



加工中心若(ruò)幹典型失效部件缺陷的改進
2021-2-3 來源: 上汽通用五(wǔ)菱汽(qì)車股份有限公司 作者:朱金輝(huī),呂啟菊,胡宇澄
摘要:通過(guò)對 XS321 型加工中心的若幹典型失效部件及缺陷分析(xī),提出改進缺陷的方法,為機床設計人員和維護人員提(tí)供一些借(jiè)鑒,保證設備(bèi)的穩定(dìng)性。
關鍵詞:加工中心;失效部(bù)件;改進
0 引言
缸體缸(gāng)蓋生產一般采用流(liú)水線模式,多(duō)台加工中心分別加(jiā)工不同(tóng)的工件特征,最終(zhōng)得到合格成品(pǐn)而(ér)對於一條流水線,加工中心往(wǎng)往會采用同一(yī)廠家同一型(xíng)號設備,即采用同(tóng)一型(xíng)設備(bèi)平台,僅針對不(bú)同加工特征在夾具和程序方麵做改動。例如上汽通用五菱汽車股份有限公司缸體缸蓋生產線采用大量(liàng)XS321 型加工中心。流水線上 XS321 型加工中(zhōng)心大量的通用係統成(chéng)為決定(dìng)生產線穩(wěn)定性的決定(dìng)因素。任何一個通用係統(tǒng)上的故障(zhàng)都可能成為所有加工中心的共性問題。因此,在設計階段(duàn)避免這些共性問題顯得尤為重要。本文(wén)主要介紹 XS321 型加工中心若幹典型失效部(bù)件及其改進方案。
1 、失效部件及改進
1.1 XS321 型加工中心組(zǔ)成
XS321 型加工中心(xīn)主要由機床防護(hù)、工裝夾具、刀具係(xì)統、控製驅動係統、液(yè)壓係統、氣(qì)動係統、冷卻係統(tǒng)及潤滑係統構成。其中,機床防護係統主要由(yóu)上料門裝置及防護板構成;工裝夾具主(zhǔ)要由推拉台、油缸及到位檢測裝置構成;刀具係統主要由換刀門裝置、刀盤(pán)及刀夾組件構成;液壓係統主要由(yóu)液壓泵、液壓(yā)管路和控製閥構成;冷卻係統主要由水箱(xiāng)、冷卻泵、過濾滾(gǔn)筒和濾芯構成。本文選取上料門裝置 1、換刀門裝置 2、刀夾組件 3、推拉台 4、到位檢測裝置 5五個部件進行分析其失效特征及改進措施(圖 1)
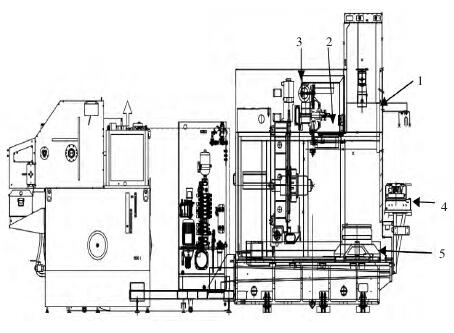
圖 1 XS321 型加工中(zhōng)心組成
1.2 上(shàng)料門裝置
上料門也稱為(wéi)送料門,目前 XS321 型加工中(zhōng)心主要(yào)有兩種上料方式:人工(gōng)推拉上料和機械手上料(liào)[1]。機械手上料一般采用頂部進料方式,上料門(mén)可以設(shè)計成比較輕巧的結構,出現(xiàn)故障的概率很低。而人工推(tuī)拉上料為保(bǎo)證機床外的人員安全,同時為方便(biàn)觀察,上料門均采用厚重鋼板(bǎn)及防彈玻璃組成。同時XS321 型加工中心需高速、高效加工,上料門必須快速地開啟和(hé)關閉(bì)。如圖 2,目前上料門 1 驅動一般采用液壓油缸(gāng) 3。此結構存在一個主要缺陷:液壓油缸(gāng)具有作用力大的特點,油缸動作的瞬間衝擊力較大,上料門(mén)連接部位 2 受力大,連接部位容易開裂,如(rú)圖3,圈內(nèi)為開裂部位。現場 80 台該型加工中心上料門均(jun1)在連接位(wèi)置出現不同程度的開裂情況,以每(měi)次停機 8 h 計算,共(gòng)造成 640 h 的產量損失,對現場生產線造成重(chóng)大影響。
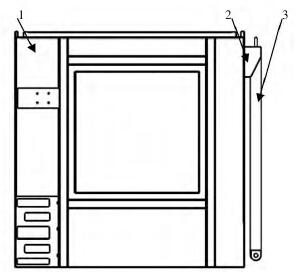
圖2 改進前上料門裝置
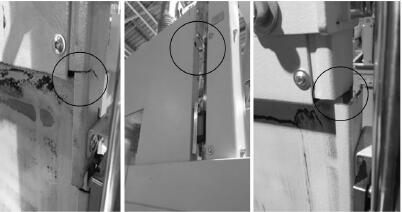
圖3 上料門開裂部位
針對上料門開裂的問題,有兩個方向進(jìn)行改進:加強連接(jiē)部位強度或者改進驅動裝(zhuāng)置。加強連接部位強度(dù)可(kě)以通(tōng)過在連接部(bù)位焊接加強筋實現,此方法可以緩解(jiě)上料門開裂的問題(tí)。然而由於上料門重量大以及液壓驅動有衝擊力(lì)大的固有缺陷(xiàn),長時間運行,連接部位可能疲勞開裂。因此,改進(jìn)上料門驅動裝置才能從根本上解決開裂的問(wèn)題。如圖 4,上料(liào)門 3 改(gǎi)為(wéi)電機驅動,齒輪(lún)和齒條 2 傳(chuán)動,通過調整電(diàn)機參數(shù)降低衝擊力。同時(shí),使(shǐ)用配重 4 平衡上料門的重力,驅動時僅(jǐn)需要克服慣性。新機構(gòu)徹底消除了上料門(mén)開裂的問題,效果如表(biǎo) 1 所示。該方案(àn)可廣泛(fàn)應用於各類(lèi)設(shè)備,任何需要垂直運動的大重量機構均可以參考,避免結構正常運行時出現開(kāi)裂的問題。
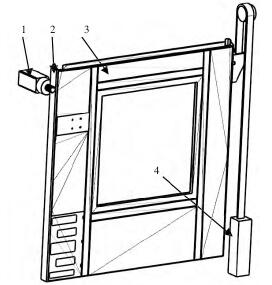
圖4 改進後上料門裝置
表 1 新上料門機構改進效果

