



臥式加工中心任意角度自動建立坐標係
2020-2-28 來源:長城汽車股份有(yǒu)限公司(sī) 內外飾研究院 裝備 作者:朱海(hǎi)峰
摘要:介紹了(le)一種宏程序(xù),用於臥式加(jiā)工中心工作(zuò)台旋轉任意角度後自動建立新(xīn)坐標係。通過(guò)對臥式加工中心旋轉工作台坐標係統建(jiàn)立數學模型,計(jì)算旋轉後的坐標(biāo)偏置量,用宏程序將新坐標偏置寫入係統變量下。避免了人工對刀建立坐標係過程中(zhōng)的誤差(chà),降低了勞動強度。
關鍵詞:坐標係自動建立;任(rèn)意角度;加工中心
0 引言
臥式加工中心(xīn)的工作台一(yī)般可以旋轉,方便加工(gōng)箱體類等具有回轉特(tè)征的零件(jiàn),自動化程度較高,可實現一次裝卡多角度加工。但(dàn)是旋(xuán)轉(zhuǎn)角(jiǎo)度後需要重新(xīn)建立坐標係,因為上一個工位加工(gōng)的特征很難與後續加工做到基準統一,存在多次建立坐標係產生的誤(wù) 差。解決上述問題的(de)傳統辦法是:裝(zhuāng)卡時將零件的中心與工作台回轉中心重合,或是(shì)在零件上做一個輔助工藝孔(kǒng),旋轉後重新對刀建立坐標係。這兩種辦法均(jun1)存在費時費力、自動化程度(dù)不高、誤差較大、受零件形狀的局限等缺點。本文介紹一種用宏程序自動建立坐標係的方法,原理是(shì):將測定(dìng)的回轉中(zhōng)心機(jī)械坐標值作為旋轉中心點計算第一個對刀(dāo)點旋轉一個角度後的(de)坐標偏置量,並通過係統變(biàn)量的方法寫到新的坐標係下。
1、測(cè)定回轉中心機械坐標值
加工時用到的坐標係分為機械坐標係和工件坐標係。機械坐標係是表示機械固有位置(zhì)的坐(zuò)標係,工件坐標(biāo)係是用於加工的坐標係(xì)(G54~G59)。自動建立坐標係(xì)指的(de)是建立工件坐標係,可(kě)由坐標係設定功能或工件偏置測量等功能實現。
回轉中心是(shì)機床機械位置的固有點,我們將其機械坐(zuò)標位置(zhì)定義為(X0,Z0)。其中,X0是固定的,因主軸裝卡刀具不同,Z0是相對的,可以是相對於基(jī)準刀或是主(zhǔ)軸端麵的位置,這裏我們選擇在基準刀下測定Z0的相對位置(zhì)。測定(dìng)回轉中心時需要(yào)用(yòng)到(dào)大理石方尺、基準刀或機床自帶的紅寶石探頭。測定(dìng)回轉中心的具體過程如圖1所示。
(1)測定 X0:將方(fāng)尺固定在工作台上,用尋邊器(qì)測定 X1;工作台旋轉180°,測定 X2。回轉中心 X0=(X1+X2)/2。
(2)測定Z0:在(zài)0°時用(yòng)基準刀測定Z1,旋轉180°,測定Z2。用千分尺測量方尺的(de)長度L,回轉中心Z0=(Z1+Z2-L)/2。
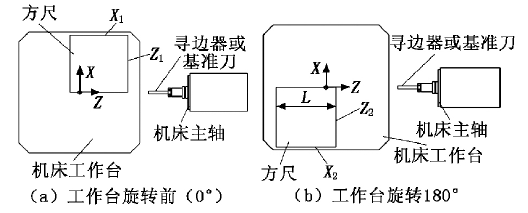
圖1 測定回轉中心示意圖
2、建立(lì)數(shù)學模型
