěn)少需(xū)要人工幹預。

這一APS係統總體布置圖顯出了該係統不尋(xún)常的L型布局配置。從圖片可以看到,兩台Chevalsier CNC數控平麵磨床被排列在裝卸工作(zuò)站的後(hòu)麵。加工中心位於背(bèi)景的左麵
如果(guǒ)所生產的零件達不到必要的質量標準,那麽采用自動化生產當然也就毫無意義了。例如,台鉗元件的平整度和平行度必須符合緊密的(de)公差尺寸要求(qiú),這是兩項關鍵的質量指標,即使采(cǎi)用非常完善的手工工藝,要達到這一標準也並非易事。APS的設計已達到或超過(guò)了所規定的平整度和平行度公差尺寸要(yào)求,在無人化/無燈光作業的情(qíng)況下,也始終如一並可靠地保持其正常的生產能力。
按照Kurt公司的設計及其(qí)工程技術人員的說法,要達(dá)到這一(yī)點是完全可能的,因(yīn)為APS將有效的工裝夾具戰略與先進複雜的測量係統結合在一起。它(tā)們的組合,可有效地控製在APS加工、熱處理和磨削加工操作中所出現的各種變量。八種不同型號和不同尺寸的Anglock台鉗元件,都(dōu)在APS上加工(gōng)處理,它們全部符合平整度和平行度的測試要求。

Docklock氣(qì)動閥定(dìng)位係統(tǒng)所在的位置,及其如何將每一(yī)個台(tái)鉗(qián)鑄體鎖緊在(zài)磨床之(zhī)上。這些工作步驟由測量係統監控
那麽,究(jiū)竟是什麽使其獲得了這(zhè)樣了(le)不起的成就?是多機床柔(róu)性生產係統的多(duō)樣化本質。簡單地說(shuō),多台(tái)機床的多種操作必(bì)然會(huì)增加造成誤差(chà)的機會。
“采用這種多功能(néng)係統來(lái)達到較高的重複(fù)精度,其(qí)所麵臨的挑戰是:任何特定台鉗(qián)鑄體的加工處理(lǐ)可通過多種可能的生(shēng)產方式,”Kurt工(gōng)業產品部經理Jeff Lenz先生報告說。“例如,一種特定型(xíng)號的台鉗鑄體(tǐ),可(kě)使用5個加工(gōng)托盤中的其中一個,並在四台臥式加(jiā)工(gōng)中心的任何一台機床上進行(háng)加工。這個台鉗也可在兩(liǎng)個熱處理站的其中(zhōng)一個進行熱處理,並可在6個托盤的任何一個托盤上,以及在6個磨削工位的其中一個進行磨(mó)削加工。采用多種可能的生產方式,使用專用的(de)測量係統、工裝夾具(jù)和SPC軟件,其平(píng)整度和平行度就能達到我們的目標。而上述所有這些東西都是Kurt公(gōng)司的產品。”
APS一瞥
APS係統因其不尋(xún)常的混合設計而引人(rén)注目。該係統采用L型布局,其中L型的長腿部分由一(yī)套Mazak Palletech FMS(馬紮克托盤技術柔(róu)性生產係統)組成,其周圍與四台臥式加工中心相連接(jiē)。托盤技術兩個裝(zhuāng)載站的其中一個由一套機器人管理,該機器人也為一條由兩台平麵磨床、一個熱處理工作站(zhàn)和一台中型立式加工中心(xīn)組成的“支線”提供服務。雖然該托盤技術係統屬於該製造商技術中相當標準的裝(zhuāng)置,但該支線卻是由Kurt公司開(kāi)發的(de)其中一個配置,用於對機加工件的精密加(jiā)工。、
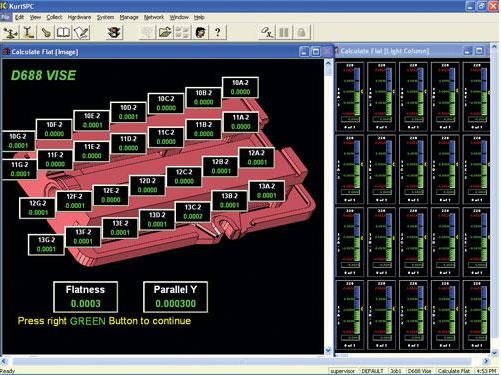
係統上的其(qí)中一個顯示器,顯示出(chū)了台(tái)鉗鑄體表麵上的28個公差尺寸讀(dú)數
而其他(tā)一些東西(xī)使APS與任何其他的柔性生產(chǎn)係統裝置有所不同—其設計為Kurt公司自己的產品係列創(chuàng)造了一個獨特的展示空間。工程技術人員采(cǎi)用標準的Kurt工裝夾具、專門設計的工裝夾具、Docklock和其他工程係統與(yǔ)這一加工單元組合配(pèi)套。事(shì)實上,有(yǒu)效的工裝夾具對保證穩定、優質的加工;可靠(kào)的機器人裝(zhuāng)卸;靈活的調度安排以滿足產品混合生產的需求(qiú);對各種生產工藝的(de)集(jí)成組合是十分關鍵(jiàn)的。