1.3 換刀門(mén)裝置
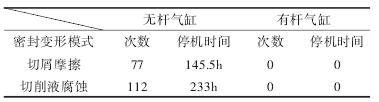
換(huàn)刀門主要用於分隔加工倉和刀盤,防止加工中切削(xuē)液和切屑進入刀盤,從而避免電主軸換刀時出現刀具抓取故障。如圖 5 所示(shì),換刀門 1 一般隻需單(dān)層薄板製造,使用無杆氣缸 2 驅動。實際換刀過程中,加工完成的刀具會攜帶少量(liàng)的切削液和切屑進入刀盤,並掉落在無杆氣缸表麵。無杆氣缸暴露的兩條密封條 3 經過切削液長時間的(de)浸泡變形及切屑摩擦,造(zào)成無杆氣缸(gāng)滑塊 4 卡滯,如圖 6。根據現場XS321 加工中心的(de)使用(yòng)經驗(yàn),無杆氣缸密(mì)封(fēng)條使用壽命僅約(yuē)兩年。鑒於無杆氣缸大麵積(jī)密(mì)封外露導致損壞的問(wèn)題,圖 7 使(shǐ)用普通有杆氣缸 1 可有效(xiào)解決該問題。至於無杆氣缸具有的導向作用,可以增加(jiā)滑軌和滑塊 2 配(pèi)合有杆氣缸使用。無杆氣缸與有杆氣缸使用情況對比(bǐ)見表 2。
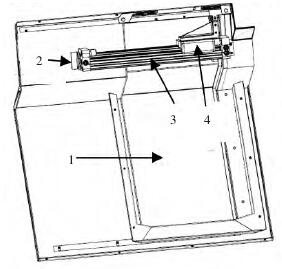
圖 5 使用無杆氣缸驅動(dòng)的換刀