如(rú)圖2所示,O1為機械坐標係原(yuán)點,O2為(wéi)工作台旋轉中心(xīn),A 為(wéi) G54的對刀點,B 為工作台(tái)旋(xuán)轉α 角度後A 點(diǎn)的位置,AO2與Z 軸形成的夾角為(wéi)β,BO2與Z 軸的夾角為ε,A 點的機械坐標值為(Xa,Za),B 點的(de)機械坐標(biāo)為(Xb,Zb),O2的機械坐標為(X2,Z2)。
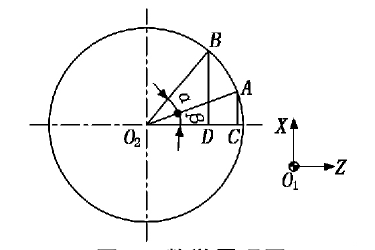
圖2 數學原理圖
圖 2 中,AC = Xa- X2,CO2=Za -Z2,β= arctan(AC/CO2),AO2=AC/sinβ,BO2=AO2,ε=α+β,BD=BO2×sinε,DO2=BO2×cosε,Xb=X2 +BD,Zb=Z2+DO2。
3、編寫宏程序
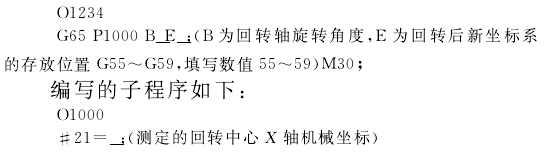
為了(le)便於管(guǎn)理(lǐ)及避免使用者誤操(cāo)作,將程序格式編為主程序和子程序,使用時隻需打開主程序由主程序(xù)自動調用宏程序(xù),將測定的回轉中(zhōng)心的機械坐標值填入(rù)子程序對應的#21和#23的等式右邊,日常使用時子程序並不需要修改(gǎi)。以森精機 NHC4000 三菱係(xì)統為例,其主程序自變量(liàng)地址與局部變(biàn)量(liàng)的關(guān)係如表1所示。表(biǎo)1中,帶有 × 標記(jì)的自變量(liàng)地(dì)址(zhǐ)無法使用,但在 G66.1 模式中可追加使用帶有(yǒu)*標(biāo)記(jì)的自變量地址(zhǐ);帶有-標記(jì)表示沒有對應地址,帶(dài)有○標記(jì)表示可(kě)以正常調用(yòng)該自變量地址。
表1 主程序(xù)自變量地址與局部變量的關係

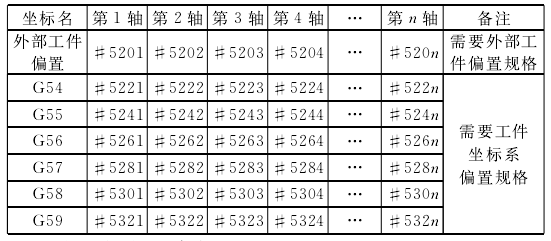
與工件坐標係(G54~G59)相關的係統變量(liàng)地址如表2所(suǒ)示。表2 表示與工件坐標係對(duì)應的變量(liàng)地址,使(shǐ)用變量編號#5201~#532n,可讀取工件坐標係偏置數據或(huò)將值代入。
表2 與工件坐標係(G54~G59)相關(guān)的(de)係(xì)統變量地址
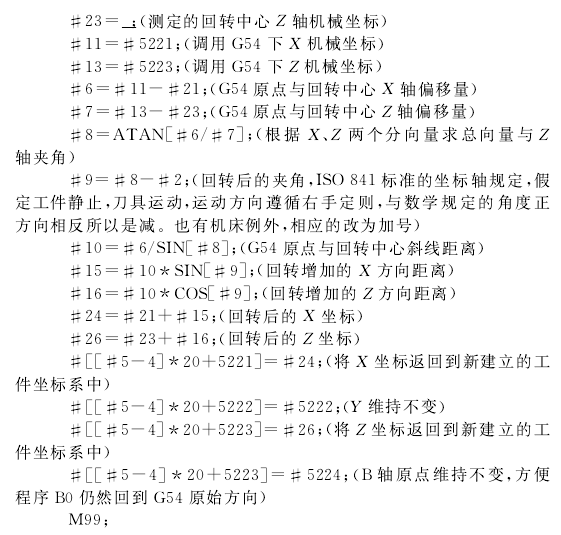
編寫的主程序如(rú)下:
4、程序驗證
正式(shì)加工零件前,首先驗(yàn)證坐標轉(zhuǎn)換程序的精度及可(kě)靠性。在工作台上裝卡一個標準(zhǔn)驗棒,將 G54的原點設定在圓(yuán)心(xīn),工作台旋轉任意角度(dù),運行主程序 O1234,將新的坐標係原點設定在 G55,重新分(fèn)中,與 G55原點(diǎn)進行比較。反複驗證,確保任意角度下零點跟隨,如果有偏(piān)差可以微調(diào)工作台回轉(zhuǎn)中心或是重新校定。
5、結語
通過宏程序(xù)實現了加工過程中(zhōng)任意角度的零(líng)點跟隨,在實(shí)際生(shēng)產中有較強的應用價值。
(1)確保了加工過程(chéng)中同一基準。隻需要一次對刀,後續多個角度隻需運算宏程(chéng)序的主程序即可自動建立相應工件坐標(biāo)係,簡化了操作者的(de)工作強度,同(tóng)時確保了同一基準加工的(de)所有特征,確保了特征之間的位置關(guān)係。