同樣,關鍵的磨削加工操作則由該公司Kurt Gaging計量部(bù)門開發的專用測量係統所控製。這一係統采用該公司的SPC軟件。該係統的(de)核心部分是其內部設(shè)計和建造的一個計(jì)量工(gōng)作站。當台鉗的原始鑄件進入到最後的(de)精加工磨削階段時(shí),該(gāi)計量站可對台鉗鑄體的每一項操作進行一(yī)係列的測量,監控每一道工藝(包括機加工、熱處理和磨削加工),中(zhōng)間無需轉換(huàn)。
“當台鉗(qián)鑄體固定到夾具(jù)上加工時,一係列的LVDT探頭將對該零件的平整度、厚度和平行度進行測量。這一過程大約需要30s的時間。該計量裝置將會(huì)提供有關的測量數據,包括該台鉗鑄體的總體長度(dù),因此係(xì)統(tǒng)操作人員(yuán)完全理解零件在進行每一操作前後的(de)確切測量(liàng)數據。”Lenz先生(shēng)解釋說。

接觸式測量探頭在每一個台鉗鑄體的多個關鍵(jiàn)位(wèi)置上(shàng)移動,測定其(qí)高度和所需的磨削(xuē)量。在(zài)未經精加工的鑄體上找到最高點(diǎn)和最低點,為磨床的(de)精(jīng)加工自動編程,以(yǐ)使其(qí)達到最有效的操作(zuò)水平
由SPC軟件監控質量
由SPC係統引導的APS係統、Kurt SPC Premium和Manager管理員軟件為全自動(dòng)化機床(chuáng)、CNC計算機數控和(hé)自動數據采集提供(gòng)了互動功能。檢查一下磨削工藝就可以看(kàn)到該軟件是(shì)如何管(guǎn)理機床和(hé)其他設備,以及與APS係統加(jiā)工單元中的其他(tā)步驟如(rú)何互動及如何發送一(yī)致的結(jié)果。
APS中的兩台Chevalsier Smart B246011 數控平麵磨床,可加(jiā)工處(chù)理多達60種不同的台鉗配置。為(wéi)了確保精確的定位和保持(chí)所有這些不同的尺寸,在托盤上裝備了Kurt公司的Docklock氣動定位係統。該係統通過(guò)4個零點(diǎn)定位銷使其固定在每(měi)一托盤的(de)底部,這(zhè)些定(dìng)位銷(xiāo)由彈簧觸發定位,並使托盤固定,然後通過(guò)氣閥釋放它們。按照該公司的說法(fǎ),定位銷的定位精度保持在0.0002in(1in=25.4mm)範(fàn)圍之內,而Docklock的(de)氣(qì)缸可將台鉗鑄體緊緊地鎖定,以便於進行磨削加工(gōng)。完成定位和鎖緊的過程約需幾秒鍾。每台磨床(chuáng)的承受板一次可承接(jiē)多達三個托盤,這要根(gēn)據台鉗鑄體的尺(chǐ)寸和(hé)操作要求而定。
一旦當托盤由機器人裝載到磨床的床身時,並由Docklock定位器定位以後,一個計量(liàng)頭就(jiù)會自(zì)動(dòng)就位,驗證每一個托盤的位置(zhì),並檢測每一台鉗(qián)鑄體的高度。這是通過電子方式測(cè)量托盤四角上的定位銷高度而完成(chéng)的。這一過程是為(wéi)了驗證托盤是否與工作(zuò)台床身對準,而同樣重要的是(shì)為了測試其是否存在任何負載問題。驗證高度的目的,是為了確(què)定每一(yī)台鉗鑄體所需(xū)的磨削量(liàng)。如果高(gāo)度和負載量不正確,機器人將會設(shè)法對托盤進行重新定位。如果重新定位未獲成功,托盤將被遣返,同時觸發(fā)機構向係統操作人員(yuán)發出報警,以便采取(qǔ)相應的措施。
測量頭的(de)設計應能夠承受惡劣的磨削加工環境。冷卻液和油(yóu)泥的存在不應影響到測量操作或影響(xiǎng)其測(cè)量精度。磨(mó)床與測量頭之間通(tōng)過SPC數據采集軟件和KurtUSB直接測量頭接口硬件進行聯係。零件的測量數據與磨削加工的起動/停(tíng)止尺寸將被(bèi)直(zhí)接傳送給磨床控(kòng)製係統。在完成每一磨削加工周期之後,事(shì)先設置好的測(cè)量頭(tóu)將驗證最後這些加(jiā)工(gōng)工藝的精度。(為了量(liàng)具(jù)的精度和掌握(wò)整個測量過程,在預先確定和可編程的周期中,使用一個獨立於磨床托盤的固定銷(xiāo)釘來驗證和掌握(wò)量具的情況)。
與安裝APS以(yǐ)前時的情(qíng)況相比較,采用SPC軟件來控製磨削加工操作,可使(shǐ)加工周(zhōu)期時間縮短30%。事實上,以(yǐ)前(qián)的(de)手工裝卸作業已被淘汰,無需等待時間,這一數字並沒有將這一等待時間計算在(zài)內。
