



某立式加工中心滾珠絲杠副反向(xiàng)間隙值的灰色預測
2018-12-12 來源:南通(tōng)職業大學機械工程(chéng) 南通科技投資集團 作者:張麗萍 李業農 周小青 趙建傑
摘要: 通(tōng)過球杆儀對某立式(shì)加工中心同一(yī)位置進行定期(qī)檢測,得到該加工中心 Y 軸反向間隙值的數據序(xù)列。將 Y 軸的反向(xiàng)間隙值的過去及現在已知的或非確知的情況視作一個灰色係統。按灰色係統建模法予以建模,通過累(lèi)加生成得到單調遞增的時(shí)間數據序列(liè),據此建立灰(huī)色係(xì)統模型( 簡稱係統模型) 白化(huà)形式的微分(fèn)方程,再通過(guò)殘差模型的修正,進一步提高計算精(jīng)度。修正後的灰色係統模型( 簡稱修正模型) 可用來預測 Y 軸(zhóu)的反向間(jiān)隙值的變化規律,為該加工中心的後期檢修及消除(chú)反向間隙提供依據。
關(guān)鍵詞(cí): 加工中心; 滾珠絲杠副; 反向間隙; 球杆儀; 檢測; 灰色預測
0 引言
滾珠絲杠副由絲杠、螺母和滾珠(zhū)等零件組成(chéng),是(shì)數控機(jī)床的關鍵功能部件。由於滾珠絲杠副間是(shì)滾動摩擦(cā),其傳(chuán)動(dòng)精(jīng)度和定位精(jīng)度(dù)均較高,反向間隙小,傳動效率高(gāo),它(tā)被廣泛應用於數控機床的傳動進給係統中。
VMCL600 型立式加工中心是一種中小規格的加(jiā)工中心,X、Y、Z 三軸均(jun1)采用(yòng)高精密級滾珠絲杆和軸承,滾(gǔn)珠絲杆和伺服電動機以繞性聯(lián)軸器直聯,通過(guò)滾珠絲杆副傳動,實(shí)現三坐標聯動,能加工出各種型麵的零件。在這種條件下加工出零件的精度(dù),顯然同每個坐標的移動的形狀(zhuàng)精(jīng)度、各坐標間的相對位置(zhì)精度及各坐標的定(dìng)位精度有直接關係(xì)。
加工中心加工零件時,隨著進給速度、切削力和加工方案的變化,絲杠軸上螺母的位置發生了改(gǎi)變,作(zuò)用於滾珠絲杠副的動載荷及位置也隨之發生(shēng)了變化,導致絲杠軸產生了一定的(de)彎曲; 滾珠和滾(gǔn)道接觸產生的滾動摩擦、滑移、扭動以(yǐ)及滾珠之(zhī)間的碰撞和擠壓,使滾珠和滾(gǔn)道產生了磨損。
雖說滾珠絲杆副的故障是通過磨損、疲勞、斷裂、腐蝕、塑(sù)性(xìng)變形和衰退等多種方式表現出來的,但(dàn)其磨損故障所(suǒ)占的比例最大(dà)。由此可見,滾珠絲杆副的滾(gǔn)珠和滾道磨損是其失效的主(zhǔ)要形式,其磨損過程由(yóu)於(yú)受到(dào)環境因素及材料不同的影響,表現出(chū)複雜性、多樣性和隨機性,它直接(jiē)導致加工(gōng)中心的重複定位精度下降,反向間(jiān)隙增大。
用激光幹涉儀等檢測儀器檢測加工中心的重複定位(wèi)精度,毎次重(chóng)複定位精度檢測值表現為不同數值,不易(yì)評價滾珠絲杆副的磨損情況。用球杆儀檢測(cè)反向(xiàng)間隙,通過設定加工中心的運行程序(xù),使 X、Y 兩軸聯動,使球(qiú)杆(gǎn)儀兩端相對完(wán)成圓弧軌跡(jì)運動,並采(cǎi)集球杆儀(yí)的(de)杆長(zhǎng)變化(huà)量(liàng)與誤差元素間的數(shù)學模型,結合(hé)誤差(chà)敏感方向分析,檢測分離得到加工中(zhōng)心反向間隙數值。