圖 6 密封變形造成卡滯
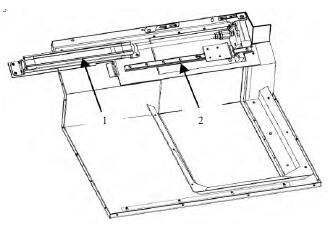
圖 7 使(shǐ)用(yòng)有杆氣缸驅動的換刀
表 2 無杆(gǎn)氣缸與有杆氣缸使用效果對比
1.4 刀夾(jiá)組件
刀夾組件是刀具固定的關鍵部件。刀夾組(zǔ)件需保證刀具跟隨刀盤旋轉運動時相對刀夾的(de)位置不(bú)變,確保(bǎo)刀具能順利插入電主軸鎖緊[2]。如圖 8 為XS321 型加工中心的刀夾組件示意圖。組件主要由兩個刀夾 1、刀夾(jiá)定位銷 2、卡簧 3、鬆開彈簧和頂杆組成。刀夾組件和刀盤通過定位(wèi)銷連接,定位銷通過卡簧限位。當加工中心用於粗加(jiā)工線時,刀(dāo)具(jù) 4 普遍重量大,外形尺寸較大,刀具(jù)在刀盤旋轉時所受離心力大。此時起限位作用的(de)卡簧容易崩邊脫落,導致刀(dāo)具掉落,如圖(tú) 9。通過改進刀夾固定方式,使用螺紋連接的分體式(shì)定位(wèi)銷,取消卡簧,見圖 10。經現場驗證可徹底解決刀具掉落的問題,取得(dé)的(de)效果如表 3 所示
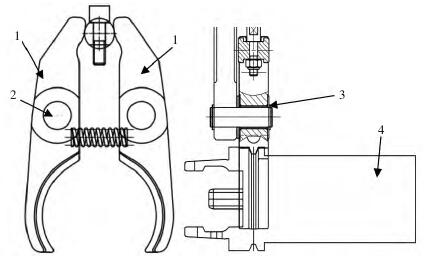
圖 8 刀夾(jiá)組件示意圖

圖 9 刀具掉落
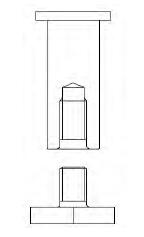
圖 10 分體式(shì)定位銷示意圖(tú)
表(biǎo) 3 改進前後效果對比

1.5 推拉台
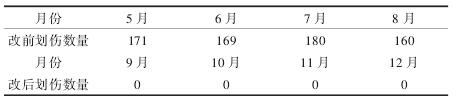
XS321 型加工中心采用人工上料模式時普遍需要使用推拉台。如圖 11,推拉台 2 使用金屬(shǔ)材料加工且(qiě)表麵粗糙度要(yào)求達到(dào) Ra0.8,加工難度極(jí)大。另外,經過一(yī)段時間生產運行,推(tuī)拉台表麵易出現微觀(guān)凸起或凹坑。工件 1 經過推拉台後出現劃傷。以鋁合金缸蓋生產 XS321 加(jiā)工中心為例,缸蓋底麵劃傷(shāng),見圖12。平均(jun1)每班次停機 30 min,平均每月有 170 件需(xū)要返修,存在(zài)極(jí)大的停機和返修浪費。鑒於推拉(lā)台與工件底麵為麵接觸,且接觸麵(miàn)積大。現有的技術難於保證大平麵的表麵粗糙度。改進後的方案取消麵接觸(chù)的方式,如圖 13,工件與平(píng)台接觸改為線接觸,設計滾筒式托盤(pán) 1 替換推拉台。從而徹底消除鋁合(hé)金缸蓋底麵劃傷問題。表 4 為 2019 年 5 月至 12 月改進前後劃傷數量對比。該結構同樣適用於材料較軟工件的設備,充分利用(yòng)滾動(dòng)模(mó)式替換滑動模式[3]。
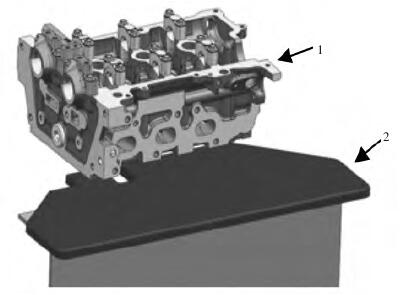
圖11 推拉(lā)台

