



【摘要】:現代化的動力總成加工車間將配備(bèi)高速、高(gāo)精度的加工製造設備,網絡化和數字化的控製平台對測量係統提出了更新、更高的技術要求。本文通過描述動力總成企業對(duì)檢測規劃、設(shè)備選型到測量係統(tǒng)的驗收,再到動力總成(chéng)生產線設備調試、設備驗收至批量生產的幾大工作步驟,闡述選(xuǎn)擇車間(jiān)型測量機係統在整個過程中(zhōng)的重要性和必要性,從而得出了車間型測量機係統(tǒng)作為生產線規劃布局中重要質量控製組成單元(yuán)的必(bì)要性和優越性(xìng)。
[Abstract]: In the modern powertrain processing plant with high-speed, high-precision manufacturing equipments, the networking and digital control platform put forwards newer and higher requirements for the measurement system. By describing the inspection planning , equipment selection to the acceptance of the measurement system, and by describing the equipment commissioning, acceptance to mass production of the powertrain’s production line, it is easy to conclude that, as the important quality control component units in the whole production line layout, the shop floor CMM is very necessary and has the absolute advantage.
【關鍵(jiàn)詞】:車間型檢測係統(tǒng),測量效率,加工(gōng)設備能力
[Key words]: shop-floor CMM, Inspection Efficiency , Process Capability
前言
在整個動力總成(chéng)加工製造環(huán)節,零件加工的節拍將精(jīng)確(què)到“秒”,如此快節奏的生產過程要求快速、準確的提供檢(jiǎn)測報(bào)告。測量(liàng)報(bào)告的快速呈現可以(yǐ)有效控製產品的質量和防止製造產品的批量報廢。同時,通過現代(dài)化的數據庫管理係統使車間(jiān)型測量機成為生產過程的一部分,車間型測量機在完(wán)成工件測量(liàng)後將在軟件窗口通過(guò)圖形化的標識和數字化報告快速呈現被檢測(cè)零件合格與(yǔ)否,同時(shí)將通過網絡把(bǎ)數據(jù)上傳至用戶的數據庫管理中心,如:目前在(zài)全球(qiú)動力總成方麵應用廣泛的Q-DAS數據庫係統。
本文將介紹來自海克斯康(kāng)計(jì)量的Global Silver SF 測量係統在先進動力總成生產(chǎn)線中的配備過(guò)程及在製造工程中有效應用。
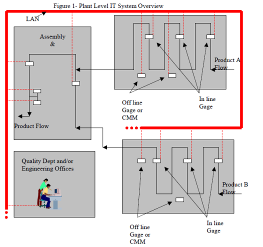

圖片一 圖片二