通(tōng)過定(dìng)期(qī)檢測知道,反向間隙數值隨著工作時間的增大和磨損的加劇,有進(jìn)一(yī)步加大的趨勢。 為進(jìn)一步(bù)探索該加工中心反向(xiàng)間隙值變化情(qíng)況(kuàng),了解滾珠絲杆副的磨損情況,通過(guò)球杆儀(yí)定期檢測(cè)反向間隙值的已知信息,運(yùn)用灰(huī)色係統理論及方法,對部分信息已知、部分信息未知(zhī)的小(xiǎo)樣本、貧信息和不確定性的係統為研(yán)究對象,通過對部分已知信息(xī)的生成,對係(xì)統的變化規律進行描述,建(jiàn)立一(yī)個從過去引伸到將來的灰色係統模型 GM,構建係統在未來發展變化的趨勢,對反(fǎn)向間隙值的未來變化情(qíng)況趨勢進行(háng)預測。
1 、運用球杆儀的誤差檢(jiǎn)測
球杆儀由球座和可伸縮的球杆組成。運用球杆儀測量 XY 平麵的誤差如(rú)圖 1 所示,測量時球杆的一端與工作台上的(de)磁性精(jīng)密球座相接觸,工作台上球座中心(xīn)為點 P,而另一端與加工中心主軸上的磁性精密球座(zuò)相接觸,主軸上球座中心為點 O。
在可伸縮的球(qiú)杆內裝有(yǒu)高精(jīng)密的線位移傳感器,從傳感器的輸出信號可得出兩個(gè)球心(xīn)之(zhī)間的精確距離。運用球杆儀測量時,通過加工中心的 XY 軸聯動,使其可伸縮的球杆在 XY 平(píng)麵內按圓的軌跡運行。若加工中心不存在誤差,則球杆(gǎn)儀的運行軌跡應為標準圓。當存在各種(zhǒng)誤差(chà)時,可通過分析球杆儀運行軌跡(jì)與標準(zhǔn)圓之間(jiān)的偏差進行誤差分析(xī),並(bìng)從中分離出反坐標為( 200,300) ,球杆(gǎn)儀先從起始角度為 0°的位置逆時針運行 360°,然後再順時針運(yùn)行 360°回(huí)到起始位置。
球杆儀(yí)在該加工中(zhōng)心開始工作之初的(de)檢測(cè)結果如圖 2 所示。圖 2 中運行 1 表示球杆儀順時針運行時的反向間隙誤差(chà)變化(huà)情況,運行 2 表示球杆儀逆時針運行時的(de)反向間隙誤差變化(huà)情況。該(gāi)加工中心一天 2 班(bān)製工作,一年(nián)工作 3 500h,故每隔 3 500h 檢測一次,並將 Y 軸的反向間隙檢測值 x( 0)( i) 列於表 1,i為原始數據序列號(hào),i = 1,2,…,n; 上標(biāo)( 0) 表示原始數據。因 X 軸的反向間隙值比 Y 軸小一(yī)些,暫不做分析。
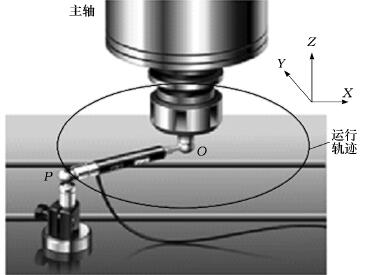
圖 1 運用球杆儀測量 XY 平麵(miàn)的誤差
2、 Y 軸反向間隙值的灰色(sè)預測
根據灰色係統已知數據建立(lì)的模型,從時(shí)間發(fā)展來看,具(jù)有(yǒu)某種規律性和時間外推性,這種模塊才能用來預測。Y 軸反向間隙值是隨著時間的推移,多種因素作用導致(zhì)誤(wù)差增大,精度下降。它是一(yī)個時間序列的灰色預測,可以看作是(shì)一個等間隔序列的數列預測。其等間隔(gé)序列的灰色係統模型(xíng)的建模(mó)步驟如下。


圖 2 球杆儀在該加工中心工(gōng)作(zuò)初期的檢測結果(guǒ)
表 1 Y 軸反向間隙的原始數據序列




反向間隙的計算(suàn)數(shù)據序列( 見表(biǎo) 2) 。表 2 中,i = k +1。
表 2 Y 軸反向間隙的計(jì)算(suàn)數據序(xù)列




