機")



數控加工中心一次多件液壓自動夾具設計
2018-10-19 來源:長安大學(xué)工程機械學院 作者(zhě):陳忠偉,楊宇強,嶽偉平
摘要: 介紹一種用於(yú)汽車油管孔加工的多工件同時裝夾的數控加工中心液壓(yā)夾具。采(cǎi)用過定位解決了細長油管剛性差不便於裝夾的問題,設計了夾具的機(jī)械結構和液壓(yā)回路。一次多(duō)件同時裝夾(jiá),高(gāo)度自動的液壓驅動,使得它是一種高效率自動夾具。
關鍵詞: 加工中心夾具; 一次裝(zhuāng)夾多件; 液壓回(huí)路
數控加工中心機床是集銑、鑽、鉸、攻絲、鏜等於一體的柔性化機床,是(shì)組成現(xiàn)代柔性製造係統的基本單元; 大(dà)批量零件采用數控(kòng)加工已(yǐ)成為現代製造業的主要模式,設計製造一體多件和多工位夾具,則是發揮其柔性的重要研究方向。
如圖 1 所示,某汽(qì)車上(shàng)的分配油管是一種大批量生產的零件,其(qí)中油管上(shàng)的多個不同(tóng)尺寸的徑向孔(kǒng)加工通常在一台(tái)帶有 B軸的(de)數控加工中心上一次性完成。為充分利(lì)用加工中心的柔性性能、提高生產效率,需設計製造一體多件的液壓自動夾具。
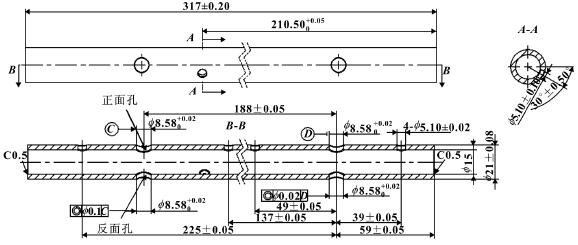
圖 1 油管(guǎn)零件圖
1 、機床(chuáng)和工件加工方式
該零件采(cǎi)用一種具有臥式第四(sì)軸(zhóu)及對應尾座的立式數控加工中心加工。為便於敘述(shù)按圖 1 定(dìng)義正麵孔(kǒng)和反麵孔。第一步,鑽、鉸正麵(miàn) 8. 58 mm 孔,然後(hòu)加工其內外倒角; 第二(èr)步,第四軸(zhóu)旋轉 30°,同第一步加工 5. 1 mm 孔; 第 三步,工件隨第四軸轉動180°,同第一步加工(gōng)反麵孔。
2 、定位夾緊方案(àn)
基於上述加(jiā)工方式以及零件尺寸基準,該零件應采(cǎi)用 V 形塊支撐外(wài)圓並配合 V 形塊(kuài)壓緊,再加上油管一端麵靠在夾具軸向(xiàng)定位基準麵上另一端被夾緊裝置夾(jiá)緊的(de)方式裝夾。油管兩端麵上的 C0. 5 內倒角是精車(chē)得到的,可(kě)作為兩個頂(dǐng)尖孔使用。
由於(yú)倒(dǎo)角尺寸很小,若(ruò)使用(yòng)頂尖定在其上,兩者可視為是(shì)線接觸的,所以又可稱(chēng)此倒角為線接觸中心孔。有研究表明: 線接觸中心孔使剛性軸的定位及加工精度較用標準中(zhōng)心孔提高兩個數量級。
因此可采用兩頂尖(jiān)頂在管子兩端內倒角上進行軸向定位。上述(shù)方案中,V 形塊和兩頂尖重複限製了管子的(de)自由度,即形成了過定位。通常這是不允許的,但由於這種油管長徑比達 15,屬於細長零件,剛性較差,加工過程中易變形,因此考慮增加支承,在使用兩頂尖的基礎上增加 V 形塊支撐,形成過定位。合理地利用過定位可改善工件受力狀況(kuàng)、增加係統剛度、改善定位精度、提高加工質量。
3 、夾具總體設計與動作實施
設計專用夾具首先應保證工件的加工精度,其次在可能的情況下(xià)應盡量提高生產率。為此將這種夾(jiá)具設計(jì)為一次裝夾 8 根油管的一體多件夾具。該夾具主要由夾具基座、8 缸(gāng)並聯的液壓頂尖、固定(dìng)頂尖、V 形支(zhī)撐塊、8 頭分別壓緊 V 形槽旋轉壓塊、旋轉油缸以及液壓控製回路組成,結構如(rú)圖 2 所示。為提高(gāo)自動化程度,配合機(jī)床自動上下料係統,設計夾具的結構時為上下料機械手留出了(le)足夠的完成抓取動作的空間(jiān)。
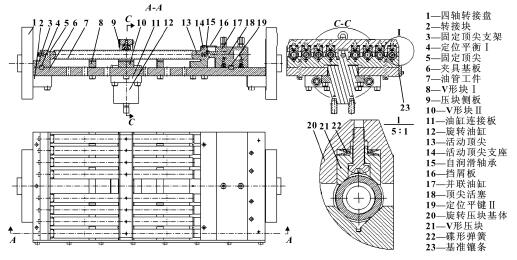
圖 2 夾具總裝示意圖
