



航空發動機零組件加工特點與裝備分析
2020-5-6 來源:- 作者:-
航空發動機零組件加工不(bú)斷挑戰數控裝備的高速度、高(gāo)精度、高可靠性(xìng)、高可達(dá)性、多功能等性能與功(gōng)能極限,對加工(gōng)設備有很(hěn)多特殊和極端要求,但是(shì)目前設備研製和工藝需求還存在匹配性不夠的問題。本文作者在(zài)分析航空(kōng)發動機零組件結構與材料特點的基礎上(shàng),詳細闡述了(le)其(qí)加工製造對數控裝(zhuāng)備的共性技術需求、常用的典型金切(qiē)設備和短板設備的具體性能要求(qiú),並對設備(bèi)驗收的流程內容及關鍵技術做了具體(tǐ)闡(chǎn)述。指(zhǐ)出了(le)航空發(fā)動機(jī)加工(gōng)裝備的發展方向,研製滿足航空發(fā)動機加工需求的設備(bèi)可以更好地推動機床工具與裝(zhuāng)備(bèi)水平的(de)進步,能夠研製和提供該類機床裝(zhuāng)備的研究者和(hé)企業代表著行業最高水平。
因原文較長,為便於閱讀,經與作者商議,將其拆分成相對獨立的(de)3篇文(wén)章陸續發布,但保留原文圖片及(jí)參考文(wén)獻的編號。若想一氣嗬成看全文,請關(guān)注《世界製造技術與裝備市場(WMEM)》雜誌2020年第3期“航空發動(dòng)機加工裝備的性能需求與(yǔ)驗收關鍵(jiàn)技術”一文。——編者注
航空發動機是由多種類(lèi)型零部件組成,可(kě)以在(zài)高溫(wēn)、高壓(yā)、高轉速和不斷變換工作狀態的惡劣環境中工(gōng)作的高度複雜和精密的熱力機械[1],追求更輕量(liàng)化、更大推力、更高可靠性、更(gèng)長壽命、更低油耗、更低成本是提升航空發動機性能的永恒(héng)主(zhǔ)題,這也促使發動機結構越來越集成、設計越來越複雜。現代航空(kōng)發動機(jī)設計采用了許多新技術、新材料、新結構來滿足苛刻的性能要求,高溫和承力結構(gòu)件(jiàn)多采用整體結構,零件結構複雜(zá)、加工精度高,表麵粗糙度及表麵質量(liàng)要求高,其先進製造技術對相(xiàng)應的加工機床與裝備需(xū)求十分迫切。
目前,世界主要大(dà)國在航空製造業方麵的競爭極為激烈,封(fēng)鎖(suǒ)與摩擦不斷(duàn),我(wǒ)國大飛機項目和“兩機”專項的上馬促進了航空發(fā)動機產業的發展,也為機床裝備的發展帶來了新的機遇和挑戰。數控機床(chuáng)的研(yán)製和應用首先起(qǐ)源於航空(kōng)製造業(yè),並伴隨著航空製造業(yè)的發展而(ér)發(fā)展[2]。通過相關項目支持,研發出了五軸葉片銑磨加(jiā)工中心、葉片拋(pāo)磨機床、機匣五軸銑車複合加工中心(xīn)等設(shè)備,工(gōng)信部與(yǔ)中國(guó)機床工(gōng)具工業協會也組織了多次航空發動機企業(yè)與機床企業對接會,推動“兩機”專項與數控機床專項(xiàng)建立長效對接機製,創新(xīn)協同(tóng)模(mó)式,加速成果轉(zhuǎn)化,實(shí)現產(chǎn)學研用深度融合[3,4]。我國的高檔數控機床基本實現了由不(bú)能做到能(néng)做的升級和跨越[5],但整個機床行業正向設計能力、針對用戶需求的定製工藝研究(jiū)及相應的機床設計能力還不足[6],航空發動機製造對數控裝備的性能需求有其特殊的地方,機床裝備企業如未吃透用戶(hù)的具體需求就倉促研發設備,其應用推廣效應勢必(bì)受到影響(xiǎng)。
1 、航空發動(dòng)機零組(zǔ)件特點
新一代航空發動機總共有3萬多個零(líng)件,涉及230多種不同標準的材料,與加工製造相關的(de)特點具體如下:
(1)零、組件種類(lèi)眾多