由式( 16) 計算出的相對誤差(chà)列於(yú)表 2 中,相對誤差值(zhí)不(bú)大於 2% ;說明經修正後的灰色(sè)係(xì)統模型計算精度比較高。在變換後的式( 15) 中,可以將 k 看作是一個(gè)連續變量,故經修正後的(de)灰色係統模型(xíng)可用來(lái)預測與加工中心工作(zuò)時(shí)間對應的 Y 軸(zhóu)反向間隙值。若(ruò)該加工中(zhōng)心(xīn)工作時間為 20 000h,k + 1 =20 000 ÷ 3 500 = 5. 71,由式(shì)( 15) 得 Y 軸反向間隙為:
Y 軸的反向間隙值持續增大的(de)主(zhǔ)要原因是(shì)滾珠絲杠副(fù)和滾珠絲杠端部的磨損,可通過調整絲杠螺母墊片厚度消除(chú)滾珠(zhū)絲杠副中存(cún)在的間隙,調整(zhěng)絲杠的預拉伸量(liàng)以提高絲杠軸的剛度。若該加工中(zhōng)心滾珠(zhū)絲杠副反向間隙值的允許值為 12μm,則該加工中心工作達到 2 000h 的時刻,須聘請專業人員來(lái)調整(zhěng)滾珠絲杠副反向間隙,使其(qí)精度得到一(yī)定的修複。同時可利用(yòng)數控(kòng)係統反向間隙(xì)補償參數的設置進行一定補(bǔ)償。若上述方法仍達不到要求,可通過更(gèng)換滾珠絲杠副恢複其傳動精度。
3 、結語
通過球杆儀對 VMCL600 型立式加工中心的同一位置的定期檢測,得到該加(jiā)工中心 Y 軸的反(fǎn)向間隙值的數據序列。將 Y 軸的反向間隙(xì)值的過去及現在已知的或非(fēi)確知的情況,視作一個灰(huī)色係統。按灰色係(xì)統建(jiàn)模法予以建模,通過累(lèi)加生成得到單調遞(dì)增的時(shí)間(jiān)數據序列,據此建立灰色係(xì)統(tǒng)模型白(bái)化形式的微分方程(chéng),通過表 1、表 2 中的數據可以說(shuō)明模型計算值比較接近於(yú)實際值,再通過殘差模型的修正,進一步提高了計算精度(dù)。修正後的灰色係統模型可用來預(yù)測 Y 軸的反向間隙值的(de)變化情況,為加工中(zhōng)心的(de)後期檢修、消除反向間隙、建(jiàn)立精度檢測及(jí)評價方法提供了依據。
投稿箱:
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作(zuò),歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作(zuò),歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息
馬")
業界視點
| 更多
調查")
行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產(chǎn)量數據
- 2024年11月 分(fèn)地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新(xīn)能源汽(qì)車銷量情(qíng)況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切(qiē)削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車(chē)產量數據(jù)
- 2028年8月 基本型乘用(yòng)車(轎車)產量數(shù)據