夾具定(dìng)位與(yǔ)夾緊動作實施(shī)如下: 初始時,液壓頂尖處在最(zuì)左(zuǒ)邊,旋轉壓塊處在長邊與 B 軸軸線平行(háng)的最高位(wèi)置,此(cǐ)時上(shàng)料裝置可方(fāng)便地(dì)將(jiāng) 8 根管子放到夾具(jù)上; 上料後,液壓頂尖頭在活塞推動下推動管子右(yòu)移並最終頂緊在右端固定頂尖(jiān)上; 隨後(hòu),旋(xuán)轉油缸活塞帶動旋轉壓塊先旋轉再夾(jiá)緊將管子夾緊在 V 形槽上; 右側使用如(rú)圖 3 所示(shì) 8 個(gè)兩腔分別(bié)並聯的油缸主要是考慮(lǜ)到管子長度公差帶寬達 0. 4 mm,若(ruò)采用8 個頂(dǐng)尖剛性連接(jiē)在一個(gè)零件上,可能出現較(jiào)短的管(guǎn)子不能(néng)被準確定位的情況。
考慮到管子外(wài)徑公差及直(zhí)線度公差較大,本(běn)應在一個零件上加工出 8 條 V 形槽的旋轉壓塊做成了如圖 2 中局(jú)部視圖(tú) I 所示的 20、21、22 三種零件構成的 8 頭(tóu)分別壓緊 V 形旋轉壓塊。
該旋轉壓塊下壓時外徑為(wéi)正公差的管子或(huò)者向上凸(tū)起(qǐ)的先被壓緊(jǐn),隨後較細或者向下彎曲的管子也被壓緊,當然碟形彈簧的壓縮行(háng)程滿(mǎn)足夾緊最細管子的要求。集(jí)成液壓頂尖采用如圖 3 中局部視圖 I 所示的結構使(shǐ)得頂尖活塞不受彎(wān)矩載荷。
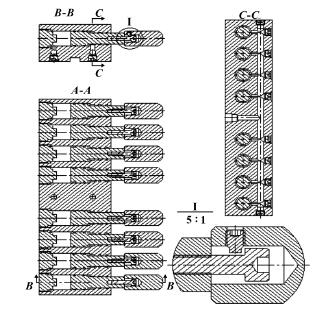
圖 3 集成液壓頂尖(jiān)
4 、液壓控製回路
要求左端頂緊油缸(gāng)和中間旋轉油缸完成夾緊動作後,都能夠使活塞保(bǎo)持在夾緊位置一段時間。液壓(yā)鎖緊回路可使執行元件(jiàn)停留在行程範圍內(nèi)的任意位置並(bìng)能防止在外力作用下的漂移或躥(cuān)動,因此采用一種鎖緊回路。采用錐閥的液控單向閥可保證閉鎖時不會(huì)滲漏,這正好可以作為此設計中的鎖緊元件。圖 4 即是液壓原理圖(tú)。為便於描述,這裏將 8 個並聯頂緊油缸在圖上表達為 1 個。
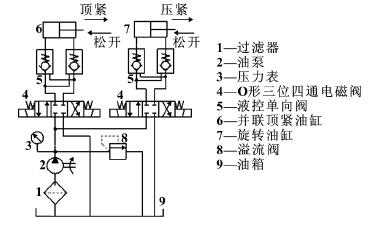
圖 4 液壓原理圖
5 、結束(shù)語
通過使用並(bìng)聯液壓缸以及分別壓(yā)緊的柔性旋轉壓緊裝置,合(hé)理地解決了公差帶寬(kuān)較大的多個零件同時準確定位與夾緊的問題,設計出了(le)一種高效率的自(zì)動夾具。此夾具在工廠實際使用(yòng)中已(yǐ)經取(qǔ)得良好效果。經過簡單改造,該夾具也可以發展成適用於其他較小尺寸的軸類零件的銑削夾具(jù)。
投稿箱(xiāng):
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資(zī)訊合作(zuò),歡迎聯(lián)係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資(zī)訊合作(zuò),歡迎聯(lián)係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息
馬")
業界視點
| 更多

行業數據(jù)
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區(qū)金屬切削機(jī)床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據(jù)
- 2024年(nián)11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據
博(bó)文選(xuǎn)萃(cuì)
| 更多
- 機械加工過程(chéng)圖示
- 判斷一台加工中心精(jīng)度的幾種辦法
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機(jī)械行業最新自殺性(xìng)營銷,害人害己!不倒閉才(cái)
- 製造業大(dà)逃亡
- 智能時代,少談點智造(zào),多談點製造
- 現實麵前,國人沉(chén)默。製造業的(de)騰飛,要從機床(chuáng)
- 一文搞懂數(shù)控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工(gōng)方(fāng)法及工裝(zhuāng)設計
- 傳統鑽削與(yǔ)螺旋銑(xǐ)孔加工工藝的區別(bié)