動力總(zǒng)成檢測(cè)規劃階段:項目規劃人員將確定在線CMM設備的數量,以確保測量效率與加工、抽檢頻次有效配合,這方麵將主要考慮測量設備的動態性能,如空間運動速(sù)度與空間(jiān)運動加速度、探頭的掃描速度和加(jiā)速度等。根據(jù)工件的製造精度和加工環境確定測(cè)量設備的精度及(jí)設備類型,這方麵主要考慮測量設備MPEE, MPEP,MPETHP/t等ISO-10360指標以及探測係統的承載能力(懸掛加長杆和探針的重量及長度)。同時,根據用戶現場的需求配備相關輔助係(xì)統,如:用(yòng)於車間環境下穩定電壓、氣(qì)壓的PUP係統,用於用戶進(jìn)行快速、安全更換工件的上下料係統,用(yòng)於確保工件測量狀態和穩定性的夾具係統和用於適應車間(jiān)環境防塵等;“圖片一”中展示了一(yī)個動力總成生產線的在線測量機布局規劃(huá)。“圖片二”展(zhǎn)示了完整的車間型測量機測量係統;Global Silver SF機型擁有866 mm/s的空間移(yí)動(dòng)速(sù)度和2600 mm/s2的空(kōng)間加速度與加工效率完美匹配,配備了Leitz LSP-X5係列探頭,支持最大負(fù)重500克,最大加長長度500 mm,將確保動(dòng)力總成部件在高精度(dù)條件下(xià)一(yī)次性完成(chéng)接觸(chù)掃描測量。
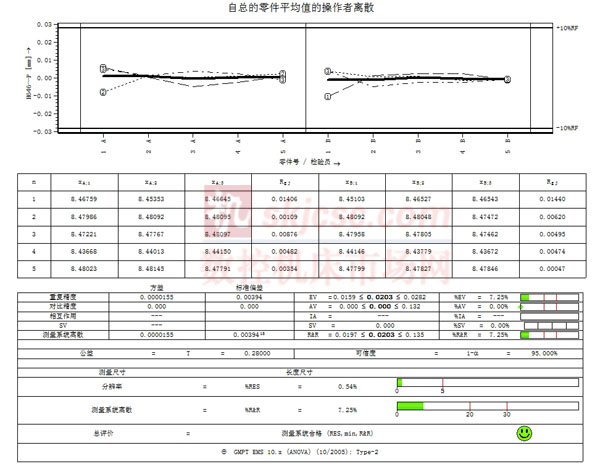
車間型測量(liàng)係統的驗收:不是任意一款測量係統都適應與生產車間的環境,按照車間的規劃以及對成(chéng)本的考慮,生產車間對(duì)溫度控製一般在15℃至30℃之間,測(cè)量係統在生產(chǎn)車間(jiān)安裝後,將根據控製計劃的要求編輯完成(chéng)測(cè)量程序(xù),按照前期規劃的要求控製檢(jiǎn)測的節拍。在車間環境下完成機器精(jīng)度及測量程序驗證,其中最重要的驗證為按MSA的要求完成測量設備的GR&R。GR&R的指標由重複性和再(zài)現性兩項指標組成,廣(guǎng)義上可以(yǐ)理解為這兩項指標的誤差(chà)值占尺寸總公差的10%視為測(cè)量係統通過。
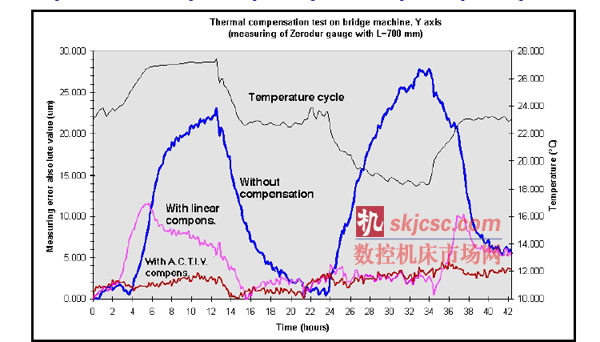
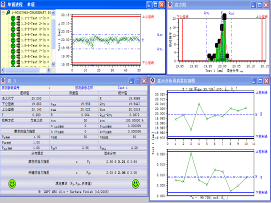
GR&R(見(jiàn)圖片三)的通過確定了測量(liàng)係統(tǒng)可以(yǐ)用於(yú)生(shēng)產線的驗收及生產製造(zào)環節的質量控(kòng)製。由於GR&R測試使(shǐ)用加工(gōng)工件並涵蓋整個零件尺寸,整個測試過(guò)程一般會超過48小時。在寬溫度環境下,測量係統的寬溫帶設計以及溫度補償功能在整改測試環節(jiē)中將起到至關重(chóng)要的作(zuò)用;Global Silver SF機型配備結構性溫度補(bǔ)償係統,是針對時間/空間溫度波動進行測量結(jié)果補償的(de)新技術。基於(yú)15個溫(wēn)度傳感器(測量機上14個,工件上1個)所(suǒ)組成的網絡(luò),可識別測量機和被測工件溫度的變(biàn)化並對測(cè)量結果(guǒ)進行補償。這種技術不僅考慮了材料的自然線性擴張,也(yě)通過測量機的數學模型,考慮了複雜結(jié)構的變化。因此測量機可在15 - 35°C的(de)寬溫(wēn)度範圍內進行測(cè)量;圖片四中(zhōng)展示在42小時溫度漸變中(zhōng)結構型溫(wēn)度補償係統的表(biǎo)現。
圖片三
圖片四
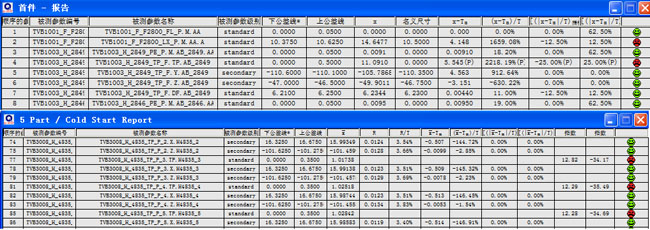