(2)簡(jiǎn)化零件編程與計算。編製零件加工程序時隻需把(bǎ)坐標係相應地旋轉一個角度,零點不產生偏移。不管零(líng)件的中心是否在(zài)工作台中心,或是偏差多少,對程序都沒有影響。
(3)拓展宏程序的應用。手工編程是數控加工的基礎,宏程序是手工編程的精髓。通過巧妙地應用宏程序的係統變量參數,使計算結果自動填(tián)入數控係統中(zhōng),提升了數控的應用水(shuǐ)平,拓展了宏程序的應用領域(yù)。本文介(jiè)紹的僅僅(jǐn)是宏(hóng)程序用法的冰山(shān)一角,希望能起到拋磚引玉的作用。宏程序非常簡潔,使用方便,並且已經在森精機 NHC4000臥式加工中(zhōng)心上做了驗證,非常可(kě)靠。
投稿箱:
如果您有機(jī)床行業、企業相關新聞稿件發表(biǎo),或進行資訊合(hé)作,歡(huān)迎聯(lián)係本網編(biān)輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相關新聞稿件發表(biǎo),或進行資訊合(hé)作,歡(huān)迎聯(lián)係本網編(biān)輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地(dì)區金屬切削機床(chuáng)產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量(liàng)數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量(liàng)情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分(fèn)地區金(jīn)屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新(xīn)能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用(yòng)車(轎車)產量數(shù)據
博文選(xuǎn)萃
| 更多
- 機械加工過程(chéng)圖(tú)示
- 判斷一台加工中心精度的幾種辦法
- 中走絲(sī)線切割機床的發展(zhǎn)趨勢
- 國產(chǎn)數控(kòng)係統和數控機床(chuáng)何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十(shí)多年,為何還是小作坊?
- 機械行(háng)業最新自(zì)殺性營銷,害人害己!不倒(dǎo)閉才
- 製造業(yè)大逃亡(wáng)
- 智(zhì)能(néng)時代,少談點智造,多談點製造
- 現實麵前,國(guó)人沉默。製造業的騰飛,要從(cóng)機床
- 一文搞懂數控車床加工刀(dāo)具(jù)補償功能
- 車(chē)床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削(xuē)與螺旋銑孔加工工(gōng)藝的區別