航空發動機主要零件有葉片、帶榫槽輪盤、整體葉盤(pán)、軸、環形與鼓筒件、噴(pēn)嘴組件、齒輪、軸承、緊固件、導管等10大類。如圖(tú)1所示,葉(yè)片分為風扇葉片、壓氣機葉片(piàn)、渦輪葉片以及與之對應的靜子整(zhěng)流葉片,機匣有(yǒu)風扇包容機匣、壓氣機機匣、燃燒室機(jī)匣、渦輪機匣以及分布在它們之間的級間機匣,有的整流葉(yè)片還與機匣整體成形,各類轉子葉片都通過榫接結構連接在轉子盤上。為了(le)減(jiǎn)重增效、提高推重比,壓氣機(jī)前(qián)段越來越多采(cǎi)用整體葉盤(pán)結構。
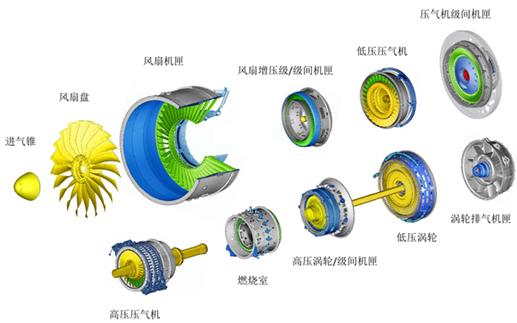
圖1 航空(kōng)發(fā)動機(jī)結構爆炸圖
(2)難加工材料多
航空發動機大(dà)量采用高溫合(hé)金、鈦合金、高(gāo)強度鋼材料,複合材料、工程陶(táo)瓷材(cái)料等新(xīn)材料也越(yuè)來(lái)越多地應用到(dào)高性能航空發動機上。這些材料的加工性極差(chà),對工藝裝備(bèi)的剛性和切(qiē)削刀具的要求極其苛刻(kè),還需要大量的特(tè)種工藝裝備。
(3)零(líng)組件結構複雜
風扇/壓氣機/整體葉(yè)盤葉片(piàn)屬於典型的自由曲(qǔ)麵零件,結構複雜、剛性差,加工過程易變形,需(xū)要高(gāo)性能多軸數控加工設(shè)備;風(fēng)扇/壓氣(qì)機/燃燒室/渦輪/中介機(jī)匣需要高精度多軸坐標鏜(táng)、高精度立式車/磨數(shù)控裝備、電解(jiě)或線切割裝(zhuāng)備;壓氣機轉子組(zǔ)合後葉尖高速磨削和機匣組(zǔ)件(jiàn)高精度立式(shì)磨削設備;盤類零件輻板、周向榫槽、軸向深孔等形狀複雜,需采用車銑(xǐ)磨複合、拉削、成形(xíng)磨削等特殊設備或新工藝(yì)裝備;燃油噴嘴杆芯/活門安裝座/外(wài)殼油路和冷卻型腔複雜,需要(yào)增材製造設備,其活(huó)門組件(jiàn)很多小微零件的形位公差甚至到亞微米級,需(xū)要車銑磨一體複合加(jiā)工設備;整體葉盤修複需要線(xiàn)性摩擦焊設備,而高壓渦輪盤(pán)軸組(zǔ)件、高壓壓氣機轉(zhuǎn)子、風(fēng)扇盤所需要的慣性摩擦焊設備(bèi),對發動機減重和提高耐高溫性至關重要(yào)。
(4)零(líng)件加工精度高
發動(dòng)機零件要保證在高溫、高速、惡劣(liè)環境下可靠工作,需要零件(jiàn)具有良好的配合質量和互換性,一方麵對零件的加(jiā)工精度要求極高,很多零件的(de)精度要求(qiú)都在微米/次微米級,非配合表麵(miàn)粗糙度要在Ra1.6以下,配合表麵粗糙度在Ra0.8以下;另一(yī)方(fāng)麵,對(duì)設備的(de)加工精度及精度保持性要求很(hěn)高,還要配套相應的(de)精(jīng)密(mì)檢測設(shè)備(bèi),甚(shèn)至需要多軸多功能複合加工與檢(jiǎn)測(cè)一體的設(shè)備來完成。
(5)多種冷卻小孔
航空發動機(jī)渦輪葉片、燃燒室、火焰筒等零組件的冷卻小孔每台份多達數十萬個,而且是異形精密(mì)群孔,尺寸在ø0.1-0.3mm,孔的位置呈空間多向分布,其(qí)外壁還有塗層。孔的形位精度和孔壁表麵質量要求高,常規的鑽孔、衝孔方法難以滿足要求(qiú),需要激光、電子束、電火花等特種加工技術和裝備。
(6)零件(jiàn)表麵特種工藝要求多
為了提(tí)高發動機零件的耐磨、防腐蝕、抗疲勞性能,需要采(cǎi)用表麵強化、噴塗、噴丸、滲鍍等表麵處理技術與裝備。渦輪導向葉片、燃燒室采用(yòng)的陶瓷熱障塗(tú)層,尤其是渦輪葉片表麵高溫防腐蝕塗層,其工藝及裝備(bèi)始終(zhōng)製約航(háng)空發動機的性能。