用於生產線的驗收階段:在這個(gè)過程中車間型測量機將提供測量(liàng)數據(jù)用於生產(chǎn)製造設備供應商調整加(jiā)工設備。在這個階(jiē)段,測量係統大約需要(yào)在車間環境下連續工(gōng)作約60天的時間,測量係統的誤差(chà)將直接影響Cm, Cmk的能力指(zhǐ)數,其中環境溫(wēn)度的變化對整個測試過程的影響是最大的。同時,測量(liàng)軟件將提供設備驗收支持(chí)的用戶界麵(miàn)及產(chǎn)生符(fú)合Q-DAS規範的數據報告。通過車間型測量機提供的首件(1parts)、5parts 、50 parts數據,質(zhì)量工程師通過在Q-DAS軟(ruǎn)件(jiàn)中按照要求進行能(néng)力分析,判斷生產製造設備是(shì)否可以通過驗收。通常使用能力指數Cm,Cmk表示。(PQC尺寸能力一般要(yào)求在2.0以上,STD尺寸能力一般要求在1.33以上)。圖片五、圖片六(liù)將展(zhǎn)示Q-DAS用戶(hù)判斷機床加工能力的各(gè)階段報告。
圖片五
圖片六
車(chē)間型CMM用於PPAP階段:當生產設備完成驗收後用戶將使用加工機床連續加(jiā)工250個工件或更多,然後通過每2件(jiàn)或5件的方式使用車間型CMM進行抽檢,一般(bān)需(xū)要得到至少125個工件的(de)Q-DAS數據(jù)。質量(liàng)工程師(shī)通(tōng)過在Q-DAS軟件中(zhōng)按照要求進行能力分析。通常使用能力指數(shù)Pp,Ppk表示。(PQC尺寸能力一般要求在1.67以上(shàng),STD尺寸能力(lì)一(yī)般要求在1.33以上),判斷是(shì)否可以進入(rù)SOP階段。評(píng)估報告與圖片六相(xiàng)同。在這個階(jiē)段,測量係統(tǒng)將連(lián)續運行約120個小時左右(yòu),測量(liàng)的(de)效(xiào)率以及車間的溫度變化都將影響PPAP階段的進程。同時(shí),測(cè)量設備的誤差也(yě)將直接影響Pp,Ppk的結果。換而言之,測量係統的誤差比越小越能真實的反映加工線的加工能力。
車間型CMM用於SOP:當完成PPAP後(hòu)已確定生產線處於統計受控狀態。此時,車間型CMM係統將用於生產過程的工件(jiàn)抽檢環節,這個測量過程是一個長期恒定的檢測過程,整個檢測周期(qī)將跨越4個季節,也就意味著測量係統(tǒng)將經曆15℃至30℃的漸變過程,這對測量係統的穩定性提出了更高的要求(qiú)。現場操作人員將根據質量工程師和現場ME的要求,對生(shēng)產製造(zào)工件首件、中件、末件、不定期抽查件和換刀(dāo)件、換型件進行檢測(cè)。車間型CMM軟件操作(zuò)界麵將提供一切(qiē)可以用於追查質量(liàng)的輔助信息交付窗口,如(rú):為用戶提(tí)供2D matrix 掃(sǎo)描槍,用(yòng)戶(hù)可以使用掃描槍掃描噴在零件上的2D碼,軟件將(jiāng)根據2D matrix的編碼(mǎ)信息自動(dòng)完成測量程序的選擇(zé)、生產線編號等,並(bìng)且提供可選擇的測量目的、以及操作者的(de)信息等等。車間型CMM軟件操作界麵還將提供用戶選擇測量程序的交付(fù)窗口,通過該(gāi)窗口用戶可以根據(jù)需求按工(gōng)序測量、按刀具(jù)測量(liàng)、按項(xiàng)目或尺寸測量。在提高檢測效率的同時降低操作的複(fù)雜性和出錯的概率(lǜ)(見圖七)。
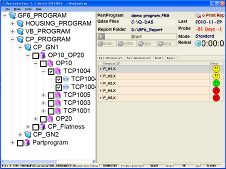
圖七 圖八
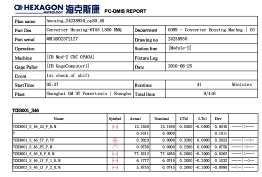
