



加工中心圓度誤差的原因分析及調整方法
2021-7-30 來源: 中國航發西安動力控製科技有限公司 作者: 弋博
摘要:針對加工中心在加工過程中經常出現的因圓度誤差(chà)而導致零件超差現象,為避(bì)免此類問題(tí)出現,分析了圓度誤差引起的原因,以及在實際機床加工過程中如何抑製此類問題,以確保零件加工精度需求。
關鍵(jiàn)詞(cí):加工(gōng)中心;圓度誤(wù)差;原因分析(xī);調整
圓度誤差是指在回轉體同一橫截(jié)麵內被測物體實際圓對理想圓的變動量。數控機床在長期使用過程(chéng)中,滾珠絲杠、導軌及軸承或(huò)多或少存在一定程度的(de)磨損(sǔn),同時,由(yóu)於保養不到位、缺少潤滑及大吃刀量等因素(sù)會加劇機械部件磨損,造成數控設備幾何精度(dù)加速劣化,這些都是引起圓(yuán)度誤差的因素。數控係統動態響應不穩(wěn)定,伺服(fú)優化不完善,也(yě)會影響數控機床的(de)圓度誤(wù)差。
一般在機(jī)床實際應用過程中,可以通過球杆儀或設備自帶圓度測試功能對加工設備進(jìn)行(háng)圓度誤差檢測。Siemens 840Dsl數控係統圓度測試功能可以在不需要零件試切的情況下,通過數控程序模擬加工,配合數控(kòng)係統強大的計算能力和位置反饋功能,測(cè)量出機床實際與理論的圓度(dù)誤差,通過對圓度測試得出的不同圖形進行分析,可以得出不誤差產生的原因及此類誤差(chà)的調整方法。一般引(yǐn)起圓度誤差的主要原因有插補軸反向間隙大、反向躍衝、伺服不匹配、兩插補軸不垂直及機(jī)床振(zhèn)動等。下麵以(yǐ)Siemens 840Dsl數(shù)控係統為例進行說明。
1. 反向間隙誤差
機床(chuáng)反(fǎn)向間(jiān)隙誤差是指機床某一軸在運動過程中,從正向運動(dòng)變為反向運動時,在一定角度內,盡管驅動電動機帶動(dòng)絲杠已經反轉,但(dàn)工作台還要等絲杠和螺母(mǔ)間隙消除後才能反(fǎn)向運動,這個間隙就是機床軸的反向(xiàng)間隙,一般反映在絲杠的螺旋角度上,在半閉環數控係統中,軸在反向運動時指令值和實際運動量之間的差值即為該軸的反向間隙誤差值(zhí)。
(1)反向間隙對圓度(dù)誤差的影響 反向間(jiān)隙的存在會影響機床的定位精度和重(chóng)複定位精度,降低數控機床加工精度,在加工中(zhōng)心銑圓(yuán)過程中會造成圓度(dù)誤差。當Y軸在反向運(yùn)動過程中,由(yóu)於反向間隙的存(cún)在,會造成Y軸反向後(hòu)滯(zhì)後於X軸進行插補運動,銑圓加工會(huì)出現如圖1所示結果。
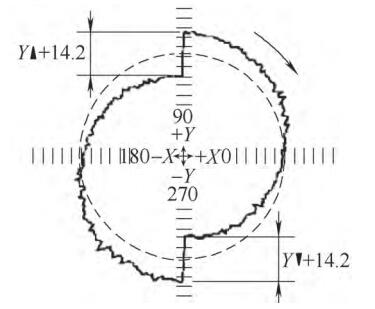
圖1 反向間隙造成的圓度(dù)誤差
(2) 反向間隙測量與調(diào)整 影響機床軸反向間隙誤差的因(yīn)素多種多樣,從驅動電動機到運動部件之間所有的機械聯接件都會存在間隙,電動(dòng)機對(duì)絲杠的(de)聯軸(zhóu)結是否鬆動、滾珠絲杠製造誤差(chà)、絲杠預緊是否過緊或過(guò)鬆(sōng)、絲母與運動部件聯接是否緊固,都是造成機床軸反向間隙的原因。對於機械部分無法消除的間隙,需要在(zài)數控係統中對反(fǎn)向間隙進行補償。