圖12 缸蓋底麵劃
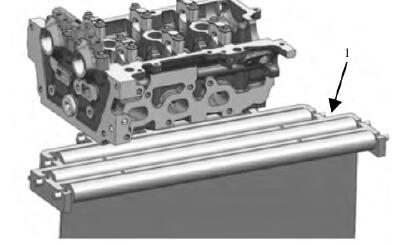
圖13 滾筒式托盤
表(biǎo) 4 5 月至 12 月改進前後數據對比
1.6 到位檢測裝置
XS321 型加工中心內工(gōng)裝夾具需要監控運動部件(jiàn)的到位狀態,夾具動作需要根據程序設定順序動作,確保設備安全。由於(yú)切削環境限製,夾具到(dào)位(wèi)檢測裝置必然會接觸到切屑造成誤感應。以缸(gāng)體和缸蓋生產線為例,該加(jiā)工中心(xīn)夾(jiá)具發生多次碰撞,造成難於修複的精度損壞。如何防止到位檢測裝置誤感應是提高夾(jiá)具可靠性的關鍵問題。依據(jù)切屑的材料特征,選取不同感(gǎn)應介質的(de)到位檢測裝置可(kě)有效避免誤感應問題。如加工鑄(zhù)鐵材質缸體的加工中心使用感(gǎn)應(yīng)鋁材料的檢測(cè)裝(zhuāng)置而加工鋁合(hé)金材質缸蓋的加工中心使用感應鐵材料的檢測裝置。如表 5。利用工件材質和檢測裝置的相異性,可(kě)徹底解決(jué)誤感應問題[4]。
表 5 機(jī)床檢測裝置選用

2 、結束語
本文著重介紹了 XS321 型(xíng)加工中心多(duō)個部件的(de)失效模式(shì)及其改進方案。通(tōng)過(guò)在項目初期避(bì)免這些設計缺陷,可有效提高設備的穩定性和降低後期設備維護的難度。實際操作中,設計人員(yuán)可以根據實際(jì)情況借鑒這些改進方(fāng)案,從而為客(kè)戶提供更合適的方案,提高客戶滿意度。對(duì)於設備操作維護人員(yuán),也可以根據文中的改進思路,對設備進行(háng)某些自主改造(zào),降低設備(bèi)停線率,提高產品輸出效率,為企業做出力所能及的貢獻(xiàn)。
投稿箱:
如果您(nín)有(yǒu)機床行業、企業相關新聞稿件發表(biǎo),或進行(háng)資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有(yǒu)機床行業、企業相關新聞稿件發表(biǎo),或進行(háng)資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視點
| 更多
查")
行業數據
| 更多(duō)
- 2024年11月 金屬(shǔ)切削(xuē)機床產量數據(jù)
- 2024年11月 分地區金屬切削機(jī)床產量(liàng)數據
- 2024年11月 軸(zhóu)承(chéng)出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新(xīn)能源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產(chǎn)量數據
- 2028年8月 基(jī)本型乘用車(轎(jiào)車)產量數(shù)據