車間型CMM提供的報告:在完成檢測後將提供三種(zhǒng)形式的測量報告用於現(xiàn)場操作者、ME和質量工程師用戶不同目的數據分析(xī)。“紅、黃、綠臉”報告(見圖七)用於現場(chǎng)操作人員快速判斷加工工件的狀態。紅臉(liǎn)表示超差、綠(lǜ)臉表示合格、黃臉表示超過公差的80%需操作(zuò)人員注意並通知(zhī)現(xiàn)場ME。“測量報告”(見圖八)用於現場ME調整測量設備或更換刀具。“Q-DAS報告”用於上傳至Q-DAS數據庫(見圖九),用於質量工程師進行按每月或每季(jì)度的生產能力分析,及時對生產線(xiàn)的加工能力和生產設備的加工(gōng)狀態(tài)做出正確判斷。有效防止加工失效和批量報廢的產生;同時,質量工程師也可以根據車間型CMM輸入的輔助信息,在Q-DAS數據庫(kù)中按照時間、加工(gōng)設備(bèi)、操作者等進行篩選,準確獲得(dé)希望分析的數據(見圖(tú)片十)。
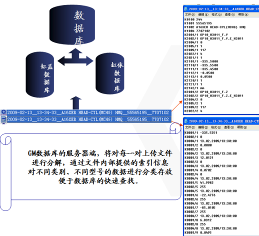
圖片九 圖片十
總(zǒng)結:隨著現代質量控製(zhì)技術和(hé)統計分(fèn)析軟(ruǎn)件在(zài)生產過程(chéng)中的有效(xiào)應用,測量設備提供(gòng)的檢測數據將不僅僅用於判斷某一測量工件是否合格而更多用(yòng)於提供長(zhǎng)期的數據采集。通過對長期的數(shù)據進行分析,動力(lì)總成的規劃人員可以對生產設(shè)備的後期規劃提供理論支持,動力總成的ME人員可以根據數據計算出更優的(de)生產節拍、刀具(jù)壽命和更換加工設備零(líng)件的周期,動力總成質(zhì)量人員可以根據數據計算出目前生產工(gōng)件(jiàn)的質量狀態從而(ér)可以量化質量能力。車間型測(cè)量機係統因更接近(jìn)生產(chǎn)製造現場(chǎng)大大縮短了送檢周期。同時,更接近現場的工件製造環境,和不需要建立單獨的溫控測量間將有效的消除加工環境與測量環境不一致的問題以及檢測成(chéng)本的(de)問題。因此,車間型測量機係統將成為動力總成質量在線控製(zhì)規劃的首選。
注釋1:能力證明階段
階段")
注釋2:車間型 CMM自動化工作示意圖。

參考文獻(xiàn):
[1] 海克斯(sī)康在(zài)線測(cè)量設備技術規範
[2] GMPT MSA Specification
[3] Ford GCR Specification
[4] Q-DAS 統計與過程分析(SPC)
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量(liàng)數(shù)據
- 2024年10月 軸承(chéng)出口情況(kuàng)
- 2024年10月(yuè) 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新(xīn)能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖示(shì)
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人(rén)都去哪裏了?
- 機械老板做了十多年,為(wéi)何(hé)還(hái)是小作坊?
- 機械行(háng)業最新自殺性營(yíng)銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實(shí)麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車(chē)床加工刀具(jù)補償功能
- 車床鑽孔攻螺(luó)紋加工(gōng)方(fāng)法及工(gōng)裝(zhuāng)設計
- 傳(chuán)統(tǒng)鑽削與螺(luó)旋銑孔加工工藝的區別