如圖2所示,進行(háng)反向間隙(xì)測(cè)量,用一磁性表座固定一個(gè)位置,千分表表頭壓在(zài)要測量軸的工作台上(shàng)一固定(dìng)位置,千分表刻度調零,相同方向(xiàng)繼續移(yí)動進給軸(zhóu)一定距離,反向移(yí)動(dòng)軸到(dào)初始(shǐ)位置,讀取千分表的差(chà)值A,同樣測量(liàng)7次(cì)後得出(chū)的平均值即為該軸的反向間隙誤差,即A=(A1+A2+A3+A4+A5+A6+A7)/7。把測量計算出的值(zhí)A寫入對應軸的數MD32450中,可以消除此軸的反向間隙(xì)。通過對軸反向間隙的(de)補(bǔ)償,可以有效提高進給軸的精度,以保證插補運動(dòng)的精度,有效改善圓度誤差。
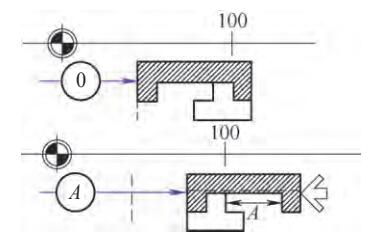
圖2 反向間隙測量
2. 機床(chuáng)進給軸振動
數控機床加工時產生的振動,不僅會影響機床的動態精度,還會降低被加(jiā)工零(líng)件的輪廓精度,增大表麵粗糙度值,振動劇烈時甚至會(huì)影響刀具和機床的使用壽命(mìng)。
(1)振動產生原因(yīn)及對圓度誤差的影響 數控機床進(jìn)給係統產生振動主要有三方麵原因:一是運動部件之間潤滑不好(hǎo),移動部件所(suǒ)受的摩擦阻力增(zēng)大,容易造(zào)成進給軸的爬行和振動;二是給係統驅動裝置到移動部件之間機械傳動鏈的整體剛度不好(hǎo);三是在閉環數控係統中,由於(yú)位置(zhì)環、速(sù)度環及電流環增益設置(zhì)過大及加速度(dù)等參數設定不(bú)合理而引起係統振(zhèn)蕩。在數(shù)控機(jī)床應(yīng)用過程中,造成振動的原因通常綜合性的,應逐一排查。如圖3所示(shì),當機床進給軸振動時,刀具和工件會發生(shēng)周期性的跳動,工件已加工表麵會隨機床振動出現頻(pín)率相同的條紋,工件(jiàn)輪廓精度和表麵粗糙度會受到影響。
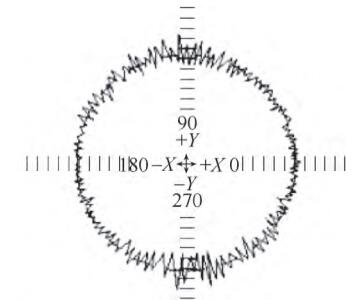
圖3 軸振動引起的圓度誤差
(2)進給軸振動抑製的(de)方法 在數控機床(chuáng)中,機電係統不匹(pǐ)配通常會引起機床軸的振動,動優化(huà)的目的就(jiù)是讓機電係統達到最佳的匹配,從而獲得最優、最穩定的動態性能。如圖4所示,機(jī)床(chuáng)軸(zhóu)的伺服驅動包含三個反饋回路,即位置環、速(sù)度環和電流環。當進(jìn)給軸發生振(zhèn)動現象時,首先要(yào)檢(jiǎn)查機械係統是否據有良好的潤滑,傳動鏈是否具有足夠的剛度;其次要根據機械維修情況對伺服電動機進(jìn)一步優化,可通過調整位置(zhì)環增(zēng)益參數MD32200及速度環增益參數1407進行手動優(yōu)化,直到伺服軸不
振,運動平穩。
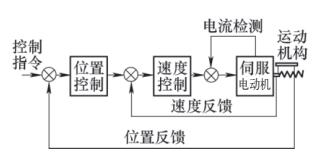
圖4 伺服係統框圖
3. 插補軸伺服(fú)增益不匹配
加工中心在運行一個圓(yuán)的(de)周期(qī)上,各軸(zhóu)運行的距離應完全相同。如果出現銑削加工的圓變成橢(tuǒ)圓的(de)情況,如(rú)圖(tú)5所示,則說明(míng)兩軸在插補運動過程中長軸超前(qián)於短軸。對(duì)於已使用過多(duō)年的機床而言,首先要檢修機床插補軸的機械結構,傳動裝置是否鬆(sōng)動,磨損是否嚴重(chóng),檢查絲杠、軸承的預緊進行消隙(xì)調整,對反向間隙進行補償,排除以上問題後需對兩插補軸的增益進行重新調整,確保兩插補軸的加速參數MD32300及(jí)位(wèi)置環增(zēng)益MD32200保(bǎo)持一致。 圖5 增益不一致造成出現橢圓。