2 、大型客機航空發動機對裝備(bèi)行程需求分析(xī)
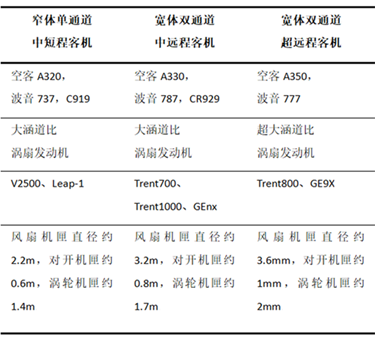
市場占有量較大的三類大型客機主要零件尺寸如下表所示,其設備(bèi)行程應該分別覆蓋其最大零件加工尺寸。
表(biǎo) 典型大型客機發動機
本文作者及單位:
於建華1,陸濤1,梁永收2,何豔麗1,陳亞林1,王傑1,李勳3,雷力明1,張渝1
1.中國航發商用航空發動機有限責任公司;2. 航空發(fā)動機高性能製造工業和信息化部重點實(shí)驗室(西北工業大(dà)學); 3. 北京航空航天大學機械工程及自動化學院。

於建華,男,1985年出生,甘(gān)肅臨洮人,博士,高級工程師,主要研究方向為航(háng)空發(fā)動機關鍵部件先進製造工藝,航空零件長壽命(mìng)製造及加工表麵完整性控製(zhì)技術。主(zhǔ)持多項國家課題,擔任全(quán)國(guó)金屬切(qiē)削機床標(biāo)準化技術委員會委員(yuán)。
參考文獻
[1] 航空製造工程手(shǒu)冊-發動(dòng)機機械加工(gōng)[M].北(běi)京:航空工業(yè)出版社,2016(08).
[2] 湯立民(mín),宋(sòng)智勇.航空數控加工機床(chuáng)發展(zhǎn)方向及其關鍵技(jì)術[J].航空製造技術, 2010(10):45-48.
[3] “兩機”專項和數控機床專項現場對接會在(zài)北京召開[J]. 世界製造技術與裝備市場, 2018(2): 17-19.
[4] 工(gōng)信部產業發展促進中心. 數控機床成果(guǒ)在航空發動機領域應用推廣會在株洲召開[EB/OL]. (2018-12-17). http://idpc.org.cn/xwdt/zxdt/1252.htm.
[5] 劉(liú)峰,高長才.展望未來機(jī)床服務航(háng)空工業[J].航空製造技術,2014(11):56-59.
[6] 王(wáng)磊,盧秉恒.中國工作母機產業發展研究[J/OL].中國工程科學: 1-9[2020-04-27].http://kns.cnki.net/kcms/ detail / 11.4421.G3.20200403.1716.007.html.
作者:於建華等(děng)(詳見文章末尾) 責編:張芳麗
投稿箱:
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視(shì)點
| 更(gèng)多

行業數據(jù)
| 更多
- 2024年11月 金屬切(qiē)削機床產量數據
- 2024年(nián)11月 分地(dì)區金屬切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產(chǎn)量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據
博文選萃
| 更多(duō)
- 機(jī)械加工過程(chéng)圖示
- 判斷一台加工中(zhōng)心精度的幾種辦法
- 中走絲線切割機床(chuáng)的發展趨勢
- 國產(chǎn)數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了(le)?
- 機械老板做了十多年,為何還是小作坊?
- 機械行(háng)業最新自殺性營(yíng)銷,害人(rén)害己!不倒閉(bì)才
- 製造業大(dà)逃亡
- 智能時代,少談點智造,多(duō)談點(diǎn)製造
- 現實麵前,國(guó)人沉默(mò)。製造業的騰飛,要從機床
- 一文搞(gǎo)懂數控車床加工刀具補償功能
- 車(chē)床鑽孔(kǒng)攻螺紋加工方法及(jí)工裝(zhuāng)設計
- 傳統鑽削與(yǔ)螺旋銑孔加工工藝的(de)區別