數據的(de)采集和分(fèn)析
在經過幾個星期的數據采集之後,該公司就(jiù)能識別出存在問題的區域,從而通過消除因夾具、工(gōng)具和其他問題所造成的變化因素,不斷提高工藝水平(píng),Lenz先生報告(gào)說。“當(dāng)我們在大量的數據中(zhōng)采(cǎi)集數據的時候,我們創建了一種含有幾個模式的分布圖,並建(jiàn)議在這一數據中采用一種以上的工藝。例如,數據顯示了每台臥式加工中心及每台磨床等的簽名。”
Lenz先生(shēng)繼續說:“我們的測量(liàng)設置確保我們能夠生產出質量非(fēi)常穩定的台鉗鑄體,不管APS加工單元中的機床、夾具和工具係統采用什麽樣的組合。為了進(jìn)一(yī)步優化工藝,如果出現了問(wèn)題,或我們在工具(jù)、夾具及機床上的進給速度作出了變化,我們可(kě)以非常容易地分析其對(duì)生產的影響。”
APS安裝之(zhī)前,Kurt公司采用傳統的熱處理、機加工(gōng)和(hé)磨削加工單元來(lái)生產其台鉗。操作人員必須經過特殊(shū)的(de)培訓(xùn)才能完成測量程序。
Jon Baller先生是Kurt工程係統集團的軟件開發經理,他回憶說,以前測量工作是(shì)一項(xiàng)緩慢(màn)的過程。它取(qǔ)決(jué)於人員的變化(huà),一個操作人員與(yǔ)另一個操作人員有所不同,而且各生產班次也有所不同,因(yīn)此,保持穩定優質是一個很大的挑戰,他說:“當我們設計新的APS時,其目標是采用電(diàn)子方式實(shí)時監控加工精度與每一工藝步驟(zhòu)的可追溯(sù)性。我們已經達到了這一目標。而且,我們還更有效地使(shǐ)用了我們的勞動力。現在,我們隻需(xū)要三名操(cāo)作(zuò)人(rén)員,而老的生產係統,我(wǒ)們需要五名操作(zuò)人員。而且,新係(xì)統還很容易(yì)升級,因為我們在承接混合訂貨和增加訂貨數量方麵曾經曆過更多的變(biàn)化”
請注意,該新係統(tǒng)具有(yǒu)很多優點,Baller先生提出的最重要建(jiàn)議之一是:“建立一(yī)套適合(hé)於我們台鉗生(shēng)產的大型係統,使(shǐ)我們能夠有機會來展示我們的能力。”歸根結底,這種優勢具有十分重要的意義,因為(wéi)它為我們公司提供了其所(suǒ)需要的工具,以保持其在全球市場競爭的質量(liàng)和價(jià)值。”
如果您(nín)有機床行業、企業相關(guān)新聞稿件發(fā)表(biǎo),或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
馬")

- 2024年11月(yuè) 金屬切削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月(yuè) 軸承出口情況(kuàng)
- 2024年11月 基本型乘用(yòng)車(轎(jiào)車)產量數據
- 2024年(nián)11月 新能源汽車產量數(shù)據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月(yuè) 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削(xuē)機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車(chē))產量數據
- 機械加(jiā)工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床(chuáng)的發(fā)展趨勢
- 國產數(shù)控係統和數控機床何去何(hé)從?
- 中國的技術工人都去哪裏了?
- 機械老(lǎo)板做了十多年(nián),為何還是小作坊?
- 機械行業最新(xīn)自殺性(xìng)營銷,害人害(hài)己(jǐ)!不倒閉才(cái)
- 製造業大逃(táo)亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文(wén)搞懂數控(kòng)車床加工(gōng)刀(dāo)具補償功能
- 車床鑽孔攻螺紋加工(gōng)方法及(jí)工裝設(shè)計
- 傳統鑽削與螺旋銑孔加(jiā)工工藝的區別