4. 反向躍衝
反向躍衝是指當機床某一個軸在做反方向運動時(shí),軸(zhóu)從負的速度加速到正的速度時,該(gāi)軸速度通過0的時候,摩擦力(lì)的狀態由靜摩擦力變為動摩擦力,所需的力比正常運動時要大,造成在換向處由於摩擦力的(de)狀態發生改變而出現短時的黏性停頓現象。
(1)反向躍衝誤差對圓度(dù)誤差的影響 在加工(gōng)中心(xīn)銑(xǐ)圓過程中,當軸在過象限時,軸的速度方向(xiàng)改變,軸從零速起動,摩(mó)擦力狀態隨之改變,必然存在反向躍衝。當(dāng)兩插補軸中一個軸已經達到最大值而另一個軸的速度卻為0,這樣將會有(yǒu)一個很短時(shí)間的(de)停(tíng)滯,從而產生輪廓誤差。如圖6所示(shì),圓在過象限的地方有(yǒu)4個尖角,這就是由靜態摩擦引起的(de)反(fǎn)向躍衝(chōng)誤差。
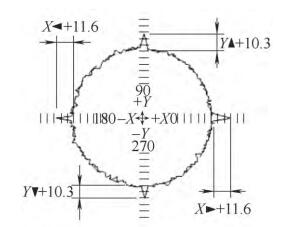
圖6 反向躍衝誤差(chà)造成的圓度誤差(chà)
(2)反向躍衝的調整方法 反向躍衝存在的主因是摩擦力狀態的改變,所以(yǐ)在(zài)出現(xiàn)反向躍衝時(shí),應當(dāng)給插補軸加上摩擦補償,在西門(mén)子數控係統中,摩擦補償是由摩擦補償值MD32520和摩擦補償時間常數MD32540決定的。對於(yú)反向躍衝的調整,首先設置MD32500=1(摩擦補償有效),再調整躍衝軸對應的摩擦補償值(zhí)MD32520和摩擦補償時間常數MD32540,兩個(gè)參數值(zhí)的大小調整對象限(xiàn)點影響可參考圖7進行,直到過象(xiàng)限尖點(diǎn)被消除。需要注意的是(shì)設置的(de)補償值不宜過(guò)大,當MD32520>150mm/
min、MD32540>0.015s時,就應當首先檢查機械傳動是否良(liáng)好,速度(dù)環增益及積分時間是否合理,過大的靜摩擦補償可能會對表麵質量產生負麵(miàn)影響。
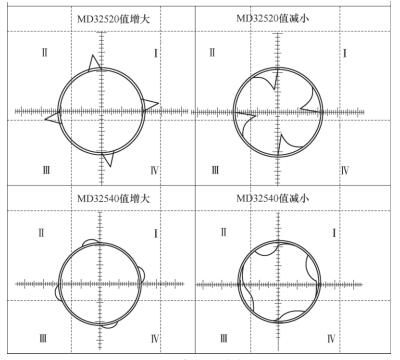
圖7 摩擦補償參考
5. 結語
數控機床是(shì)一個完整的有機整體,機械、電氣及液壓的控製存在相互聯係和相互影響。因此(cǐ),在分析解決圓度誤差影響的因素時,應(yīng)有整體概念和經(jīng)驗,進行多方(fāng)麵檢(jiǎn)測、分(fèn)析(xī)和(hé)診斷(duàn),直至找出故(gù)障根源。
投稿箱:
如果您有機(jī)床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息(xī)

業界視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數(shù)據
- 2024年(nián)11月 新(xīn)能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源(yuán)汽車(chē)產量數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文選萃
| 更多