



基於VMCH850數控加工中心鬥笠式刀(dāo)庫電氣(qì)控製優化設計
2018-12-24 來源:湖北工業大學 作者:秦曉陽
摘要:針對當前數控加工中心鬥笠式刀庫換刀(dāo)過程中存在的問題(tí)進行改進及電氣控(kòng)製優化設計,詳(xiáng)細介紹(shào)換刀的動作過程、改(gǎi)進的方法、刀庫的I/O接線(xiàn)圖、PMC程序。該電氣控製設計合理,方便可靠,對其他數控加工中心設計具有借鑒作用(yòng)。
關鍵詞:FANUC數控係統;鬥笠式刀庫;PMC
0、引言(yán)
數控加工(gōng)中心配備刀庫是其與普通數控機床的最大區別,它能實(shí)現快速自動換刀,省去數控機床傳統換動刀時每次(cì)都需要手動換刀及再次對刀過(guò)程(chéng),從(cóng)而大大提高了零件加工的效率及質量。數控加(jiā)工中心刀庫一般分(fèn)為鬥笠式(shì)刀庫和凸輪式刀庫,換刀方式相對應(yīng)為固定換刀和隨機換刀。
當前數控加工(gōng)中心鬥(dòu)笠式換刀過程還存(cún)在一些問題待改進,本文重點介紹電氣控(kòng)製優化(huà)設計思路和方法。1固定換刀動作過程根據主軸有無(wú)刀、換刀和取(qǔ)刀(dāo)功能(néng)狀態(tài),固定換刀動作過程可分為四種情況。
第一(yī)種為指令取刀號為主(zhǔ)軸上刀號,換刀(dāo)動作不執行,換(huàn)刀結束。
第二種為主軸無刀,指令直接取刀。執行換刀指令後,Z 軸執行機械回零,主軸定向,刀庫前進(jìn)右位,主軸鬆刀,刀庫(kù)旋轉到指令取刀號位,Z 軸下降到第二參考(kǎo)點(diǎn),夾緊刀具,刀庫回退左位,換刀(dāo)結束。
第三種為主軸有(yǒu)刀(dāo),指令直接還刀。執行還刀指令後,Z 軸直接回到第二參考點,主軸定向,刀庫前進右位,主軸鬆(sōng)刀,Z 軸回(huí)第一參考點,主(zhǔ)軸緊刀(dāo),刀庫回退左位,換刀結(jié)束。
第四種為(wéi)主軸(zhóu)有刀(dāo),指令要取刀(dāo)庫上的刀。執行換刀指令後(hòu),Z 軸直接回到第二參考點,主軸(zhóu)定(dìng)向,刀庫旋轉到主軸上刀號(hào)位,刀庫前進右位,主軸鬆(sōng)刀,Z 軸回第一參考點,刀庫旋轉到指令取刀號位,Z 軸回到第二(èr)參考(kǎo)點,主軸緊刀,刀庫回退(tuì)左位,換刀結束(shù)。
2、換刀過程存在的問題
換刀過程由PMC控製及刀庫表記錄數(shù)據,規(guī)範操作及運行情況下,整個鬥(dòu)笠(lì)式刀庫換刀過程都能正常運(yùn)行,但如果(guǒ)有人為操作(zuò)失誤或外界電源因素(sù)幹擾,就可能出現換刀混亂故障例如(rú)缺乏主軸上有無刀的判別。如(rú)果不對主(zhǔ)軸上是否有刀進行(háng)判別,此時主軸上已有刀,這時PMC刀庫表是記錄了該刀號數據的,但如果人為取下(xià)該刀,會導致 PMC 刀庫(kù)表數據跟實際的對應不上(shàng),PMC 還是會認為刀具在主(zhǔ)軸上,這就會讓整個換刀過程出現混亂;
但如果(guǒ)是取下主軸上刀後又手(shǒu)動換上其他刀具,會導致現在的(de)刀具跟原(yuán)來 PMC刀庫(kù)表記錄的數據對應不上,嚴重時可能出(chū)現主軸上刀柄跟刀庫上刀柄相碰撞的嚴重(chóng)事故(gù),造成
主軸、刀具、刀庫和機械卡手損壞。
3、電氣控製優化設計
數控加工中心主軸箱如(rú)圖(tú) 1 所(suǒ)示,主(zhǔ)要(yào)由主軸電機、打刀缸、主軸軸體和(hé)傳動機構構成[。打刀 缸 通 氣 下 壓時,主軸拉爪鬆開(kāi),實現(xiàn)主軸(zhóu)鬆刀功能;打刀(dāo)缸斷氣(qì)回位時(shí),主軸拉爪收緊,實現 主 軸 緊 刀 功能。

為了實現主軸有無刀判別,在電路(lù)設計中加入紅外線發射器和接收器(qì),如圖2 所示。
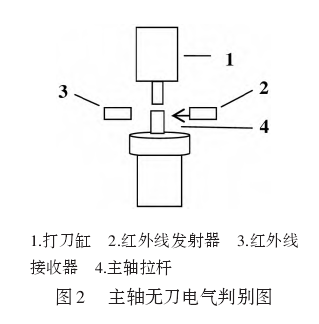
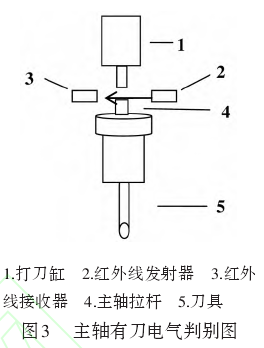
當(dāng)主軸上無裝刀具(jù)時,主軸拉杆伸出長度(dù)會比較長,這時紅外線發射(shè)器發射(shè)的信號(hào)會被主(zhǔ)軸拉杆擋回,接收(shōu)器收不(bú)到信號,輸出(chū)低電平到 PMC 端 , 經過 PMC 編 程(chéng) ,判斷主(zhǔ)軸上無刀狀態。當主軸上裝有(yǒu)刀(dāo)具時,如圖3 所示。此時(shí)主軸 拉(lā) 爪 抓 住(zhù) 刀具,主軸拉杆會(huì)比原先下降一小段距離(lí),這時紅外線發(fā)射器發射的紅外線剛好穿過主軸拉杆上方(fāng),接收器收到信號(hào),輸出高電平到 PMC 端,經過PMC 編程,判斷主軸上有刀狀態。
4、 PMC編程設計
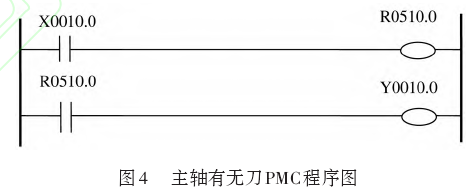
把(bǎ)紅外線接收器信號輸出端連接PMC的X10.0輸入端,當主軸有刀時,紅外(wài)線接收器輸出高電平,X10.0為高(gāo)電開關閉合,從而輸出(chū)中間繼電器 R510.0,告訴數控係統主軸裝上刀了,同(tóng)時 R510.0 觸動閉合,輸出 Y10.0,在控製麵板上顯示主軸(zhóu)有(yǒu)刀(dāo)燈(dēng)亮。如果主軸無刀,紅外線接收器發送低電平到達 X10.0,R510.0 為低電平,係(xì)統得到主軸無刀信號,同時 Y10.0 無輸出,控製麵板上主軸有刀燈滅。(PMC程序如圖4所示)
5、結語
刀庫電路經過優(yōu)化設計後,在實際應用中效果良好,換刀過程更加穩(wěn)定可靠(kào),避免了換刀過程中PMC刀庫數據與實際(jì)數據不相符的情況,從而避免了刀撞刀等嚴重事故的發生,為高效率高質量的零件加工生產提供了有力的保障。
投稿箱:
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分(fèn)地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據(jù)
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷(xiāo)量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地(dì)區金屬切削機床產量數(shù)據
- 2024年10月(yuè) 金屬切削機(jī)床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月(yuè) 新(xīn)能(néng)源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車(chē))產量數據